
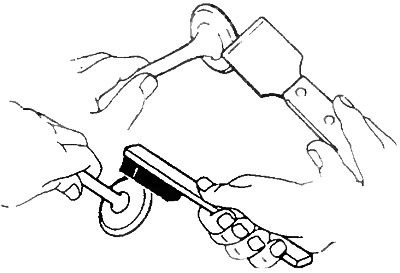
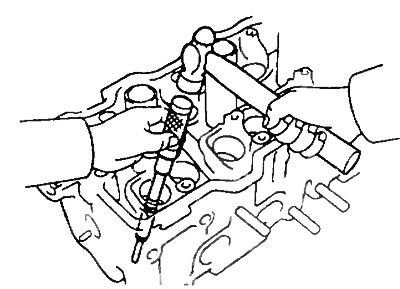
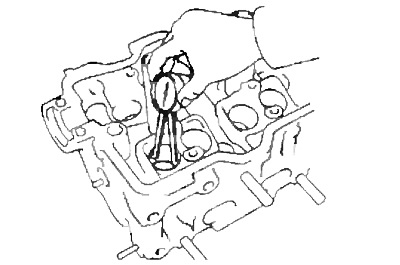
а) Завъртайки коляновия вал, последователно настройте буталата в TDC. Със скрепер почистете повърхностите на дъното на буталата от въглеродни отлагания.
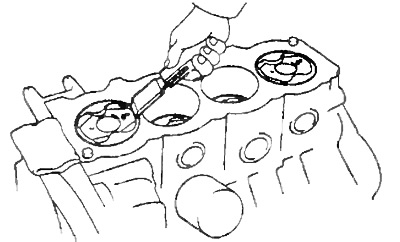
(b) С помощта на скрепер отстранете остатъците от уплътнението на главата от повърхността на конектора на блока на цилиндъра.
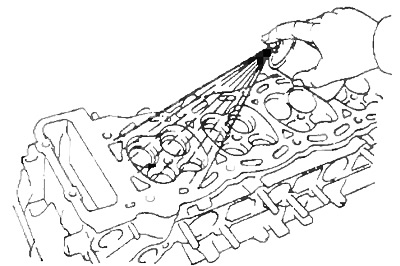
c) Използвайте сгъстен въздух, за да премахнете въглеродните отлагания и остатъците от гарнитура на главата от повърхности, отвори за болтове.
Забележка: когато използвате сгъстен въздух, внимавайте да не попаднете частици мръсотия в очите.
2. Почистете главата на цилиндъра.
а) Почистете повърхността на главата на блока от остатъците от уплътнението на главата.
Забележка: Внимавайте да не повредите повърхността на уплътнението на главата на блока.
б) Почистете повърхностите на горивните камери на главата на блока с метална четка, като отстраните остатъците от въглеродни отлагания.
в) Почистете отворите на направляващите втулки на главата на блока с четка и разтворител
г) Почистете повърхността на главата на цилиндъра (съвпадаща с повърхността на блока на цилиндъра) с помощта на мека четка и разтворител.
3. Проверете главата на цилиндъра.
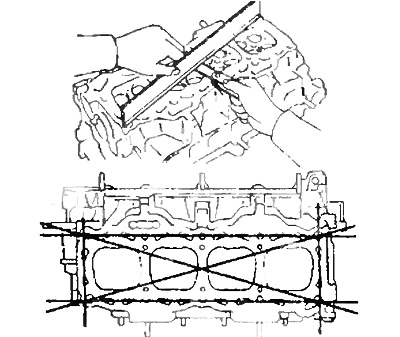
а) С прецизна линийка и плосък манометър, както е показано на фигурата, проверете неравномерността на работните повърхности на съединяването на главата на цилиндъра:
- с повърхност на цилиндров блок.
- с входящи и изходящи тръбни повърхности.
 |  |
г) Почистете повърхността на главата на цилиндъра (съвпадаща с повърхността на блока на цилиндъра) с помощта на мека четка и разтворител.
3. Проверете главата на цилиндъра.
а) С прецизна линийка и плосък манометър, както е показано на фигурата, проверете неравномерността на работните повърхности на съединяването на главата на цилиндъра:
- с повърхност на цилиндров блок.
- с входящи и изходящи тръбни повърхности.
4. Почистете клапаните.
а) Използвайте скрепер, за да премахнете въглеродните отлагания от диска на клапана.
б) Почистете напълно клапана с четка.
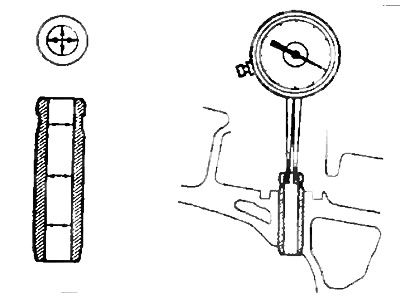
5. Проверете диаметрите на стеблото на клапана и направляващите отвори на клапана*.
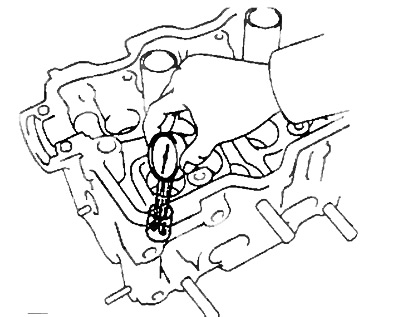
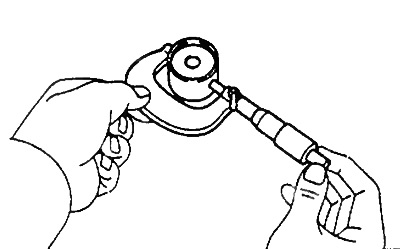
а) С помощта на габарит измерете вътрешния диаметър на водачите на клапана.
Вътрешен диаметър на ръкава:
- 3S-FE, 4S-FE - 6,010 - 6,030 mm
- ZS-T - 8.010 - 8.030 mm
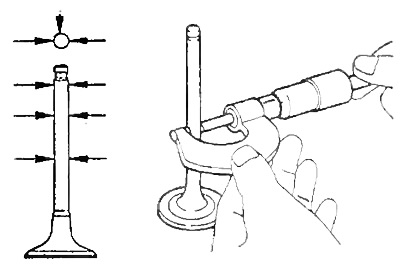
b) Измерете диаметъра на стеблото на клапана с микрометър.
Диаметър на стеблото на клапана:
смукателен клапан:
- 3S-FE, 4S-FE - 5,970 - 5,985 mm
- ZS-T - 7,975 -7,990 mm
Изпускателен клапан:
- 3S-FE, 4S-FE - 5,965 - 5,980 mm
- ZS-T – 7,960 – 7,975 mm
в) Намерете пролуката между стеблото на клапана и водача на клапана, като измерите разликата между диаметъра на стеблото на клапана и вътрешния диаметър на водача на клапана.
Номинален клирънс:
смукателен клапан:
- 3S-FE, 4S-FE - 0,025 - 0,060 mm
- ZS-T - 0,020 - 0,055 mm
Изпускателен клапан:
- 3S-FE, 4S-FE - 0,030 - 0,065 mm
- ZS-T - 0,035 - 0,070 mm
Максимален просвет:
- всмукателен клапан - 0,08мм
- изход - 0,10 мм
Ако хлабината е по-голяма от максималната, сменете клапана и направляващата втулка.
6. Ако е необходимо, сменете водачите на клапаните.
а) Постепенно загрейте главата на цилиндъра на водна баня до температура 80 - 100°C.
b) С помощта на дрейф и чук натиснете навън водещата втулка.
c) С помощта на габарит измерете диаметъра на отвора за водача в корпуса на главата на цилиндъра.
Номинален диаметър (студено състояние):
- 3S-FE, 4S-FE - 10,985 - 11,012 mm
- ZS-T - 13 000-13 027 мм
Ако диаметърът на водещия отвор в корпуса на главата не надвишава:
- 3S-FE, 4S-FE - 11,012 мм
- ZS-T - 13,027 мм
Използвайте стандартен водач за външен диаметър.
Ако диаметърът на водещия отвор в корпуса на главата е по-голям от посочения размер, разбийте отвора до:
- 3S-FE, 4S-FE - 11,035 - 11,062 mm
- ZS-T - 13,027 - 13,050 mm
и използвайте водач с външен диаметър, увеличен с 0,05 мм.
Ако диаметърът на водещия отвор в корпуса на главата е по-голям от:
- 3S-FE, 4S-FE - 11,062 мм
- ZS-T - 13,027 мм
Сменете главата на цилиндъра.
Размерът на външните диаметри на втулките на входящите и изходящите клапани, изберете в зависимост от диаметрите на отворите за водачите.
Диаметър на водещата втулка:
стандартно:
- 3S-FE, 4S-FE - 11,033 - 11,044 mm
- ZS-T - 13,040-13,051 mm
Ремонт:
- 3S-FE, 4S-FE - 11,083 - 77,094 mm
- ZS-T - 13,090-13,101 mm
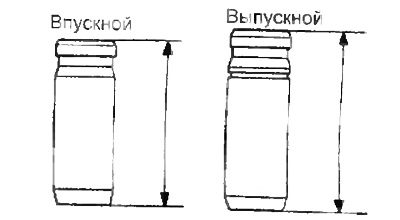
Забележка: на двигателя ZS-T водачите на всмукателния и изпускателния клапан са с различна дължина.
Направляващи втулки:
ZS-T
- всмукателни клапани - 46.0 мм
- изпускателни клапани - 50.0 мм
3S-FE - 41,96 мм
4S-FE - 45,40
ZS-T
д) Загрейте главата на цилиндъра на водна баня при температура 80-100°C.
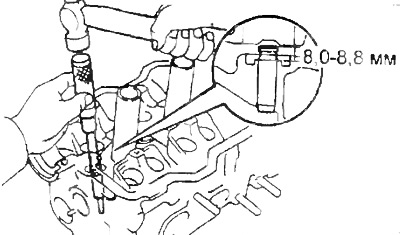
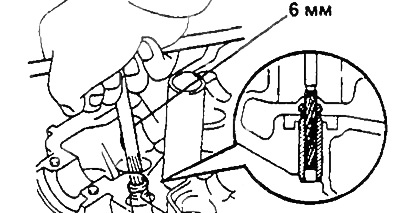
д) Монтирайте водача на клапана. С помощта на дрейф и чук монтирайте новия водач на клапана, така че да стърчи от главата на цилиндъра при:
- 3S-FE, 4S-FE - 10,0 мм
- ZS-T - 17,3-18,1 мм
д) Загрейте главата на цилиндъра на водна баня при температура 80-100°C.
д) Монтирайте водача на клапана. С помощта на дрейф и чук монтирайте новия водач на клапана, така че да стърчи от главата на цилиндъра при:
- 3S-FE, 4S-FE - 10,0 мм
- ZS-T - 17,3-18,1 мм
7. Проверете и подложете клапаните.
а) Смелете клапаните, докато не бъдат премахнати следите от сажди и драскотини.
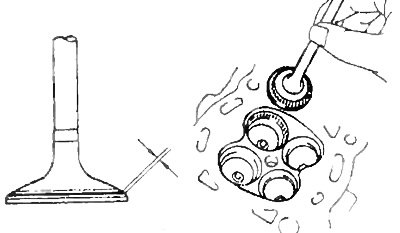
b) Проверете дали прихлупеният скос на клапана образува ъгъл от 45° спрямо равнина, перпендикулярна на оста на стеблото.
в) Проверете общата дължина на клапана.
Номинална дължина:
Смукателен клапан:
- 3S-FE - 97,60 мм
- 4S-FE – 100,60 мм
- ZS-T - 105,70 мм
Изпускателен клапан:
- 3S-FE - 98,45 мм
- 4S-FE – 100,45 мм
- ZS-T – 105,35 мм
минимална дължина:
Смукателен клапан:
- 3S-FE - 97,10 мм
- 4S-FE – 100,10 мм
Изпускателен клапан:
- 3S-FE - 98,00 мм
- 4S-FE – 99,95 мм
Ако общата дължина е по-малка от минималната, сменете клапана.

д) Проверете състоянието на крайната повърхност на клапаните за износване.
Ако предната част на клапана е износена, шлифирайте отново повърхността на клапана или сменете клапана.
Забележка: при повторно намазване не намалявайте общата дължина на клапана над минималната допустима стойност.
8. Проверете и почистете леглата на клапаните.
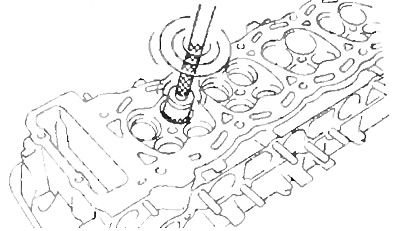
а) С помощта на 45° карбиден нож смилайте гнездата на клапаните, като отстранявате само минималното количество метал, за да почистите повърхностите на седлото.
b) Проверете дали клапанът е поставен правилно.
Нанесете тънък слой бяло върху скосяването на клапана. Натиснете предната част на клапана към седлото, но не завъртайте клапана. След това извадете клапана и проверете леглото на клапана и скосяването.
Ако боята остане около цялата обиколка (360°) на скосяването на клапана, тогава клапанът е концентричен. В противен случай сменете клапана.
Ако боята се появи по цялата обиколка (360°) на седлото на клапана, водачът на клапана (втулката) и седлото на клапана са концентрични. В противен случай шлифовайте отново скосяването.
Уверете се, че контактната петна е разположена в средната част на лицето на клапана и има ширина от:
- 3S-FE, 4S-FE - 1,0-1,4 мм
- ZS-T - 1,2-1,6 мм
В противен случай регулирайте скосяването, както следва:
Ако контактното петно е твърде високо на повърхността на клапана, използвайте конусни резачки 30° и 45°, за да шлифовате отново седлото.
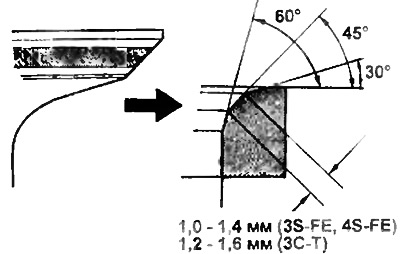
Ако контактното петно е твърде ниско на повърхността на клапана, използвайте конусни резачки 60° и 45°, за да шлифовате отново седлото.
г) Натиснете ръчно клапана и седлото на клапана с абразивна паста.
e) След притирване почистете клапана и седлото на клапана.
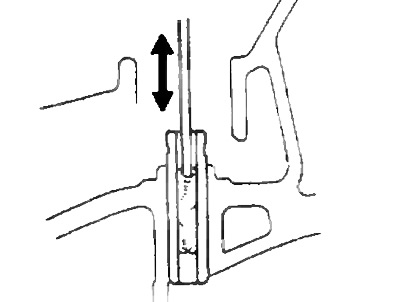
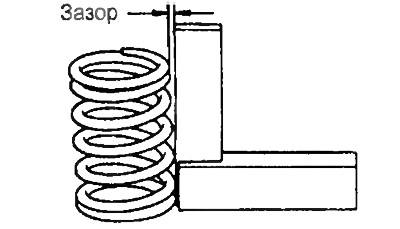
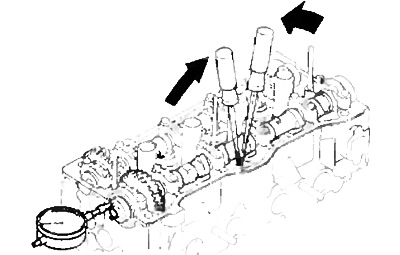
9. Проверете пружините на клапаните.
а) С помощта на метален квадрат (90°) проверете неперпендикулярността на пружината на клапана, както е показано на фигурата.
Максимално допустимата неперпендикулярност е - 2,0 мм
b) С помощта на шублер измерете свободната дължина на пружината в свободно състояние:
Дължина на пружината на клапана:
- 3S-FE - 41,96 мм
- 4S-FE – 45,40 мм
- ZS-T - 47,50 мм
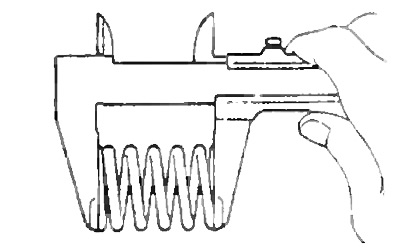
Ако дължината на пружината е извън спецификацията, сменете пружината на клапана.
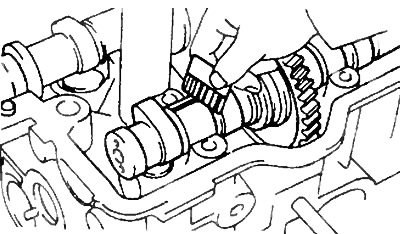
10. Проверете разпределителните валове и лагерите.
A. Проверете разпределителния вал за огъване.
а) Поставете разпределителния вал върху призмите.
b) Използвайте индикатор за циферблат, за да проверите изтичането на разпределителния вал спрямо средната шийка.
Номинално изтичане:
- 3S-FE, 4S-FE - 0,020-0,200 мм
Максимално изчерпване:
- 3S-FE, 4S-FE - 0,03 мм
- ZS-T - 0,06 мм
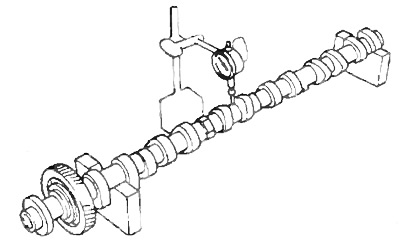
Ако биене надвишава допустимата стойност, сменете разпределителния вал.
B. Проверете височината на гърбиците на разпределителния вал, като я измерите с микрометър.
Номинална височина на гърбиците на всмукателния разпределителен вал:
- 3S-FE - 42,01 -42,11 мм
- 4S-FE - 34,91-35,01 мм
- ZS-T - 47,40 мм
Номинална височина на гърбиците на всмукателния разпределителен вал:
- 3S-FE - 42,01 -42,11 мм
- 4S-FE - 34,91-35,01 мм
- ZS-T - 47,40 мм
Ако диаметрите на шейната са извън спецификациите, проверете хлабината на маслото между шейната и лагера.
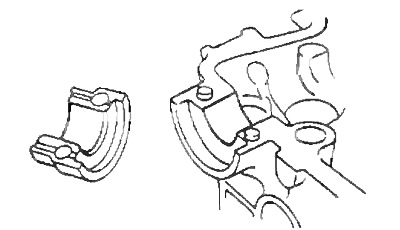
D. Проверете състоянието на лагерите на разпределителния вал за напукване и драскотини по повърхностите им. При наличието на изброените дефекти сменете капаците на лагерите или главата на блока на цилиндрите в сбора.
E (3S-FE, 4S-FE) Проверете състоянието на листовата пружина на зъбното колело на разпределителния вал, като измерите нейната междина на заключване в свободно състояние.
Просвет в свободно положение - 22,5 - 22,9 мм
Ако свободният ход на заключване е извън спецификациите, сменете листовата пружина на пиньона.

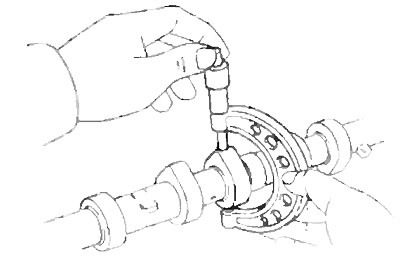
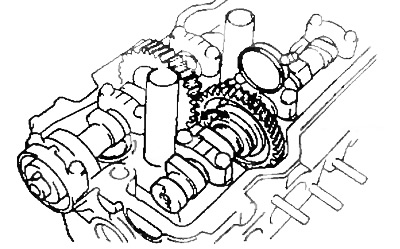
E. Проверете радиалната хлабина в лагерите на разпределителния вал.
(a) Почистете работните повърхности на шейните на разпределителния вал и капачките на лагерите.
b) Поставете разпределителните валове в леглото на главата на цилиндъра.
c) Поставете парче пластмасов габарит върху всяка шейна на разпределителния вал.
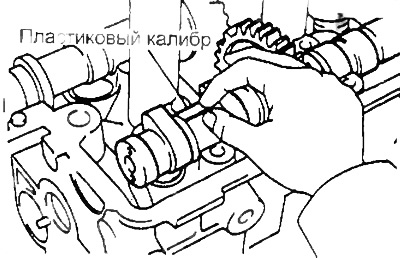
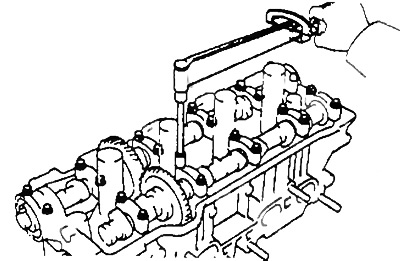
Забележка: (ZS-T) Затегнете болтовете на три стъпки, като започнете отвътре.
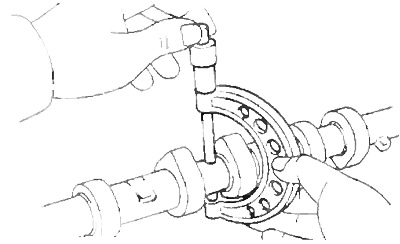
d) Монтирайте капачките на лагерите. Затегнете болтовете на капака.
- Момент на затягане - 18 Nm
Забележка: Не въртете разпределителния вал.
д) Отстранете капачките на лагерите.
е) Измерете ширината на сплесканите пластмасови габарити в най-широката им точка и изчислете пролуката.
Радиален хлабина в лагерите на разпределителния вал:
номинал:
- 3S-E, 4S-E - 0,025 - 0,062 mm
- ZS-T - 0,037 - 0,073 mm
Максимално допустимо:
- 3S-E, 4S-E - 0,1 мм
Ако хлабината е по-голяма от максималната, сменете разпределителния вал. Сменете капачките на лагерите и главата на цилиндъра, ако е необходимо.
g) Отстранете всички останали пластмасови измервателни уреди.
G. Проверете крайната хлабина на разпределителния вал.
а) Монтирайте разпределителния вал в леглото на главата на цилиндъра.
b) С помощта на индикатор измерете аксиалния луфт, докато движите разпределителните валове напред-назад.
Аксиален луфт на разпределителните валове:
3S-FE, 4S-FE:
номинал:
- входни клапани - 0,045 -0,100 mm
- изпускателни клапани - 0,030 - 0,085 mm
Максимално допустимото.
- входни клапани - 0,12 мм
- изпускателни клапани - 0,10 мм
ZS-T:
- номинален - 0,080 -0,18 mm
- максимално допустимото е 0,25 mm
Ако аксиалната хлабина е по-голяма от максимално допустимата, сменете разпределителния вал. Ако е необходимо, сменете капачките на лагерите и главата на цилиндъра.
3. (3S-FE, 4S-FE) Измерете хлабината в зъбното колело на разпределителните валове.
(a) Монтирайте двата разпределителни вала в главата на цилиндъра, без да монтирате спомагателното зъбно колело на изпускателния разпределителен вал.
b) С помощта на циферблат измерете хлабината в зъбното колело.
- Номинален просвет - 0,020 - 0,200 mm
- Максималният просвет е 0,300 мм
Ако хлабината е по-голяма от максималната, сменете разпределителните валове.
11. Проверете тласкачите и отворите под бутачите в случай на глава на блока.
а) Измерете диаметрите на отворите на лентите в главата на цилиндъра с вътрешен габарит.
Диаметърът на отвора за тласкача в главата на блока:
- 3S-FE – 28 000 – 28 021 mm
- 4S-FE – 28 000 – 28 021 мм
- ZS-T - 37,960 - 37,975
b) Измерете диаметъра на тласкача с микрометър.
Диаметър на тласкача:
- 3S-FE - 27,975 - 27,965 mm
- 4S-FE – 27,975 – 27,985 mm
- ZS-T – 37 922 – 37,932 mm
в) Проверете масления луфт. Извадете диаметъра на плъзгача от диаметъра на отвора на ръкохватката в тялото на главата и определете хлабината.
Междина между тласкача и стената на отвора за тласкача:
Номинален
- 3S-FE, 4SF-E - 0,02 - 0,05 mm
- ZS-T - 0,028 - 0,053 mm
Максимум
- 3S-FE, 4SF-E - 0,07 мм
- ZS-T - 0,10 мм
Ако пролуката надвишава максимално допустимата, сменете тласкача. Ако е необходимо, сменете главата на цилиндъра.
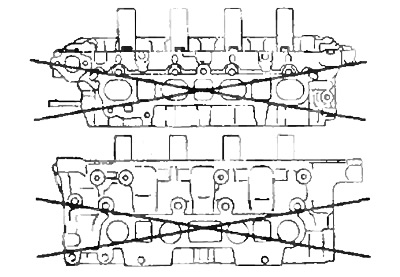
12. С помощта на прецизна права линия и плосък щуцер проверете контактните повърхности на колекторите за неплоскост на съвпадащите повърхности.
Максимална неплоскост:
- 3S-FE, 4S-FE - 0,08 мм
- ZS-T - 0,20 мм