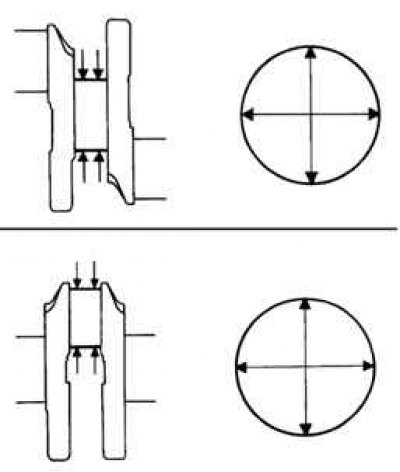
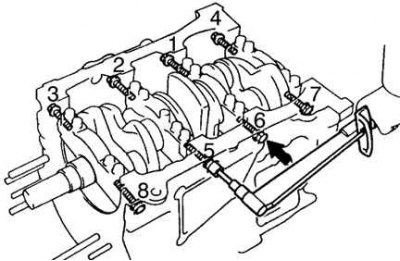
Фиг. 2,345. Измервателни равнини за колянови щифтове и главни шейни
Микрометър измерва диаметъра на всеки свързващ прът и главната шейна в две взаимно перпендикулярни равнини, както е показано на фигура 2.345.
Диаметър на главната шейна: стандартен - 60.988-61.000 mm.
Диаметър на коляновия вал: стандартен - 52.992-53.000 мм.
Ако диаметрите са извън посочените граници, проверете маслените хлабини. Смелете или сменете коляновия вал, ако е необходимо.

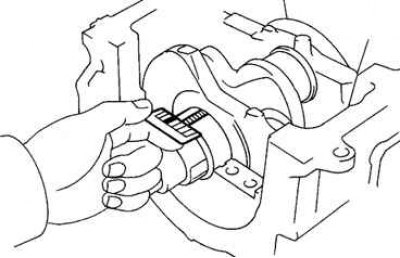
Фиг. 2,346. Монтаж на долните опорни полупръстени на лагер No 2
Почистете всяка основна шейна и лагери. Проверете повърхността на всяка главна шейна и лагерите за ямки и драскотини. Ако гърлото или вложката са повредени, сменете вложките. Смелете или сменете коляновия вал, ако е необходимо. Поставете долните упорити полупръстени върху капака на коренния лагер № 2, като насочите каналите за смазване навън, както е показано на чертеж 2.346.
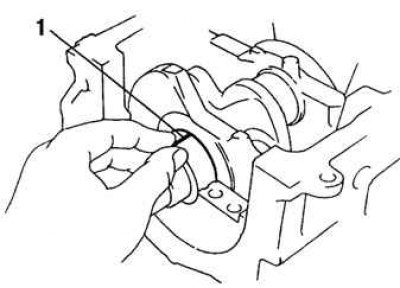
Фиг. 2,347. Монтаж на пластмасовия габарит: 1 – габарит
Поставете колянов вал в блока на цилиндрите. Поставете пластмасов габарит за измерване на хлабините в плъзгащите лагери на всяка основна шейна (фиг. 2.347).
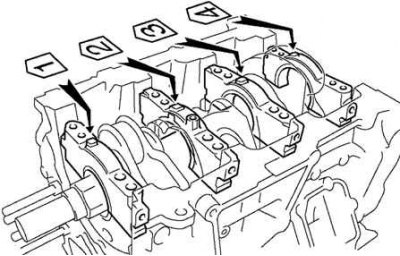
Фиг. 2,348. Монтаж на основни лагери
Поставете лагери (фиг. 2.348).
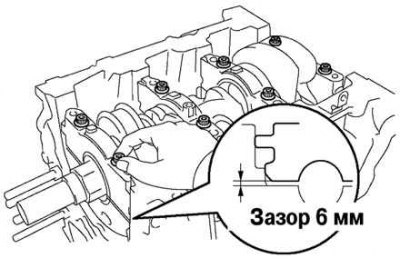
Фиг. 2,349. Размерът на хлабината между капачката на главния лагер и съединителя на цилиндровия блок
Нанесете слой двигателно масло върху резбите и под главите на болтовете (шестоъгълна глава). Временно монтирайте осемте болта на капачката на лагера. Използвайки болтовете като водачи, поставете капака на лагера, така че междината между него и съединителя на цилиндровия блок да е по-малка от 6 mm (фиг. 2.349).
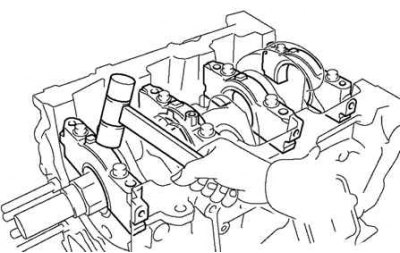
Фиг. 2,350. Добавка за капачки на основни лагери
С помощта на чук с пластмасова глава разместете капачките на лагерите, така че да прилягат плътно (фиг. 2.350).
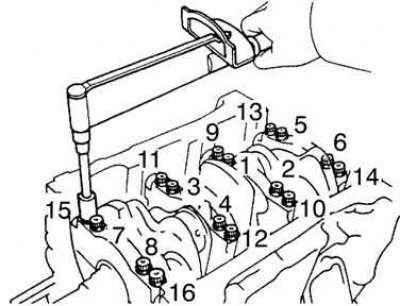
Фиг. 2,351. Редът на затягане на болтовете на главните лагерни капачки
Нанесете лек слой двигателно масло върху резбите и под главите на болтовете на капачката на главния лагер (шестоъгълна глава) и ги монтирайте. Монтирайте и затегнете равномерно шестнадесетте болта на главните лагерни капачки на няколко прохода в последователността, показана на фигура 2.351.
Ако някой болт не е затегнат с правилния въртящ момент, сменете болта.
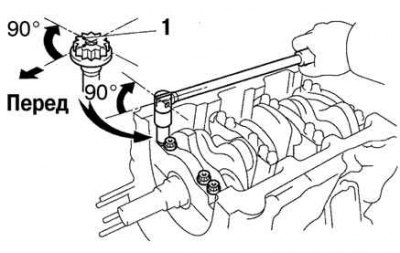
Фиг. 2,352. Правилното положение на маркировката при затягане на болтовете на цилиндровата глава
Нанесете следи от боя върху предната част на болтовете на главата на цилиндъра. Затегнете болтовете на цилиндровата глава на 90° в горната последователност. Проверете дали етикетът, поставен с боя, струва на 90° от първоначалната позиция (фиг. 2.352).
Фиг. 2,353. Последователността на затягане на болтовете на главните лагерни капачки
Монтирайте старите уплътнителни шайби върху щипките на капачката на главния лагер. Монтирайте и затегнете равномерно съединителните болтове на главните лагерни капачки на няколко прохода с въртящ момент на затягане 27 Nm в последователността, показана на фигура 2.353.
Фиг. 2,354. Пластмасов габарит, показващ стойността на радиалния маслен луфт
Отстранете главните капачки на лагера, както по-горе. Измерете максималната ширина на сплескания пластмасов калибър, като определите стойността на радиалния маслен луфт от него (фиг. 2.354).
Клирънс на маслото:
- Главни лагери №1 и №4 -
- стандарт - 0,014-0,036 mm;
- максимум - 0,05 мм;
- Основни лагери №2 и №3 -
- стандарт - 0,026-0,048 мм;
- максимум - 0,06 мм.
Ако луфтът на маслото е по-голям от максималния, сменете лагерите. Смелете или сменете коляновия вал, ако е необходимо.
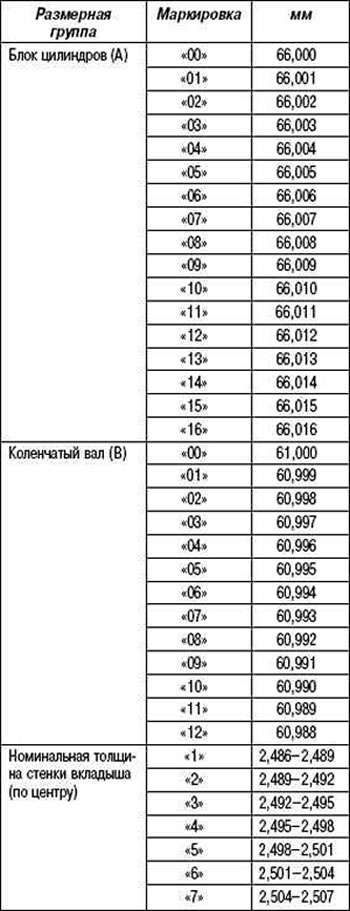
При смяна на вложки с номинален размер трябва да се използват вложки от същата група размери. Ако номерът на групата с размери на лагера не може да бъде определен, изберете правилния лагер от таблицата, като добавите номера на групата с размери на цилиндровия блок към номера на групата с размери на коляновия вал.
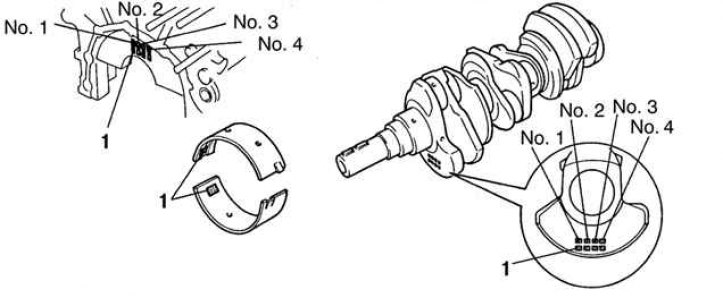
Фиг. 2,355. Местоположение на регистрационните табели: 1 - регистрационни номера
Има пет групи стандартни размери на облицовки, обозначени "3", "4", "5", "6" и "7" (врат #1 и #4), "1", "2", "3", "4 ", "5" (врати № 2 и № 3), съответно (фиг. 2.355).
Таблица 2.33. Групи размери на черупките на основни лагери