
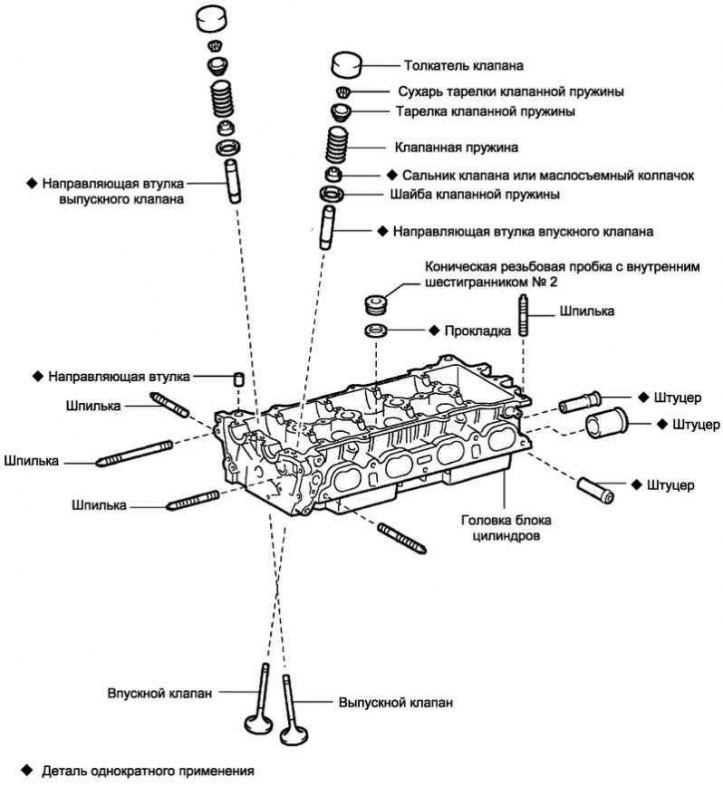
Фиг. 2.218. Компоненти на цилиндровата глава
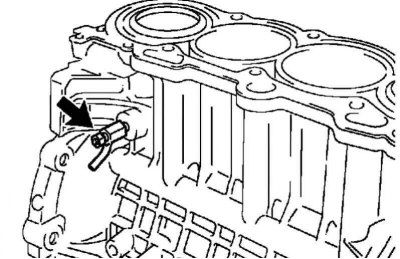
Отстранете конична винтова тапа № 2
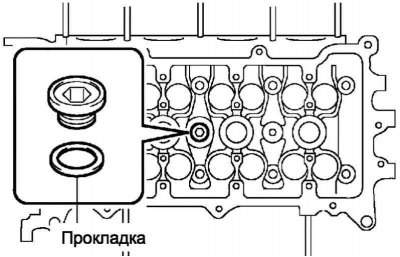
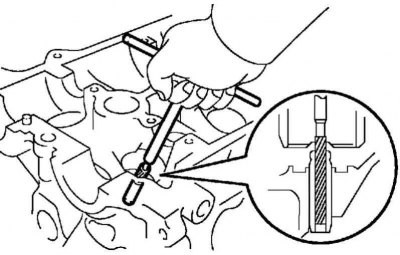
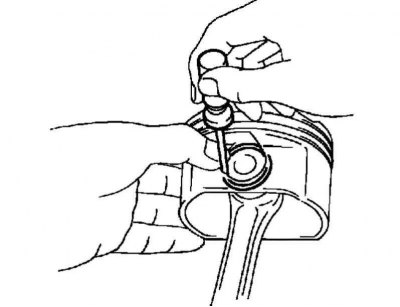
Фиг. 2.219. Конусна тапа за винт
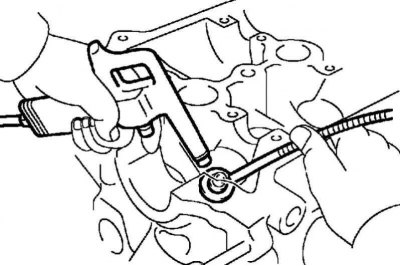
С помощта на шестограмен ключ 10 развийте конусната винтова тапа и отстранете уплътнението (фиг. 2.219).
Премахване на кранчето
Отстранете 16 повдигачи на клапани от главата на цилиндъра.
Отстраняване на клапан
Монтирайте главата на цилиндъра върху дървени блокове.
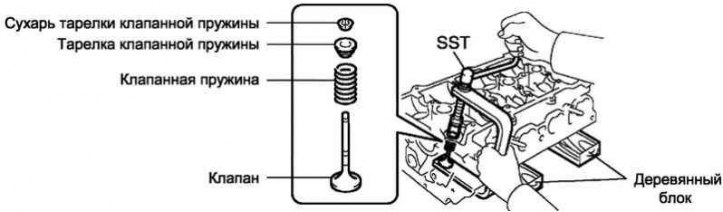
Фиг. 2,220. Премахване на клапата
Забележка. Отстранете всички клапани от главата на цилиндъра в описаната по-долу последователност (фиг. 2.220).
С помощта на SST инструмент, компресирайте пружината и отстранете 2-те пружинни скоби на клапана.
Отстранете пружинните пластини, вътрешните клапанни пружини и клапаните от главата на цилиндъра.
Отстраняване на уплътненията на стеблото на клапана
Фиг. 2.221. Премахване на уплътнението на стеблото на клапана
Използвайте клещи с тънки челюсти, за да премахнете 8 уплътнения на стеблото на клапана (фиг. 2.221).
Отстраняване на пружинни шайби на клапана
Фиг. 2.222. Премахване на пружинната шайба на клапана
С помощта на сгъстен въздух и магнитен прът отстранете 8 шайби на пружините на клапана (фиг. 2.222).
Обръщане на фиби
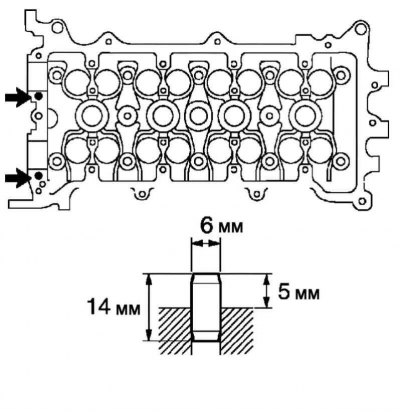
Фиг. 2.223. Местоположение на шпилките на цилиндровата глава
С помощта на ключове TORX E5 и E7 извийте 10 фиби (фиг. 2.223).
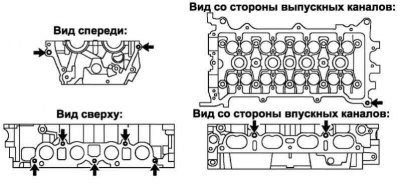
Проверка на цилиндровата глава за деформация
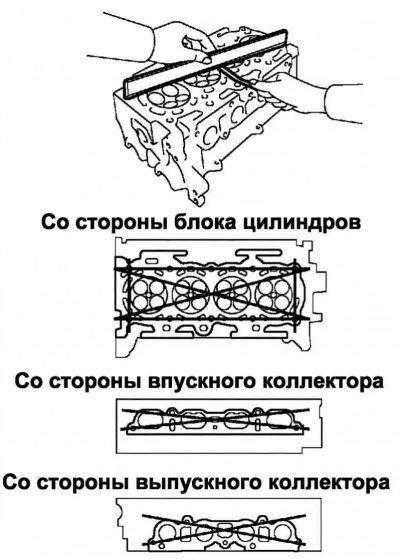
Фиг. 2.224. Проверка на цилиндровата глава за деформация
С помощта на прецизна линейка и щуцер измерете степента на изкривяване на равнините, съвпадащи с цилиндровия блок и колекторите (фиг. 2.224).
Максимално допустимото количество изкривяване:
- от страната на цилиндровия блок - 0,05 мм;
- от страната на всмукателния колектор - 0,10 мм;
- Страна на изпускателния колектор - 0,10 мм
Ако деформацията надвишава максимално допустимата стойност, сменете главата на цилиндъра.
Проверка на главата на цилиндъра за пукнатини и повреди
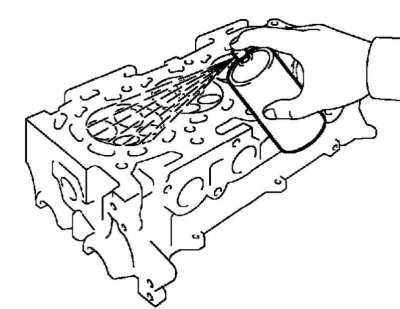
Фиг. 2,225. Проверка на главата на цилиндъра за пукнатини и повреди
По метода на оцветяване с появяваща се боя проверете и се уверете, че няма пукнатини в горивната камера, входните канали, изходните канали и по повърхността на блока на цилиндъра (фиг. 2.225).
Проверка на седалките на клапаните
Нанесете тънък слой пруско синьо или бяло олово върху скосяването на клапана.
Леко натиснете клапана към седалката.
Забележка. Не завъртайте клапана.
Проверете лицето на клапана и седлото на клапана в описания по-долу ред.
Ако има непрекъснат път около цялата обиколка на фаската на клапана, дискът на клапана не е изкривен. В противен случай клапанът трябва да бъде сменен.
Ако има непрекъсната следа от паста около цялата обиколка на седлото на клапана, оста на направляващата втулка, клапанния диск и седлото са подравнени. В противен случай повърхността на седлото на клапана трябва да се шлайфа отново.
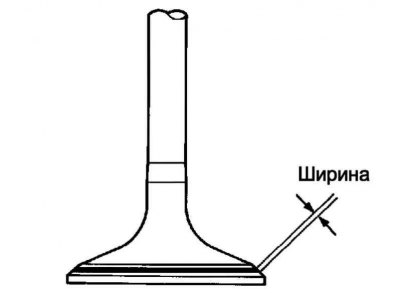
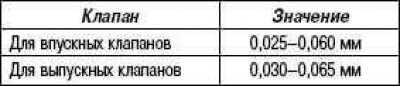
Фиг. 2,226. Ширина на контактната зона
Уверете се, че работната фаска на клапана съвпада със средната част на повърхността на седлото на клапана, а ширината на контактната зона съответства на номиналната стойност (фиг. 2.226).
Ремонт на седалки на входящи клапани
С помощта на фреза с ъгъл на режещия ръб 45 °, пробийте повърхността на седлото на клапана в главата на цилиндъра малко по-широка от номиналната ширина на зоната на контакт на клапана с седлото (фиг. 2.227a).
Забележка. За по-гладка повърхност на седлото на клапана, прилагайте по-малко натиск върху ножа, когато пробивате леглата.
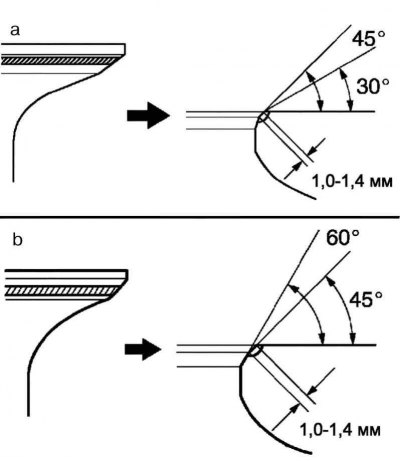
Фиг. 2,227. Схема на отвора на седалката на входящия клапан
Уверете се, че лицето на клапана се съпоставя със средната част на повърхността на седлото на клапана. В противен случай, повторно пробиване на повърхността на седлото с фреза с ъгъл на режещия ръб 45 ° (фиг. 2.227 а).
Обработете повърхността на седлото на клапана с нож за 30° или 60°, така че контактната площ между седлото на клапана и челото на клапана да е в средата на скосяването.
Ако контактната площ на фаската на клапана е твърде висока, използвайте фрези с ъгъл на режещия ръб от 30 ° и 45 ° (фиг. 2.227 b), за да обработите седлото.
Ако контактната площ на повърхността на клапана е твърде ниска, използвайте фрези с ъгъл на режещия ръб от 60° и 45°, за да обработвате седлото.
Залепете клапана към леглото на клапана с паста за смилане. Работата се извършва ръчно.
Проверете отново прилягането на седалката на клапана.
Ремонт на седалки на изпускателни клапани
С помощта на фреза от 45° пробийте повърхността на седлото на клапана в главата на цилиндъра малко по-широка от номиналната ширина на контакт на седлото на клапана.
Забележка. За да направите повърхността на седлото на клапана по-гладка, постепенно намалявайте натиска върху ножа при пробиване на гнездата.
Уверете се, че лицето на клапана се съпоставя със средната част на повърхността на седлото на клапана. В противен случай, повторно пробиване на повърхността на седалката с 45° нож.
Обработете повърхността на седлото на клапана с нож за 30° или 75°, така че контактната площ между седлото на клапана и лицето на клапана да е в средата.
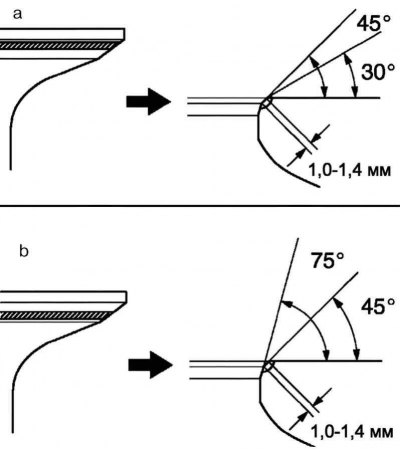
Фиг. 2,228. Шаблон на отвора на седалката на изпускателния клапан
Ако контактната площ на фаската на клапана е твърде висока, използвайте фрези с ъгъл на режещия ръб от 30 ° и 45 ° за обработка на седлото (фиг. 2.228 а).
Ако контактната площ на фаската на клапана е твърде ниска, използвайте фрези с ъгъл на режещия ръб от 75 ° и 45 ° (фиг. 2.228 b), за да обработите седлото.
Залепете клапана към леглото на клапана с паста за смилане. Работата се извършва ръчно.
Проверете отново прилягането на седалката на клапана.
Проверка на крайната хлабина на разпределителния вал
Инсталирайте 2 разпределителни вала.
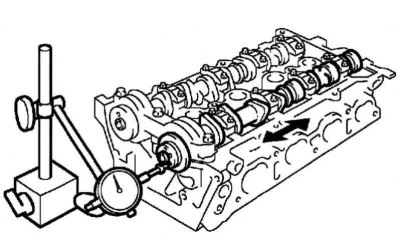
Фиг. 2.229. Проверка на аксиалната хлабина на разпределителния вал
Като преместите разпределителния вал в аксиална посока, измерете аксиалния луфт с индикатора (фиг. 2.229).
- Номинална аксиална хлабина: 0,040 - 0,095 mm
- Максимално допустим аксиален просвет: 0,110 mm
Ако аксиалната хлабина надвишава максимално допустимата стойност, сменете главата на цилиндъра. Ако шейните на лагерите на разпределителния вал са повредени, сменете разпределителния вал.
Измерване на масления луфт на шейните на разпределителния вал
Почистете 9 капачки на лагера и шейки на разпределителния вал.
Монтирайте разпределителните валове в главата на цилиндъра.
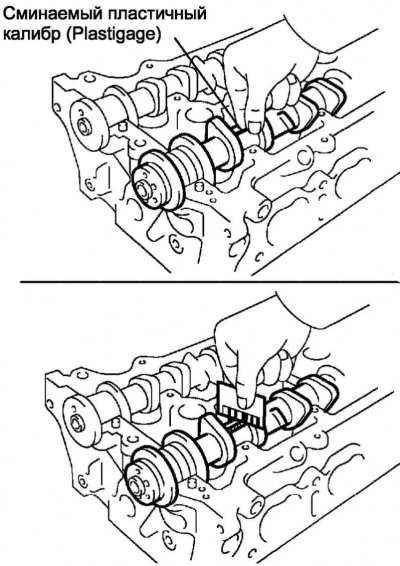
Фиг. 2,230. Измерване на масления луфт на шейните на разпределителния вал
Поставете смачканите пластмасови габарити в аксиална посока на всички шийки на разпределителните валове (фиг. 2.230).
Монтирайте 9 капачки на лагерите на разпределителния вал.
Забележка. Не въртете разпределителните валове.
Свалете 9 капачки на лагера.
Измерете трошени пластмасови габарити в най-широката точка (фиг. 2.230).
- Номинален клирънс на маслото: 0,035 - 0,072 mm
- Максимално допустим луфт: 0,10 mm
Забележка. След измерване отстранете напълно остатъците от смачкания пластмасов габарит.
Забележка. Ако луфтът на маслото надвишава максимално допустимата стойност, сменете главата на цилиндъра или разпределителния вал.
Проверка на кранчетата на клапаните
Фиг. 2.231. Измерване на диаметъра на повдигача на клапан
Микрометър за измерване на диаметъра на тласкача на клапана (фиг. 2.231).
Диаметър на повдигача на клапана: 30,966–30,976 mm.
Ако диаметърът не е правилен, сменете кранчето на клапана.
Проверка на маслената хлабина на повдигачите на клапаните
Фиг. 2,232. Измерване на масления клирънс на повдигача на клапан
Nutromer измерва диаметъра на гнездото на тласкача на клапана в главата на блока от цилиндри (фиг. 2.232).
Диаметър на седалката на повдигача на клапана: 31.000 - 31.025 mm.
Ако диаметърът не е правилен, сменете главата на цилиндъра.
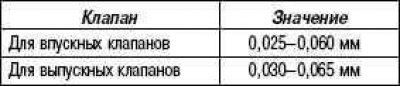
Извадете измерения диаметър на повдигача на клапана от диаметъра на седлото на повдигача на клапана.
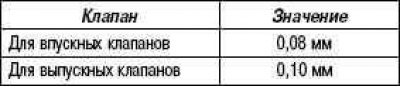
- Номинален клирънс на маслото: 0,024 - 0,059 mm
- Максимално допустим луфт: 0,079 mm
Ако луфтът на маслото надвишава максимално допустимата стойност, сменете кранчето на клапана. Ако е необходимо, сменете главата на цилиндъра.
Проверете пружините на клапана
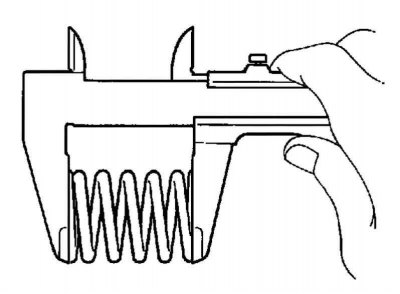
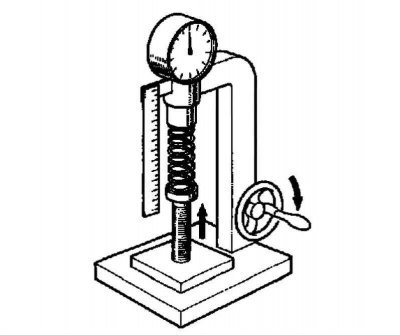
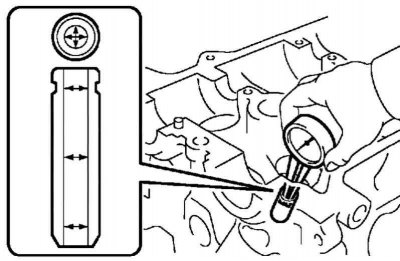
Фиг. 2,233. Измерване на дължината на пружината на клапан
Използвайте шублер, за да измерите общата дължина на пружината на клапана в свободно състояние (фиг. 2.233).
- Разхлабена дължина: 43,40 мм
Ако свободната дължина не е в рамките на спецификацията, пружината на клапана трябва да се смени.
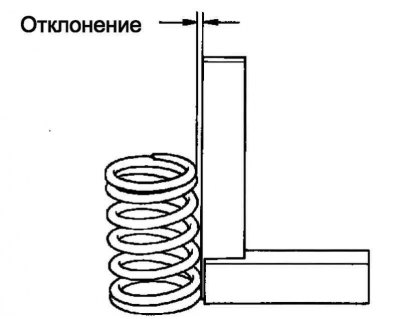
Фиг. 2,234. Измерване на квадратност на пружината на клапан
С помощта на ъгъл измерете перпендикулярността на пружината на клапана (фиг. 2.234).
- Максимален толеранс: 1,6 мм.
- Максимален позволен ъгъл (за справка): 2°
Ако отклонението надвишава максимално допустимата стойност, сменете пружината на клапана.
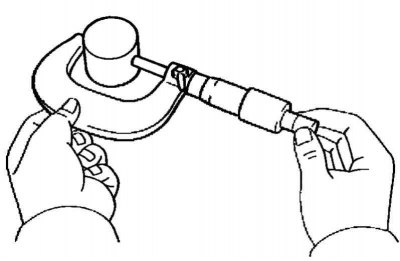
Фиг. 2,235. Измерване на силата на пружината на клапана
На специална стойка измерете силата на натиск на пружината на клапана при номинална дължина (фиг. 2.235).
- Усилие при номинална дължина: 158,6 - 175,4 N при 33,6 mm
- Максимална работна сила: 335,3 - 370,7 N при 24,1 mm
Ако силата при номиналната дължина не отговаря на предписаната стойност, пружината на клапана трябва да се смени.
Проверка на клапаните
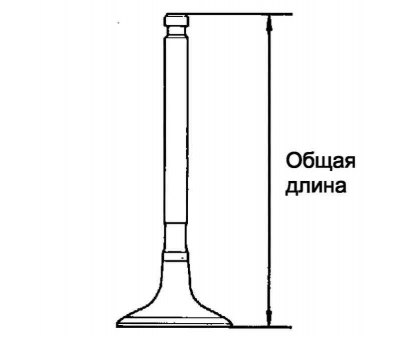
Фиг. 2,236. Обща дължина на клапана
Използвайте шублер, за да измерите общата дължина на клапана (фиг. 2.236).
Номинална обща дължина на клапана
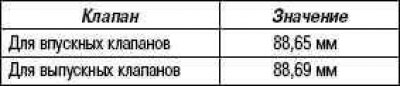
Минимално допустима обща дължина на клапана
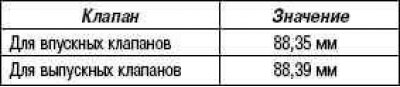
Ако общата дължина на клапана е по-малка от минималната допустима стойност, вентилът трябва да се смени.
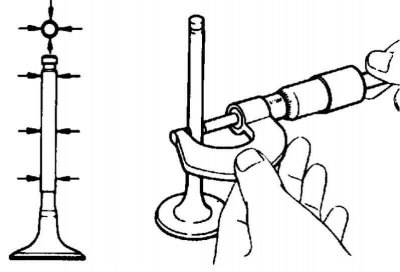
Фиг. 2,237. Измерване на диаметъра на стеблото на клапана
Микрометър измерва диаметъра на стеблото на клапана (фиг. 2.237).
Диаметър на стеблото на клапана
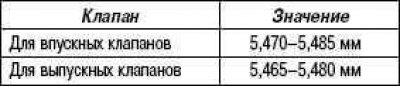
Ако диаметърът не е правилен, сменете клапана.
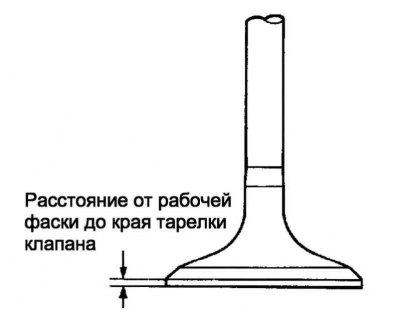
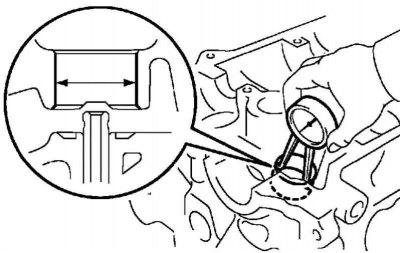
Фиг. 2,238. Разстояние от фаската до ръба на клапанния диск
Използвайте шублер, за да измерите разстоянието от работната фаска до ръба на диска на клапана (фиг. 2.238).
Номинално разстояние от работната фаска до ръба на диска на клапана: 1,0 мм.
Минималното допустимо разстояние от работната фаска до диска на клапана: 0,7 мм.
Ако разстоянието е по-малко от минималната допустима стойност, клапанът трябва да се смени.
Проверка на маслената хлабина на стеблото на клапана в направляващата втулка
Фиг. 2,239. Измерване на вътрешния диаметър на водач на клапан
Nutromer измерва вътрешния диаметър на водача на клапана (фиг. 2.239).
Вътрешен диаметър на ръкава: 5.510–5.530 mm.
Ако диаметърът не е правилен, сменете водача на клапана.
Извадете измерения диаметър на стеблото на клапана от вътрешния диаметър на водача на клапана.
Номинален клирънс на маслото
Максимално допустим клирънс на маслото
Ако хлабината на маслото надвишава максимално допустимата стойност, сменете клапана и водача на клапана.
Подмяна на водача на клапана
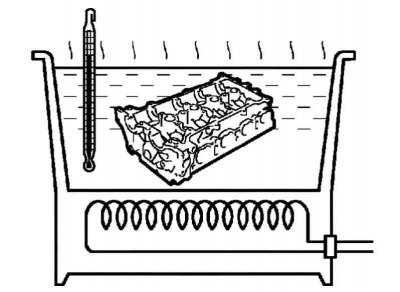
Фиг. 2,240. Подгряване на главата на цилиндъра в специална кутия
Загрейте главата на цилиндъра до температура 80-100°C (фиг. 2.240).
Монтирайте главата на цилиндъра върху дървени блокове.
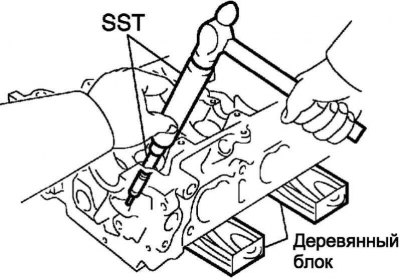
Фиг. 2.241. Премахване на водача на клапан
С помощта на дорник SST избийте насочващата тапа на клапана (фиг. 2.241).
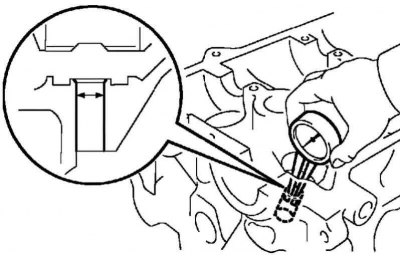
Фиг. 2,242. Измерване на диаметъра на седлото на водача на клапана в главата на цилиндъра
С габарит измерете диаметъра на гнездото за водача на клапана в главата на цилиндъра (фиг. 2.242).
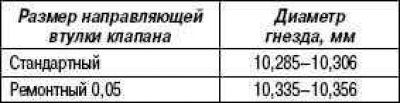
- Диаметър: 10,285 мм - 10,306 мм
Ако диаметърът на гнездото на втулката в главата на цилиндъра е по-голям от 10,306 mm, отворете седлото до диаметър 10,335–10,356 mm, за да монтирате водач на клапана с голям размер.
Загрейте отново главата на цилиндъра до температура 80-100°C.
Монтирайте главата на цилиндъра върху дървени блокове.
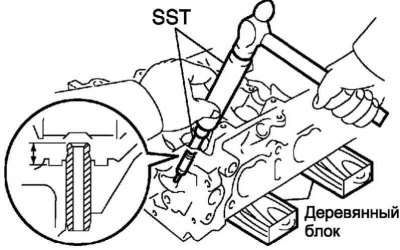
Фиг. 2,243. Натискане на нов водач на клапан
С помощта на дорник SST натиснете нов водач на клапана до номиналната височина на изпъкналост (фиг. 2.243).
- Височина на издатината: 8,7-9,1 мм
Фиг. 2,244. Водещ отвор на клапан
С райбер с остър ъгъл от 5,5 mm, отворете направляващата втулка на клапана до размер, който осигурява номинална хлабина между направляващата втулка на клапана и стеблото на клапана (фиг. 2.244).
Номинален клирънс на маслото
Натискане на водещия щифт
Фиг. 2,245. Диаграма за натискане на водещия щифт
Натиснете 2 водещи щифта с пластмасов чук (фиг. 2.245).
- Номинална издатина: 5 mm
Монтаж на фитинги
Фиг. 2,246. Разстояние за боя
Маркирайте предписаното положение на фитингите с боя (фиг. 2.246).
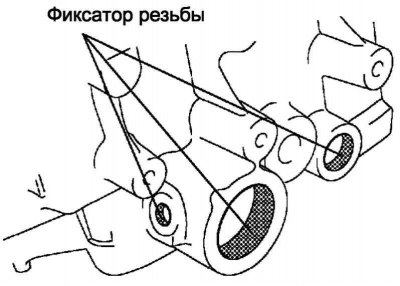
Фиг. 2,247. Места за нанасяне на фиксиращ лубрикант
Смажете отворите за фитингите в главата на цилиндъра с фиксираща грес (фиг. 2.247).
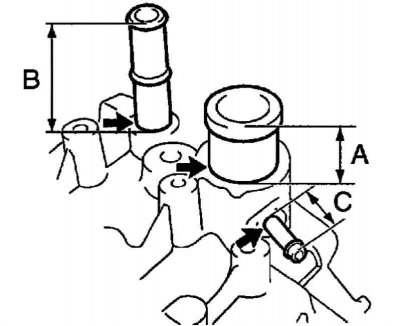
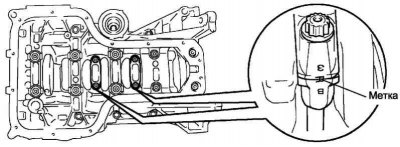
Фиг. 2,248. Дълбочина на монтаж
Натиснете нови фитинги, така че маркировката да е на нивото на повърхността на главата на цилиндъра (фиг. 2.248).
Номинална издатина
Забележка. Натиснете фитингите в рамките на 3 минути след нанасяне на фиксиращата смазка.
Напълнете охлаждащата течност не по-рано от един час след инсталирането на фитингите.
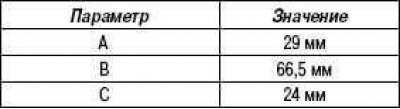
Поставяне на шпилки
Фиг. 2,249. Схема за монтаж на шпилки
С помощта на гаечни ключове TORX E5 и E7 увийте 11 шипове (фиг. 2.249).
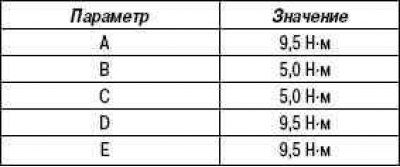
Въртящ момент
Монтаж на пружинни шайби на клапана
Фиг. 2,250. Монтиране на пружинната шайба на клапана
Поставете в капака на главата на блока на цилиндрите 8 шайби клапанни пружини (фиг. 2.250).
Монтаж на уплътнения на стеблото на клапана
Смажете уплътненията на стеблото на клапана с двигателно масло.
Забележка. Внимавайте да не смесите уплътненията на стеблото на всмукателния и изпускателния клапан. Неправилният монтаж на уплътненията на ствола на клапана може да причини неизправност.

Фиг. 2.251. Цветно кодиране на уплътненията на стеблото на клапаните
Уплътненията на стеблото на клапаните на входящите клапани са боядисани в сиво, а уплътненията на стеблото на клапаните на изпускателните клапани са черни (фиг. 2.251).
Използвайки SST, монтирайте нови уплътнения на стеблото на клапана на ръка.
Монтаж на клапани
Монтирайте всички клапани в главата на цилиндъра съгласно описаната процедура.
Монтирайте главата на цилиндъра върху дървени блокове.
Монтирайте клапаните, вътрешните клапанни пружини и пружинните пластини в главата на цилиндъра.

Фиг. 2,252. Инсталиране на крекер
Използвайки SST, компресирайте пружината и монтирайте 2 пружинни скоби на клапана върху стеблото на клапана.
С брада 5 и чук леко ударете горния край на стеблото на клапана, за да заемат правилната позиция крекерите.
Забележка. Внимавайте да не повредите края на стеблото на клапана.
Монтаж на кранове на клапани
Смажете 16 клапана повдигачи с двигателно масло.
Фиг. 2,253. Монтаж на пушер
Поставете в главата на блока на цилиндрите 16 тласкача на клапани (фиг. 2.253).
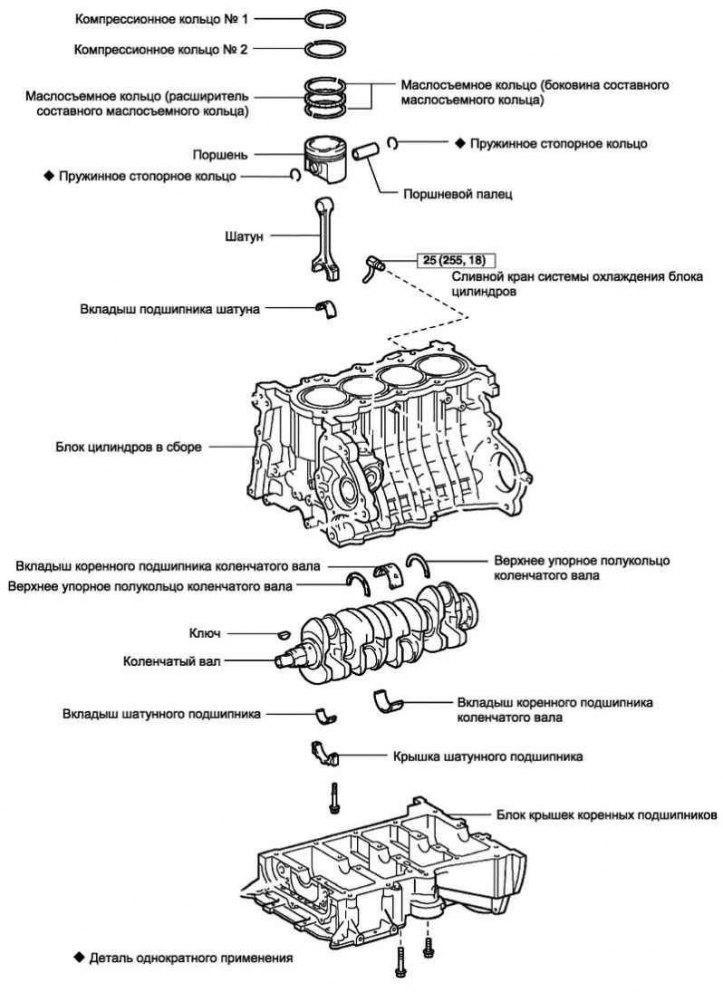
Фиг. 2,254. Компоненти на цилиндров блок
Монтаж на конична винтова тапа №2
С помощта на гнездо 10 завийте конусната винтова тапа с ново уплътнение.
- Момент на затягане: 44 Nm
Преграда на блока от цилиндри.
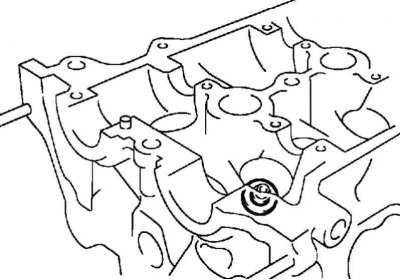
Отстраняване на модула на крана за източване на охлаждащата течност
Фиг. 2,255. Клапан за източване на охлаждащата течност
Извадете от блока на цилиндрите крана за изхвърляне на охлаждаща течност в събирането (фиг. 2.255).
Проверка на хлабината на края на свързващия прът
Завъртете коляновия вал и настройте буталото на цилиндъра №1 в TDC на такта на компресия.
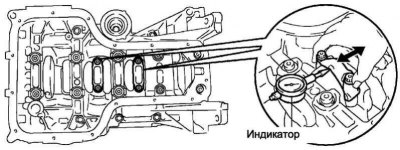
Фиг. 2,256. Проверка на аксиалната хлабина на свързващия прът на цилиндри № 2 и № 3
Премествайки свързващия прът напред-назад, използвайте индикатора за измерване на аксиалния луфт в биелните пръти на цилиндри № 2 и № 3 (фиг. 2.256).
- Номинална аксиална хлабина: 0,160 - 0,342 mm
- Максимално допустим аксиален просвет: 0,342 mm
Ако аксиалната хлабина надвишава максимално допустимата стойност, сменете свързващия прът.
Ако е необходимо, сменете коляновия вал.
Завъртете коляновия вал и настройте буталото на 2 цилиндъра в TDC на такта на компресия.
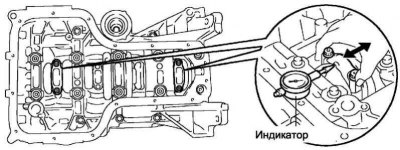
Фиг. 2,257. Проверка на аксиалната хлабина на свързващия прът на цилиндри № 1 и № 4
Премествайки свързващия прът напред-назад, използвайте индикатора, за да измерите аксиалния луфт в свързващите пръти на цилиндри № 1 и № 4 (фиг. 2.257).
- Номинална аксиална хлабина: 0,160 - 0,342 mm
- Максимално допустим аксиален просвет: 0,342 mm
Ако аксиалната хлабина надвишава максимално допустимата стойност, сменете свързващия прът.
Ако е необходимо, сменете коляновия вал.
Проверка на хлабината на маслото на свързващия прът
Завъртете коляновия вал и настройте буталото на цилиндъра №1 в TDC на такта на компресия.
Измерете масления луфт в свързващите пръти на цилиндри №2 и №3.
Забележка. Не въртете коляновия вал по време на измерването.
Боядисвайте свързващите пръти и лагерните капачки със съответните номера на цилиндрите.
Фиг. 2,258. Цветни етикети
За правилното сглобяване са необходими маркировките на свързващите пръти и на лагерните капачки (фиг. 2.258).
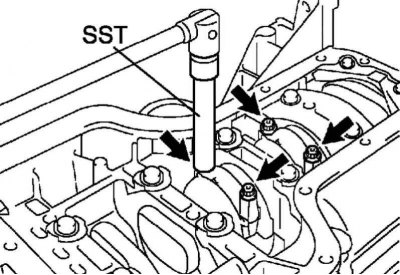
Фиг. 2,259. Отстраняване на болтовете на капачката на биел
С помощта на SST отстранете 4-те монтажни болта и свалете 2-те капачки на свързващия прът (фиг. 2.259).
Почистете всички шейни на биелния прът и черупките на лагерите на биелния прът.
Проверете за дупки или драскотини по болтовете и корпусите на лагера.

Фиг. 2,260. Полагане пластмасов габарит
Поставете по протежение на шийката на мотовилката трошлив пластмасов калибър (фиг. 2.260).
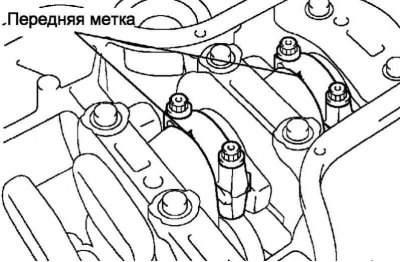
Фиг. 2.261. Следи от капачки на лагера на биел
Уверете се, че зъбците на лагерните капачки на свързващите пръти са разположени в правилната посока (фиг. 2.261).
Нанесете лек слой двигателно масло върху резбите и под главите на болтовете на капачките на биелния прът.
Използвайки SST, затегнете болтовете на няколко стъпки с предписания въртящ момент.
- Момент на затягане: 20 Nm
Маркирайте предната страна на всеки от болтовете на капачката на свързващия прът с боя.
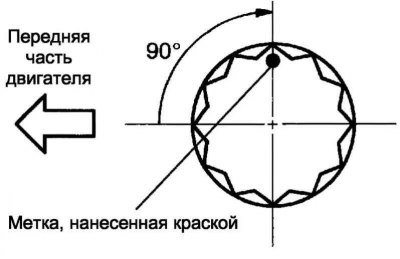
Фиг. 2,262. Ъгъл на болта на капака
Затегнете болтовете за закрепване на капака на 90°, както е показано на фигура 2.262.
Уверете се, че коляновият вал се върти гладко.
С помощта на SST отстранете 4 болта и 2 капачки на свързващия прът.
Измерете сгъваемите пластмасови габарити в най-широката им точка.
- Номинален клирънс на маслото: 0,028 - 0,060 mm
- Максимално допустим луфт: 0,080 mm
Забележка. След измерване премахнете напълно сгъваемите пластмасови измервателни уреди.
Забележка. Ако луфтът на маслото надвишава максимално допустимата стойност, сменете корпуса на лагера на биелния прът.
Забележка. Ако е необходимо, шлайфайте или сменете коляновия вал.
Забележка. Маркировката TAIHO се нанася или отстрани на издатината, или от противоположната страна.
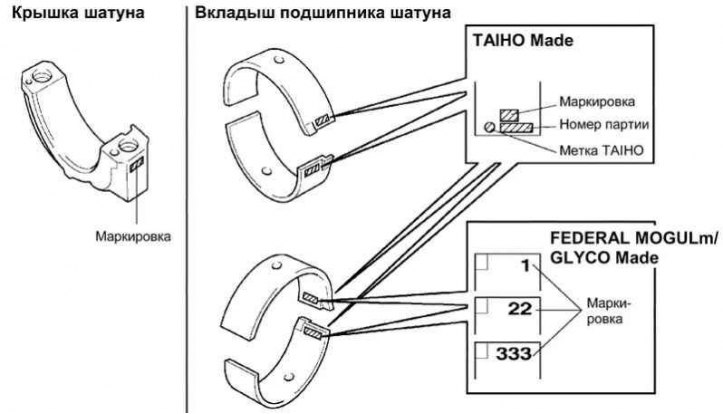
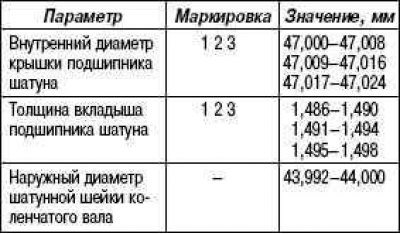
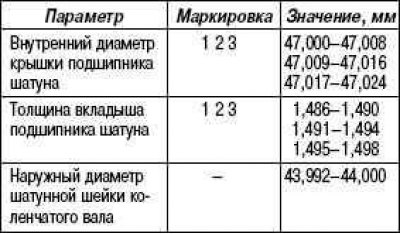
Фиг. 2,263. Маркировки и етикети на капачките на биелните пръти и на корпусите на лагерите на биелните пръти
Когато сменяте корпуса на лагера, изберете номера, отпечатан върху свързващия прът. Лагерните черупки се доставят в 3 стандартни размерни класа, маркирани съответно с числата "1", "2" и "3" (фиг. 2.263).
Завъртете коляновия вал и настройте буталото на 2 цилиндъра в TDC на такта на компресия.
Измерете масления луфт в свързващите пръти на цилиндри № 1 и № 4 (виж фиг. 2.258).
Забележка. Не въртете коляновия вал по време на измерването.
Боядисвайте свързващите пръти и лагерните капачки със съответните номера на цилиндрите.
Забележка. За правилното сглобяване са необходими маркировките на свързващите пръти и на лагерните капачки.
С помощта на SST отстранете 4 болта и 2 капачки на свързващия прът.
Почистете всички шейни на биелния прът и черупките на лагерите на биелния прът.
Проверете за дупки или драскотини по болтовете и корпусите на лагера.

Фиг. 2,264. Полагане пластмасов габарит
Поставете по протежение на шийката на свързващия прът трошлив пластмасов калибър (фиг. 2.264).
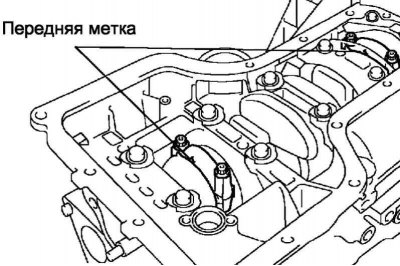
Фиг. 2,265. Предни знаци по капачки на лагери на биел
За да се убедите, че предните етикети върху капаците на лагерите на пръти са разположени правилно (фиг. 2.265).
Нанесете лек слой двигателно масло върху резбите и под главите на болтовете на капачките на биелния прът.
С помощта на SST 09205-16010 затегнете болтовете на няколко стъпки с предписания въртящ момент.
- Момент на затягане: 20 Nm
Маркирайте предната страна на всеки от болтовете на капачката на свързващия прът с боя.
Затегнете болтовете за закрепване на капака на 90°, както е показано на фигура 2.262.
Уверете се, че коляновият вал се върти гладко.
С помощта на SST отстранете 4 болта и 2 капачки на свързващия прът.
Измерете сгъваемите пластмасови габарити в най-широката им точка.
- Номинален клирънс на маслото: 0,028 - 0,060 mm
- Максимално допустим луфт: 0,080 mm
Забележка. След измерване премахнете напълно сгъваемите пластмасови измервателни уреди.
Забележка. Ако луфтът на маслото надвишава максимално допустимата стойност, сменете корпуса на лагера на биелния прът.
Забележка. Ако е необходимо, шлайфайте шийката или сменете коляновия вал.
Забележка. Маркировката TAIHO се нанася или отстрани на издатината, или от противоположната страна.
Забележка. Когато сменяте корпуса на лагера, изберете номера, отпечатан върху свързващия прът. Лагерните черупки се доставят в 3 стандартни класа размери, маркирани съответно с числата "1", "2" и "3".
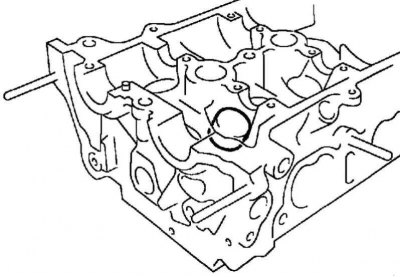
Отстраняване на свързващи пръти
Фиг. 2,266. Отстраняване на отлагания от горната част на цилиндър
С райбер отстранете въглеродните отлагания в горната част на цилиндъра (фиг. 2.266).
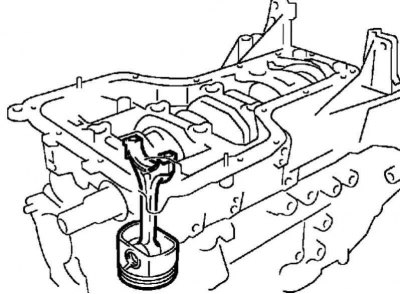
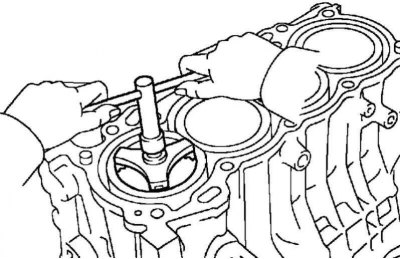
Фиг. 2,267. Натискане на бутало
Натиснете буталото, заедно с свързващия прът и горния лагерен корпус нагоре и го извадете от цилиндъра (фиг. 2.267).
Забележка. Корпусите на лагера на биелния прът, биелният прът и капачката на биелния прът са един комплект, така че трябва да се сглобят.
Забележка. При разглобяването буталата и биелните пръти трябва да бъдат сгънати, за да могат да се монтират на същите места при последващо сглобяване.
Отстраняване на черупките на лагера на биелния прът
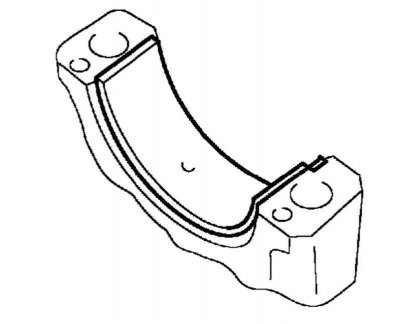
Фиг. 2,268. Долна обвивка на лагер на биел
Отстранете долната обвивка на лагера на свързващия прът от капака (фиг. 2.268).
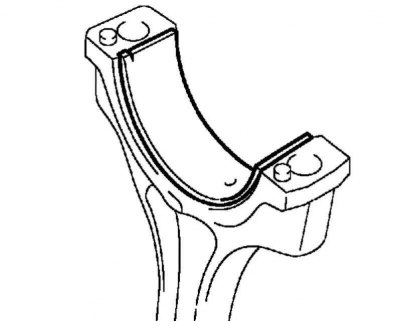
Фиг. 2,269. Горен биелен лагер
Отстранете горната обвивка на лагера на свързващия прът от свързващия прът (фиг. 2.269).
Отстраняване на бутални пръстени
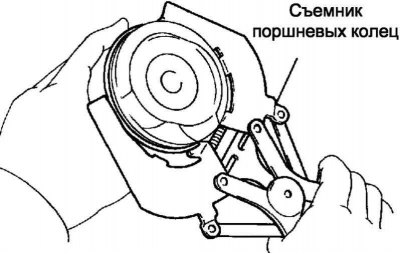
Фиг. 2,270. Премахване на компресионни пръстени
С помощта на инструмент за отстраняване на бутални пръстени отстранете 2 компресионни пръстена (фиг. 2.270).
Отстранете 2-те странични стени на смесения пръстен за скрепер за масло с ръцете си.
Отстраняване на буталния модул с бутален щифт
Фиг. 2,271. Премахване на задържащите пръстени
Отстранете 2 стопорни пръстена с малка отвертка (фиг. 2.271).
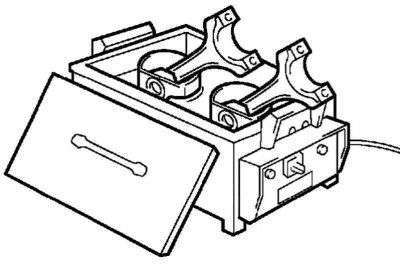
Фиг. 2,272. Загряване на буталата в специален блок
Загрейте буталата до температура 80-90°C (фиг. 2.272).
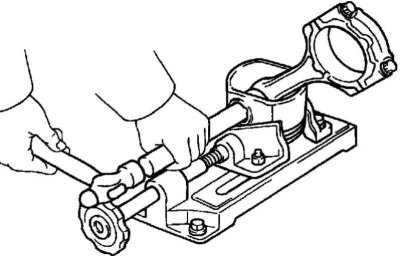
Фиг. 2,273. Избиване на бутален болт
С пластмасов чук и месингов прът внимателно избийте буталния щифт и извадете свързващия прът (фиг. 2.273).
Забележка. Буталните щифтове се избират според размера на отвора в буталото.
Забележка. Подредете буталата, щифтовете, задържащите пръстени, биелните пръти и корпусите на лагерите на биелния прът в такъв ред, че да бъдат монтирани на първоначалните си места при последващо сглобяване.
Отстраняване на коляновия вал
Фиг. 2,274. Болтове на капачката на главния лагер
Извийте 10 болта за закрепване от блока на капаците на коренните лагери (фиг. 2.274).
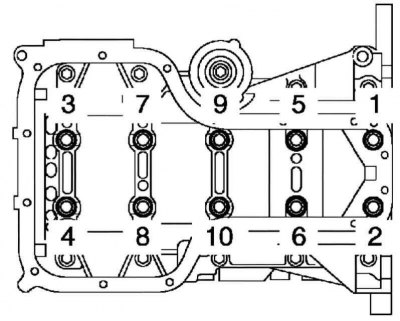
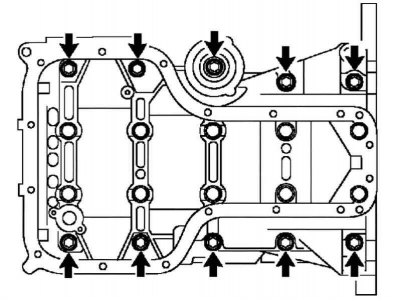
Фиг. 2,275. Редът за обръщане на болтовете на главните лагерни капачки
На няколко стъпки, равномерно, разхлабете и развийте 10 болта на капачките на лагерите на блока в последователността, показана на фигура 2.275.

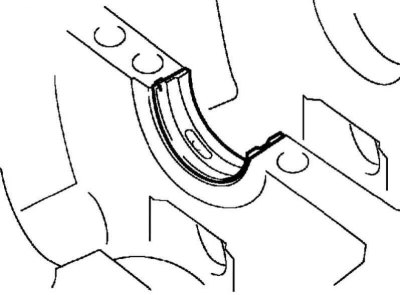
Фиг. 2,276. Премахване на блока на капачката на главния лагер
След като поставите отвертка в посочените точки между блока на цилиндрите и блока на капаците на коренните лагери, отделете блока на капаците на коренните лагери (фиг. 2.276).
Забележка. Внимавайте да не повредите свързващите повърхности на блока на цилиндъра и блока на главния лагер.
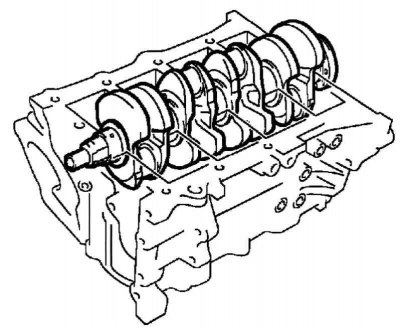
Фиг. 2,277. Изваждане на коляновия вал от цилиндровия блок
Извадете коляновия вал от блока на цилиндъра (фиг. 2.277).
Проверка на аксиалната хлабина на коляновия вал
Фиг. 2,278. Премахване на аксиалната хлабина на коляновия вал
Отвертка, премествайки коляновия вал в аксиална посока, измервайте аксиалния луфт с индикатор за набиране (фиг. 2.278).
- Номинална аксиална хлабина: 0,04 - 0,24 мм.
- Максимално допустим аксиален просвет: 0,30 mm
Ако аксиалната хлабина надвишава максимално допустимата стойност, измерете дебелината на тяговите полупръстени.
Ако дебелината на упорния полупръстен не е в рамките на спецификацията, сменете опорния полупръстен.
Забележка. Номинална дебелина на полупръстена: 2,430–2,480 mm.
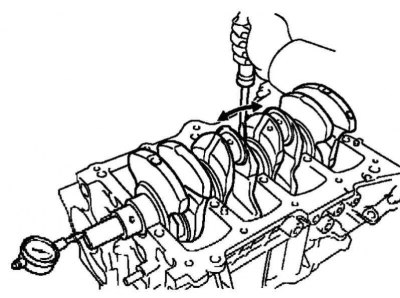
Отстраняване на горните упорни шайби на коляновия вал
Фиг. 2,279. Натиснете полупръстени
Вземете от блока на цилиндрите 2 устойчиви полупръстена (фиг. 2.279).
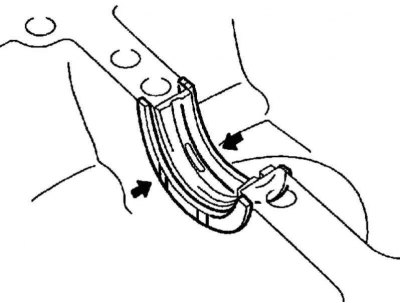
Отстраняване на черупките на главния лагер
Фиг. 2,280. Корпус на основния лагер
Вземете от блока на цилиндрите 5 свободни листа на радикални лагери (фиг. 2.280).
Забележка. Разположете черупките на главния лагер и опорните шайби в ред, който позволява те да бъдат монтирани на първоначалните им места по време на монтажа.
Обръщане на фиби
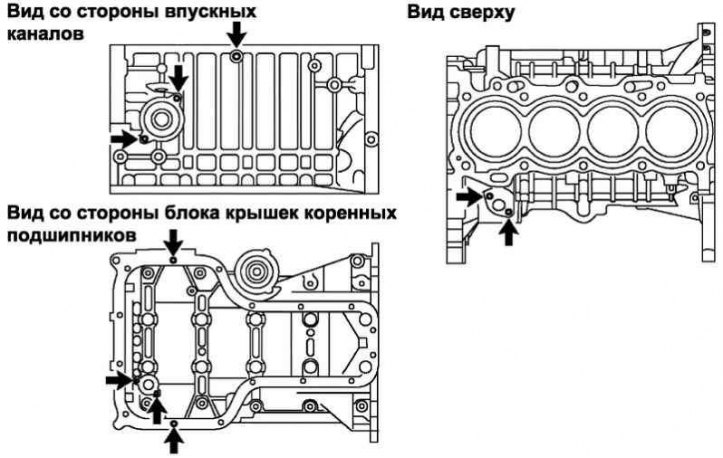
Фиг. 2.281. Разположение на шпилките на цилиндровия блок
С помощта на ключове TORX E5 и E7 извийте 9 фиби (фиг. 2.281).