
Ръждивите крепежни елементи с верига за улесняване на тяхното развиване и за избягване на счупване трябва да бъдат третирани със специално проникващо масло, преди да се счупят. Някои механици предпочитат да използват за тази цел терпентин, който удобно се прилага от специален малък контейнер с дълъг чучур. След намокряне на крепежния елемент с проникващо масло, преди да разхлабите гайката или болта, оставете маслото за няколко минути, за да попие напълно ръждясалия слой. Силно корозиралите крепежни елементи могат да бъдат отрязани с длето, отрязани с ножовка или отстранени със специален гаечен ключ, който може да бъде закупен в магазин за инструменти.
При отрязване на главата на болта или счупване на шпилката по време на монтажа, останалата част от резбованата част може да се пробие или отстрани с помощта на специален екстрактор. Повечето сервизи са в състояние да извършат това, както и други ремонтни процедури (например поправяне на оголени резби в резбови отвори).
Плоските шайби и заключващите шайби трябва да бъдат монтирани в първоначалните си позиции по време на монтажа. Повредените шайби трябва да се сменят с нови. Никога не монтирайте заключващи шайби директно върху меки метални повърхности (като алуминий), тънка ламарина или пластмаса.
Размери на закопчалката
Поради много причини автомобилните производители все повече използват метрични крепежни елементи. Важно е обаче да знаете разликата между тази (по-гъвкава) закопчалка и понякога използваната SAE (или американска) закопчалка. Въпреки външното сходство, тези два вида крепежни елементи не са взаимозаменяеми.
Всички болтове, независимо дали са SAE или метрични, се класифицират по диаметър, стъпка на резбата и дължина. Например, болт SAE 1/2 - 13x1 е с диаметър половин инч, 13 резби на инч и дълъг 1 инч. Метричният болт M12 - 1,75x25 е с диаметър 12 мм, стъпка на резбата (разстояние между съседни завои) 1,75 мм и дължина 25 мм. И двата болта са външно почти идентични, но не са взаимозаменяеми. В допълнение към изброените характеристики, както метричните, така и SAE болтовете могат да бъдат идентифицирани чрез визуална проверка на главата. Първо, разстоянието между лицата на главата на метричния болт се измерва в милиметри, докато за SAE болт е в инчове (същото важи и за гайките). В резултат на това гаечен ключ SAE не е подходящ за използване с метрични крепежни елементи и обратно. Освен това, Повечето глави на болтове SAE обикновено имат радиални маркировки на главите си, които определят максимално допустимия въртящ момент на болтовете (клас на якост). Колкото повече прорези, толкова по-висок е класът на якост (болтове от клас на якост от 0 до 5 обикновено се използват при автомобили). Класът на якост на метричните болтове се определя от цифров код. Кодовите номера обикновено се отливат, подобно на неамерикански крепежни елементи, върху главата на болта (болтове от класове на якост 8.8, 9.8 и 10.9 обикновено се използват при автомобили).
Маркировката за класа на свойства може също да се използва за разграничаване между шестоъгълни гайки BAE и метрични гайки. За идентифициране на класа на свойства на BAE гайките, точките са отпечатани върху една от крайните повърхности на гайката, докато метричните гайки са маркирани с цифров код . Колкото по-голям е броят на точките или колкото по-голяма е стойността на цифровия код, толкова по-голям е допустимият момент на затягане на гайката.
Метричните шипове също са маркирани на краищата според класа на якост. На големи шипове се прилага цифров код, докато по-малките са маркирани под формата на геометрични фигури.
Трябва да се отбележи, че значителен брой крепежни елементи, особено класове на якост от 0 до 2, изобщо не са маркирани. В този случай единственият начин да се разграничи SAE закопчалка от метрична закопчалка е да се измери стъпката на резбата или да се сравни резбата с известна закопчалка. Трябва да се помни, че само малки крепежни елементи попадат в класификацията на SAE. Големите крепежни елементи с неметрични резби са крепежни елементи по американски стандарт (USS).
Тъй като крепежните елементи с един и същи геометричен размер (както стандартни, така и метрични) могат да имат различни класове на якост, при смяна на болтове, гайки и шпилки трябва да се обърне внимание на съответствието на класа на якост на монтирания нов крепежен елемент и на "стария".
Последователност и техника на стягане
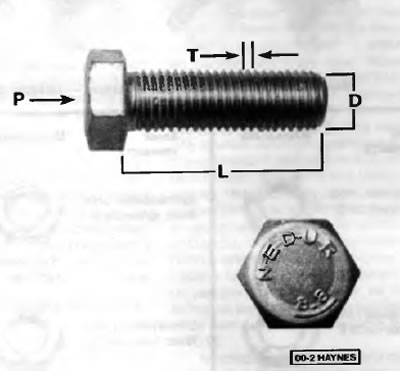
Повечето резбови връзки трябва да бъдат затегнати с посочения въртящ момент (въртящият момент е въртящият момент, приложен към резбов елемент, като гайка или болт). Превишаването на въртящия момент може да доведе до разхлабване и счупване на резбовия елемент, докато недостатъчният момент може в крайна сметка да доведе до разхлабване на елементите. Болтовете, винтовете и шпилките, в зависимост от материала, от който са направени и диаметъра на резбите им, имат специфични моменти на затягане, много от които са изброени в "Технически данни" в началото на всяка глава. Спазвайте стриктно дадените препоръки за силите на затягане на използваните крепежни елементи. За крепежни елементи, за които не са определени специфични стойности на въртящия момент,


Тези стойности са за сухи (несмазани) крепежни елементи, забити в стомана или чугун (не алуминий). Както бе споменато по-горе, количеството въртящ момент на затягане, който може безопасно да се приложи към крепежния елемент, се определя от размера и класа на якост. Стойностите, дадени тук, са приблизителни за крепежни елементи от клас на свойства 2 и 3. По-високият клас на свойства може да позволи по-висок въртящ момент на затягане.
Някои резбови съединения (като закрепване на цилиндровата глава, масления картер и различни капаци) трябва да се разхлабят и затегнат в строго определена последователност, за да се избегне деформация на крепежните елементи. Процедурата за затягане и освобождаване на такива крепежни елементи е дадена в текста на съответната глава на това ръководство. Освен ако не е посочена специална процедура, трябва да се спазва следната процедура, за да се избегне деформация на елемента.
На първия етап всички болтове/гайки трябва да бъдат затегнати ръчно. Освен това всеки от крепежните елементи на свой ред трябва да се завърти за повече от един пълен оборот и да се затегне в кръстосана последователност. Освен това, връщайки се към първия елемент, трябва да повторите процедурата в същия ред, като затегнете крепежните елементи още половин оборот. Продължете процедурата, като затегнете всеки болт/гайка, сега с четвърт оборот, наведнъж, докато всички бъдат затегнати с необходимия въртящ момент. При освобождаване и отвиване на крепежните елементи процедирайте по подобен начин, но в обратен ред.
Маркиране на болтове според техния клас на якост / размери според стандарта SAE
G - Маркировка за клас на якост
L - дължина [в инчове)
T - Стъпка на резбата (брой нишки на инч)
D - Номинален диаметър (в инчове)
Метрична маркировка на болтовете според техния клас на якост/размери
G - Клас на сила
L - дължина (в милиметри)
T - Стъпка на резбата [разстояние между резбите в милиметри]
D - Диаметър