
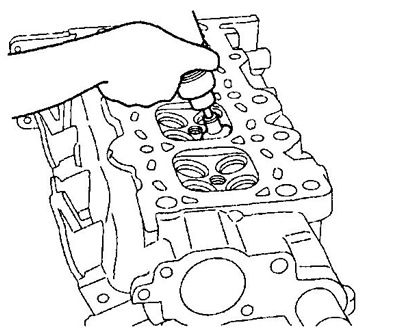
а) Завъртайки коляновия вал, последователно настройте буталата в TDC. Използвайте скрепер, за да почистите повърхностите на дъното на буталата от въглеродни отлагания.
(b) С помощта на скрепер отстранете остатъците от уплътнението на главата от повърхността на конектора на блока на цилиндъра.
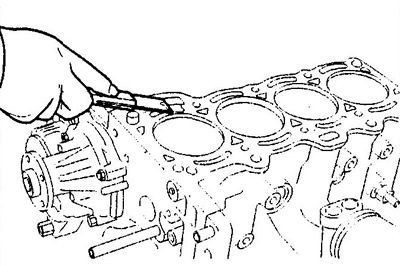
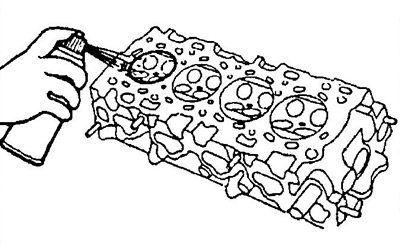
c) Използвайте сгъстен въздух, за да премахнете въглеродните отлагания и остатъците от уплътнения от повърхността на блока на цилиндъра и отворите за болтове.
Забележка: Използвайте сгъстен въздух, за да защитите очите си.
2. Почистете главата на цилиндъра.
а) Почистете повърхността на главата на блока от остатъците от уплътнението на главата.
Забележка: Внимавайте да не повредите повърхността на уплътнението на главата на блока.
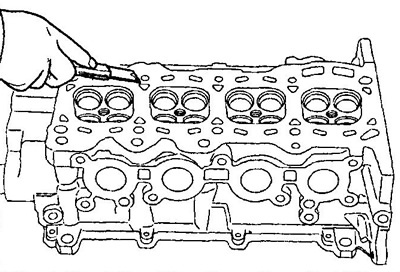
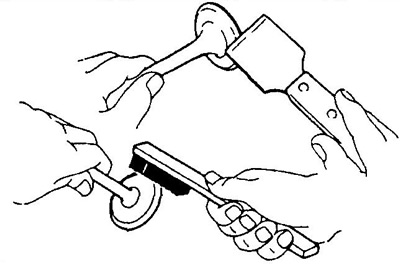
б) Почистете повърхностите на горивните камери на главата на блока с метална четка, като отстраните остатъците от въглеродни отлагания.
c) Почистете направляващите отвори на клапана с четка и разтворител.
3. Проверете главата на цилиндъра.
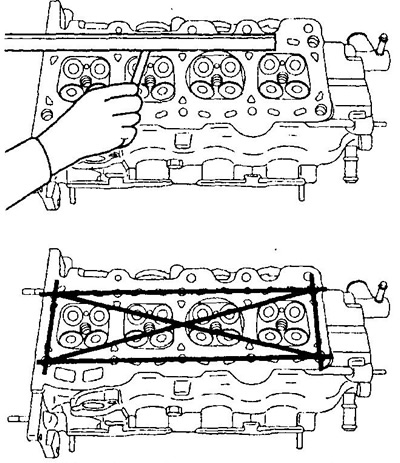
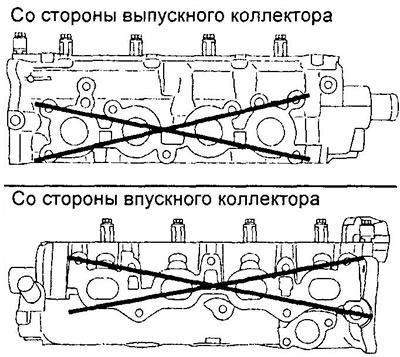
а) С прецизна линийка и плосък манометър, както е показано на фигурата, проверете неравномерността на работните повърхности на съединяването на главата на цилиндъра:
- с повърхност на цилиндров блок;
- с повърхности на всмукателния и изпускателния колектор.
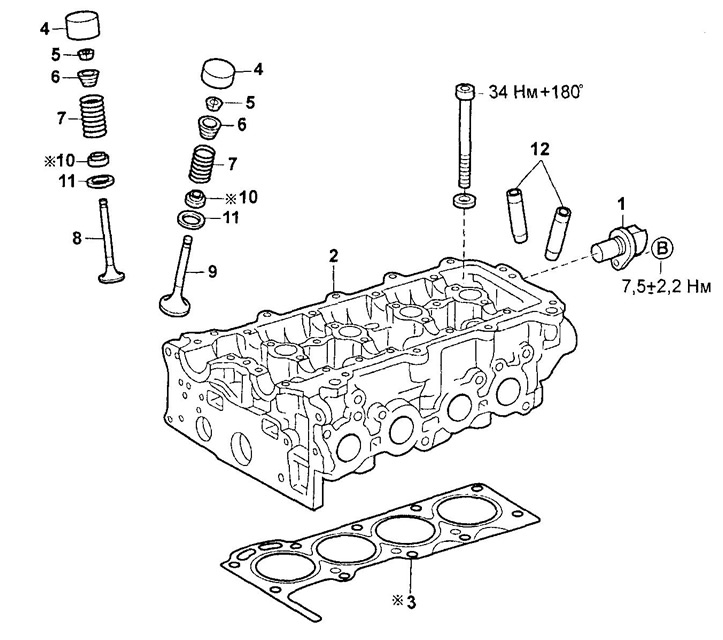
Демонтаж и монтаж на цилиндровата глава (серия К3).
1 - сензор за положение на коляновия вал,
2 - глава на цилиндъра,
3 - уплътнение на главата на цилиндъра,
4 - повдигач на клапана,
5 - бисквити,
6 - пружинна пластина на клапана,
7 - клапанна пружина,
8 - входящ клапан,
9 - изпускателен клапан,
10 - капачка за скрепер за масло,
11 - пружинно легло на клапана,
12 - водач на клапана.
KZ серия.

EJ серия.
Максимално допустима неравност на повърхността:
KZ серия:
- газова фуга - 0,04 мм
- прикачен всмукателен колектор - 0,10 мм
- прикачен изпускателен колектор - 0,05 мм
EJ серия:
- газова фуга - 0,10 мм
- прикачен всмукателен колектор - 0,10 мм
- прикачен изпускателен колектор - 0,10 мм
Ако размерът на плоскост надвишава максимално допустимата, сменете главата на цилиндъра.
b) С помощта на проникваща боя проверете за пукнатини в горивните камери, входящите и изходните отвори и на интерфейса на газа. Ако има пукнатини, сменете главата на цилиндъра.
4. Почистете клапаните.
а) Използвайте скрепер, за да премахнете въглеродните отлагания от диска на клапана.
b) Почистете напълно клапана с мека четка.
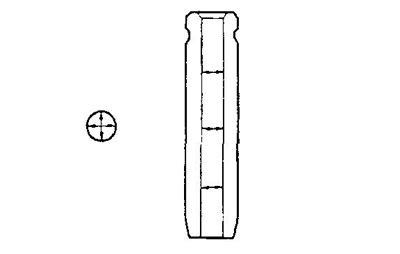
5. Проверете диаметрите на стеблото на клапана и направляващите отвори на клапана.
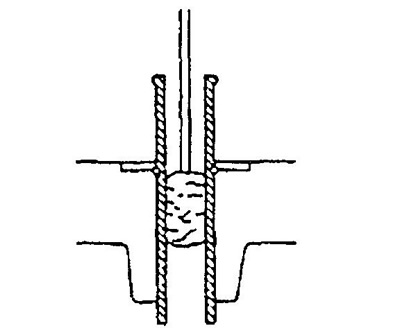
а) С помощта на габарит измерете вътрешния диаметър на водачите на клапана.
Вътрешен диаметър на водещата втулка:
- Серия K3 - 5.010 - 5.022 mm
- Серия EJ – 5 000 – 5 012 mm
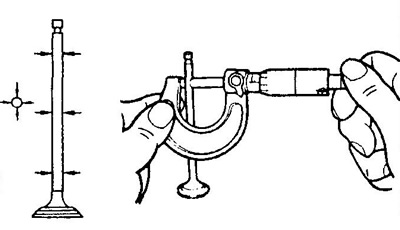
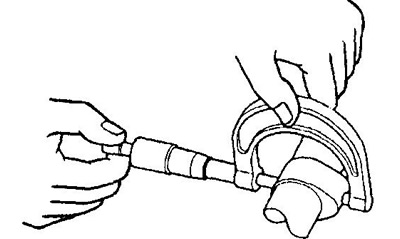
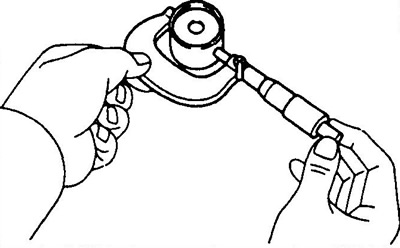
b) Измерете диаметъра на стеблото на клапана с микрометър.
Диаметър на стеблото на клапана:
- всмукателен клапан - 4.975- 4.990mm
- изпускателен клапан - 4,965 - 4,980 mm
в) Намерете хлабината между стеблото на клапана и водача на клапана, като измерите разликата между диаметъра на стеблото на клапана и вътрешния диаметър на водача на клапана.
Номинален клирънс на маслото:
KZ серия:
- входен клапан - 0,020 - 0,047 mm
- изпускателен клапан - 0,030 - 0,057 mm
EJ серия:
- входен клапан - 0,020 - 0,060 mm
- изходен клапан - 0,030 - 0,070 mm
Максимален клирънс на маслото:
KZ серия:
- всмукателен клапан - 0,06мм
- изходен клапан - 0,07мм
EJ серия:
- всмукателен клапан - 0,07мм
- изходен клапан - 0,08мм
Ако хлабината е по-голяма от максималната, сменете клапана и направляващата втулка.
6. Ако е необходимо, сменете водачите на клапаните.
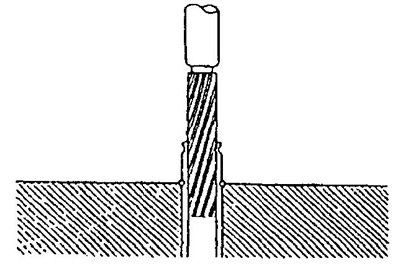
а) Постепенно загрейте главата на цилиндъра на водна баня до температура 80-100°C.
b) С помощта на дрейф и чук натиснете навън водещата втулка.

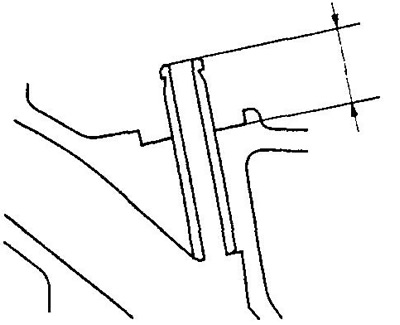
c) Монтирайте водача на клапана. С помощта на дрейф и чук монтирайте новия водач на клапана, така че да стърчи от главата на цилиндъра при:
Серия KZ - 14,5 ± 0,3 мм
EJ серия:
- входен клапан - 13,5 ±0,3 mm
- изпускателен клапан - 10,5 ±0,3 mm
е) С помощта на райбер разбийте вътрешния отвор на водача, за да осигурите правилната хлабина между водача и стеблото на клапана.
7. Проверете и подложете клапаните.
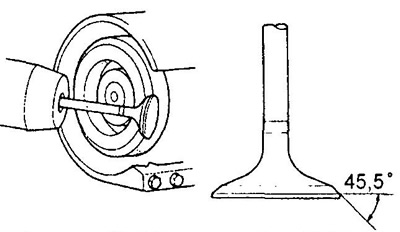
а) Смелете клапаните, докато не бъдат премахнати следите от сажди и драскотини.
b) Уверете се, че прихлупеният скос на клапана образува ъгъл от 44,5° спрямо равнина, перпендикулярна на оста на стеблото.
c) Проверете дебелината на диска на клапана.
- Номинална дебелина на главата на клапана 1,0 ±0,2 mm
- Минимална дебелина на главата на клапана 0,75 mm
Ако дебелината на плочата на цилиндричната част е по-малка от минималната допустима стойност, сменете клапана.

г) Проверете общата дължина на клапана.
Номинална дължина на клапана:
поемане:
- Серия KZ - 88,15 мм
- Серия EJ – 79,40 мм
абитуриентски:
- Серия KZ - 89,10 мм
- Серия EJ – 79,80 мм
Ако общата дължина е по-малка от минималната, сменете клапана.

д) Проверете състоянието на крайната повърхност на клапаните за износване.
Ако предната част на клапана е износена, шлифирайте отново повърхността на клапана или сменете клапана.
Забележка: при повторно намазване не намалявайте общата дължина на клапана под минимума.
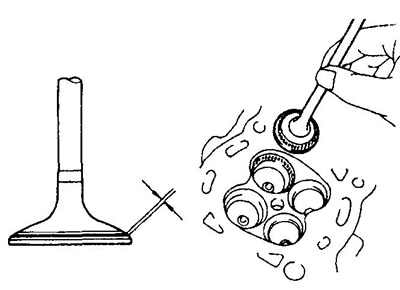
8. Проверете седалките на клапаните.
a) Почистете гнездата на клапаните с конус 45°.
b) Проверете дали клапанът е поставен правилно.
Нанесете тънък слой бяло върху скосяването на клапана. Натиснете предната част на клапана към седлото, но не завъртайте клапана. След това извадете клапана и проверете леглото на клапана и скосяването.
Ако боята остане около цялата обиколка (360°) на скосяването на клапана, тогава клапанът е концентричен. В противен случай сменете клапана.
Ако боята се появи по цялата обиколка (360°) на седлото на клапана, водачът на клапана (втулката) и седлото на клапана са концентрични. В противен случай шлифовайте отново скосяването.
Уверете се, че контактното петно е в средата на лицето на клапана и има ширина 1,4 + 0,5 mm
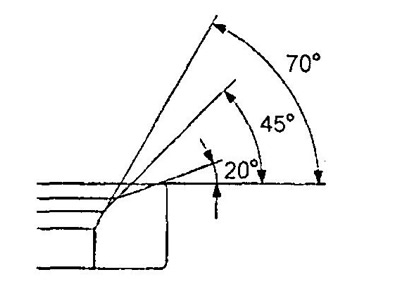
В противен случай регулирайте скосяването, както следва:
- Ако петното на контакта е твърде високо на повърхността на клапана, използвайте конусни ножове от 20° и 45°, за да шлифовате отново седлото.
- Ако контактното петно е твърде ниско на повърхността на клапана, използвайте конусни ножове от 70° и 45°, за да шлифовате отново седлото.
в) Натиснете ръчно клапана и седлото на клапана с абразивна паста.
г) След приливане почистете клапана и седлото на клапана.
9. Проверете пружините на клапаните.
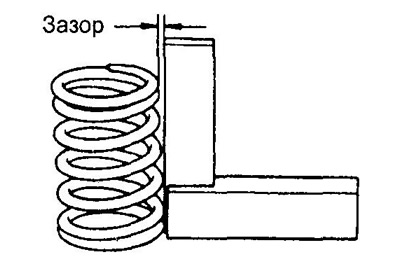
а) С помощта на метален квадрат (90°) проверете неперпендикулярността на пружината на клапана, както е показано на фигурата.
Максимално допустимата неперпендикулярност е:
- Серия KZ - 1,8 мм
- EJ-Series – 1,6 mm
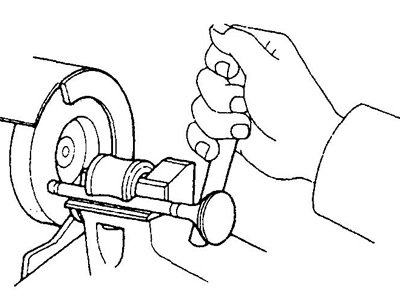
b) С помощта на шублер измерете свободната дължина на пружината:
Дължина на пружината на клапана:
- Серия KZ - 45,54 мм
- Серия EJ – 36,97 мм
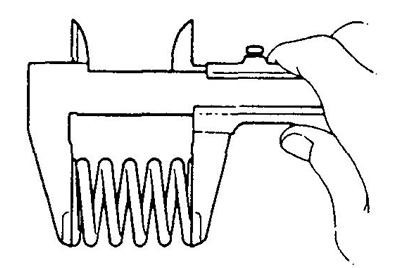
Ако дължината на пружината е извън спецификацията, сменете пружината на клапана.
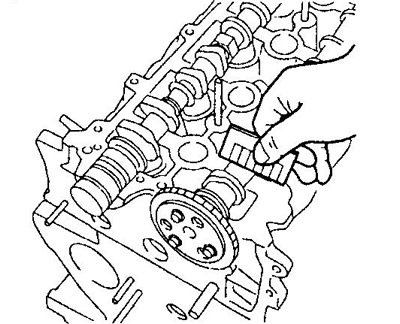
10. Проверете разпределителните валове и лагерите.
A. Проверете крайната хлабина на разпределителния вал.
а) Монтирайте разпределителния вал в леглото на главата на цилиндъра.
b) С помощта на индикатор измерете аксиалния луфт, докато движите разпределителните валове напред-назад.
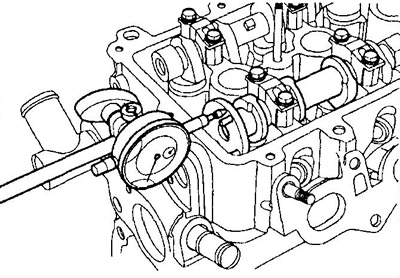
Аксиален луфт на разпределителните валове:
KZ серия:
- номинален - 0,10 - 0,24 mm
- максимум - 0,30 mm
EJ серия:
- номинален - 0,04 - 0,10 mm
- максимум - 0,15 mm
Ако аксиалната хлабина е по-голяма от максималната, сменете разпределителния вал. Ако е необходимо, сменете капачките на лагерите и главата на цилиндъра.
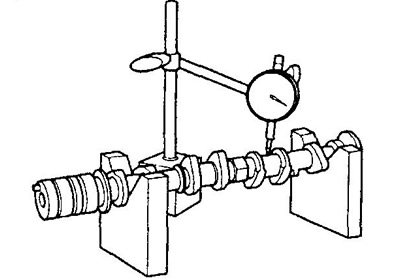
B. Проверете изтичането на разпределителния вал.
Монтирайте разпределителния вал във V-образни призми и проверете изтичането му на централната шийка.
- Максималното изтичане е 0,3 mm
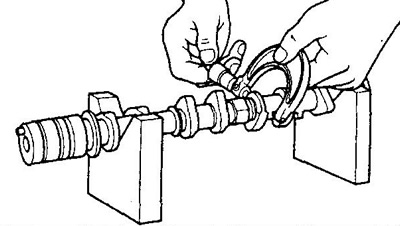
B. Проверете височината на лопатките на разпределителния вал.
Височина на всмукателния разпределителен вал:
Оценка:
- серия KZ - 40.400 - 40.500 mm
- EJ-DE – 38 200 – 38 300 mm
- EJ-VE - 40,250 мм
минимум:
- Серия KZ - 40,30 мм
- EJ-DE – 38,10 мм
Височина на изпускателния разпределителен вал:
Оценка:
- серия KZ - 39.910 - 40.010 mm
- EJ-DE – 38,050 – 38,150 mm
- EJ-VE - 40,250 мм
минимум:
- Серия KZ - 39,80 мм
- EJ-DE – 37,95 мм
Ако височината на гърбицата е по-малка от минималната, сменете разпределителния вал.
D. Проверете размерите на шейните на лагерите на разпределителния вал, като измерите диаметрите им с микрометър.
Диаметър на лагерните шейки на разпределителните валове:
KZ серия:
1-ва справка:
- вход - 33.984 - 34.000 mm
- изход - 25,979 - 25,995 mm
- други - 22,979 - 22,995 mm
EJ серия:
- 1-ви полюс - 25,979- 25,995 мм
- други - 22,979- 22,995 mm
Ако диаметрите на шейната са извън спецификациите, проверете радиалната хлабина между шейната и лагера.
E. Проверете радиалната хлабина в лагерите на разпределителния вал.
(a) Почистете работните повърхности на шейните на разпределителния вал и капачките на лагерите.
b) Поставете разпределителните валове в леглото на главата на цилиндъра.
c) Поставете парче пластмасов габарит върху всяка шейна на разпределителния вал.
d) Монтирайте капачките на лагерите. Затегнете болтовете на капачките (вижте подраздел "Инсталиране" на раздел "Глава на цилиндъра" за подробности относно инсталирането на разпределителните валове).
- Въртящ момент - 12,5 ±2,0 Nm
Забележка: Не въртете разпределителния вал.
д) Отстранете капачките на лагерите.
е) Измерете ширината на сплесканите пластмасови габарити в най-широката им точка и определете пролуката.
Радиален хлабина в лагерите на разпределителния вал:
EJ серия:
- номинален - 0,037 - 0,073 mm
- максимум - 0,10 mm
KZ серия:
Всмукателен разпределителен вал:
- врат #1 - 0,025 - 0,061 mm
- други - 0,037 - 0,073 mm
Изпускателен разпределителен вал - 0,037 - 0,073 мм
Ако хлабината е по-голяма от максималната, сменете разпределителния вал. Сменете капачките на лагерите и главата на цилиндъра, ако е необходимо.
g) Отстранете всички останали пластмасови измервателни уреди.
11. Проверете тласкачите и отворите под бутачите в случай на глава на блока.
а) Измерете диаметрите на отворите на тръбопровода в главата на цилиндъра с индикатор за вътрешен габарит.
- Диаметър на отвора в главата - 28 000 - 28 021 mm
b) Измерете диаметъра на тласкача с микрометър.
- Номинален диаметър на отвора - 27,975-27,985
c) Проверете радиалната хлабина.
Извадете диаметъра на плъзгача от отвора на плъзгача в корпуса на главата и определете хлабината.
- Разстояние между отвора и стената на отвора - 0,015 - 0,046 mm
Ако пролуката надвишава максимално допустимата, сменете тласкача.