
Разглобяване
1. Извадете карбуратора.
2. Свалете всмукателния и изпускателния колектор.
3. Ако е необходимо, отделете всмукателния и изпускателния колектор, като развиете и премахнете свързващите болтове.
4. Свалете клапаните: с помощта на теглене компресирайте пружината на клапана и извадете двата крекера; след това свалете диска на клапана (или ротатора на клапана), пружината, седлото на пружината, клапана и масленото уплътнение. Подредете отстранените части така, че да не се смесват по време на монтажа.
5. Ако е необходимо, премахнете следните части:
а) Изходяща тръба за охлаждащата течност.
b) Изходна тръба на нагревателя.
в) Заден фланец на главата на цилиндъра.
Проверка и почистване на части и елементи на главата на цилиндъра
1. Почистете дъното на буталата и равнината на съединителя на блока.
(a) Завъртете коляновия вал и преместете всяко бутало към TDC. Почистете дъното на буталата със скрепер.
b) Отстранете останалата част от уплътнението от съединителя на блока.
в) Продухвайте маслените канали и отворите за болтове със сгъстен въздух.
Предупреждение: носете предпазни очила, когато използвате сгъстен въздух.
2. Отстранете останалите уплътнения от повърхностите на блоковата глава и колекторите със скрепер.
Внимание: не повреждайте повърхностите, които ще се почистват.
3. Използвайте телена четка, за да премахнете отлаганията от повърхностите на горивните камери, за да не повредите повърхността на съединителя на цилиндровата глава.
4. Почистете направляващите отвори на клапана.
5. Почистете добре главата на цилиндъра с мека четка и разтворител.
Предупреждение: Не мийте главата в горещи разтворители, тъй като това може да повреди частта.
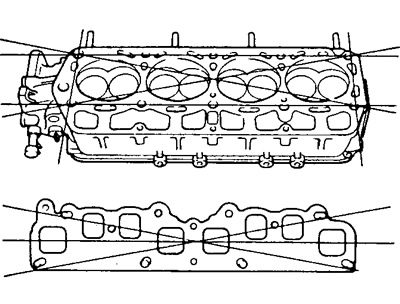
6. С помощта на прецизна линийка и сонди проверете равнината на гнездата на главата на блока от цилиндри по линиите, посочени на чертежа. Максимална неплоскост:
- При конектора на газовата фуга - 0,15 мм
- При конектора на всмукателния и изпускателния колектор - 0,10 мм
Ако измерената стойност е по-голяма от посочения максимум, сменете главата или отново шлифирайте повърхността й (но не повече от 0,30 mm).
7. С помощта на проникваща боя проверете горивните камери, входните и изходните портове и повърхностите на конекторите за пукнатини. Ако има пукнатини, сменете главата.
8. Използвайте скрепер и телена четка, за да почистите въглеродните отлагания от диска на клапана.
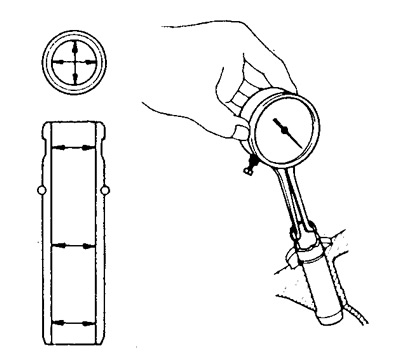
9. С помощта на габарит измерете диаметрите на отвора на водача на клапана.
- Направляващи клапани I.D. - 8.010 - 8.030 mm
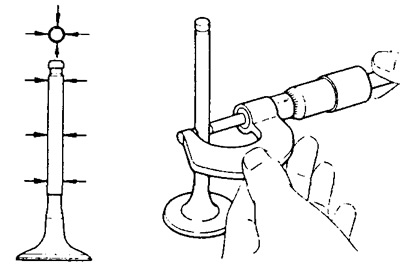
С помощта на микрометър измерете диаметрите на стеблото на клапана на три различни нива.
Диаметър на стеблото на клапана:
- Всмукване - 7,970 - 7,985 мм
- Дипломи - 7,965 - 7,980 mm
Като извадите получените диаметри на стеблото на клапана от съответните диаметри на отвора на водещата втулка, определете хлабината във втулките.
Номинален просвет:
- входен клапан - 0,025 - 0,060 mm
- изпускателен клапан - 0,030 - 0,065 mm
Максимално допустимо разстояние:
- входен клапан - 0,10 мм
- изпускателен клапан - 0,12 мм
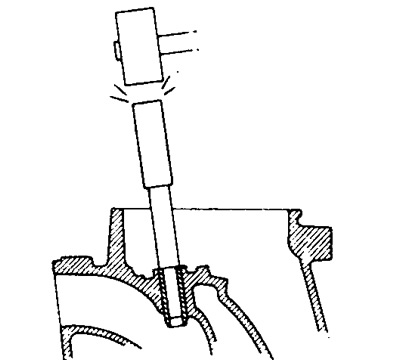
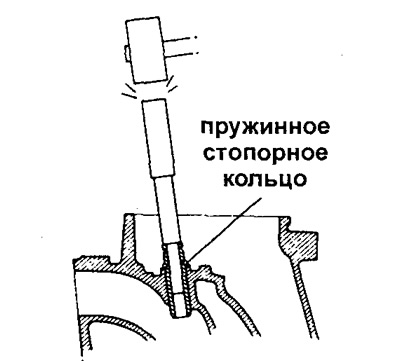
10. Ако е необходимо, сменете направляващата втулка.
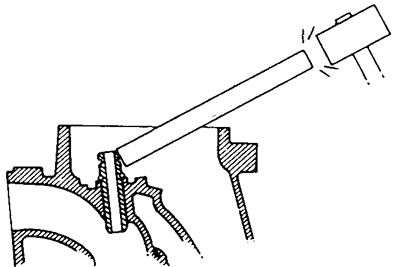
а) С помощта на прът и чук разхлабете водещата втулка, като се уверите, че задържащият пръстен на втулката е свален.
б) Бавно загрейте главата на цилиндъра на водна баня до температура 80-100°C.
c) С помощта на перфоратор и чук избийте водещата втулка.
d) С помощта на индикатор за отвор измерете отвора в главата на блока за направляващата втулка.
e) Изберете нова втулка с номинален (STD) или 0,05 мм надразмер (O/S).
Ако отворът за втулката в главата на цилиндъра е по-голям от 13,027 мм, тогава отворете отвора до ремонтния размер (13,050-13,077 мм).
Ако отворът надвишава 13,077 мм, сменете главата на цилиндъра.
е) Бавно загрейте главата на блока до 80-100°C.
g) Забийте новата втулка на клапана с помощта на лост и чук, докато скобата щракне на мястото си.
h) С помощта на 8-милиметров райбер разбийте отвора на втулката, докато се получи препоръчителната хлабина "отвор за втулка - нов диаметър на клапана".
11. Проверка и смилане на клапани.
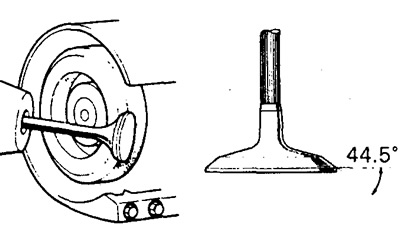
a) Шлайфайте фаската на клапана, докато следите от износване и отлагания бъдат премахнати.
b) Проверете ъгъла на предната страна на клапана (44,5°).
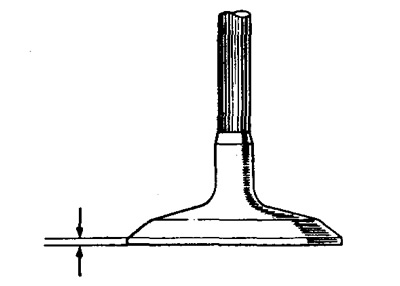
c) Проверете дебелината на диска на клапана.
Номиналната дебелина на яката на диска на клапана е:
- За всмукателен клапан - 1.0-1.4mm
- За изпускателен клапан - 1,3-1,7 мм
Минималната дебелина на яката на диска на клапана е:
- За входящ клапан - 0,5мм
- За изпускателен клапан - 0,8мм
Ако минималната дебелина на ремъка е по-малка от посочените стойности, сменете клапана.
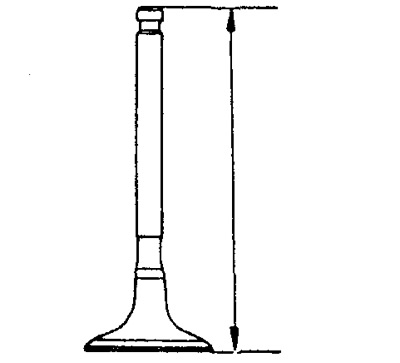
г) Проверете общата дължина на клапана. Номиналната и минималната дължина на клапана са:
- За всмукване - 108,2 мм и 107,7 мм
- За градуиране - 108,5 мм и 108,0 мм
Ако дължината на клапана е по-малка от минималната, сменете клапана.
e) Ако краят на стеблото на клапана е износен, шлайфайте края, докато износването се отстрани или сменете клапана.
12. Проверете и почистете седалките на клапаните.
а) С помощта на 45° фреза обработете седлата на клапаните.
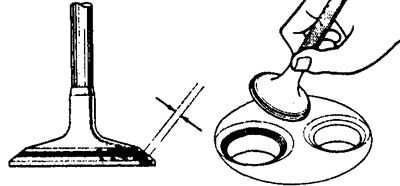
b) Проверете седалката на клапана. Нанесете тънък слой боя (оловно бяло) върху скосяването на клапана, поставете клапана и го натиснете леко, но не въртете.
в) Възвратен клапан и седло:
Ако се появи следа от боя върху всички 360° на седлото на клапана, тогава отворът и седлото на клапана са концентрични.
Ако не, шлифирайте отново седалката. Проверете контактния знак в средата на фаската на клапана:
Ширина на контакта 1,2-1,6 мм за всмукателни и изпускателни клапани.
Ако е необходимо, направете корекции, както следва:
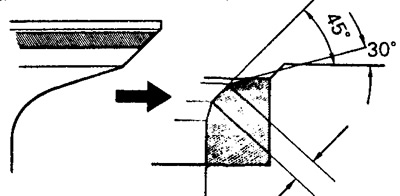
(1) Ако маркировката за контакт е твърде висока на предната страна на клапана, използвайте ножовете за 30° и 45°, за да коригирате контактния знак.
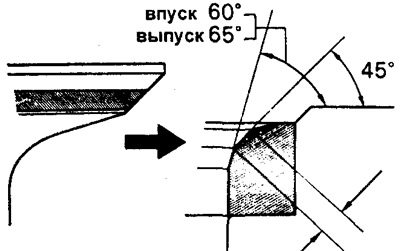
(2) Ако контактната маркировка е твърде ниска на предната страна на клапана, тогава 60° и 45° резци за входящия клапан и 65° и 45° резци за изпускателния клапан трябва да се използват за коригиране на седлото на клапана.
г) Разтрийте клапана срещу седлото с помощта на абразивна паста.
e) След шлифоване почистете (изплакнете) клапана и седлото от абразив.
13. Проверете пружините на клапаните.
(a) С помощта на квадрат проверете дали пружините на клапана не са перпендикулярни.
- Максималната неперпендикулярност е 2 мм
При големи отклонения сменете пружината на клапана.
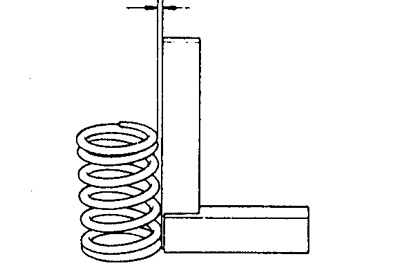
b) С помощта на шублер измерете свободната дължина на пружината.
- Дължина на пружината - 47.0mm
Ако дължината на пружината се различава от посочената стойност, сменете пружината.
c) С помощта на тестер за пружини измерете силата, необходима за компресиране на пружината до 40,6 mm:
- Сила - 282-345 N
Ако измерената стойност е извън диапазона, сменете пружината.
14. Проверете ярмата и оста на ярмите.
а) Проверете състоянието на работната повърхност на кобилицата в контакт със стеблото на клапана.
b) Проверете хлабината между кобилното рамо и кобилния вал, като преместите кобилното рамо, както е показано на фигурата.
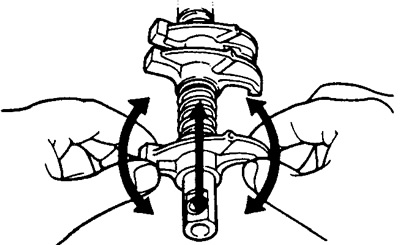
Ако се усети движение, разглобете модула на кобилното рамо и го проверете.
в) Разглобете блока на кобилното рамо с оста, като поставите кобилните рамена в съответния ред. Ако има износване на контактната повърхност на кобилните глави, отстранете износването с мелница или сменете кобилицата.
d) Проверете хлабината между оста на кобилното рамо и кобилното рамо:
С помощта на габарит измерете вътрешния диаметър на кобилното рамо.
- Оценка - 18,500 - 18,515 mm
С помощта на микрометър измерете диаметъра на кобилния вал.
- Оценка - 18,474 - 18,487 mm
Като извадите диаметъра на оста на кобилното рамо от диаметъра на отвора на кобилното рамо, определете хлабината.
- стандарт - 0,013-0,041 mm
- максимумът е 0,08 mm
Ако хлабината надвишава максималната стойност, сменете кобилното рамо и оста.
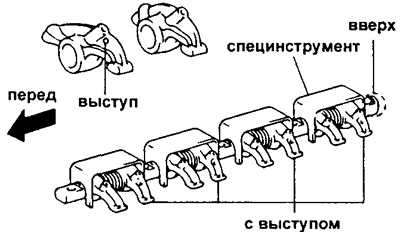
д) Сглобете модула "кобилно рамо - кобилна ос".
Уверете се, че задният край на кобиличния вал е в правилната позиция, сглобете кобилните рамена и пружините, както е показано, и ги дръжте заедно с инструмента.
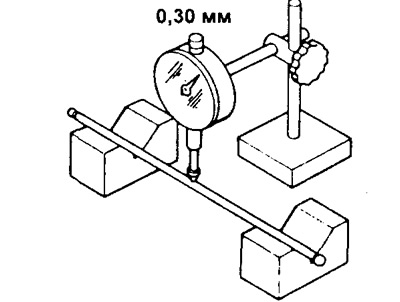
15. Проверете тласъците.
а) Поставете пръчките върху призмите.
b) С помощта на индикатор проверете изправността на прътите.
Максималното отклонение от праволинейността е 0,30 мм.
Ако отклонението е по-голямо, сменете стеблото.
Проверете отвора за масло на пръта. Ако отворът е запушен, издухайте го със сгъстен въздух.
16. Проверете всмукателните и изпускателните колектори. С помощта на прецизна линийка и щуп проверете за изкривяване (неплоскост) на контактните повърхности на колекторите.
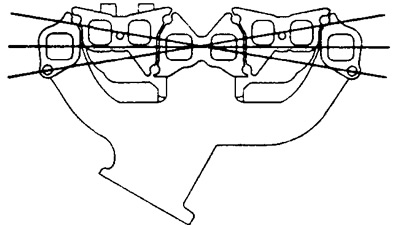
- Максималната допустима неравномерност е -0,40 mm
При високи стойности на този индикатор сменете колектора.