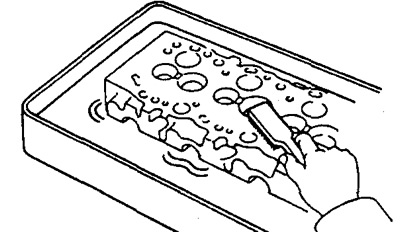
а) Проворачивая коленчатый вал, выведите последовательно каждый поршень в ВМТ. Используя шабер, удалите нагар с днища каждого поршня.
б) Снимите весь материал прокладки с привалочной плоскости блока цилиндров.
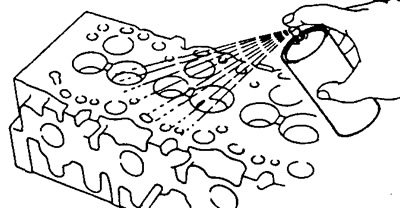
в) Сжатым воздухом удалите остатки прокладки, масла и воды с поверхностей и из отверстий блока.
Предупреждение: При этой операции используйте защитные очки.
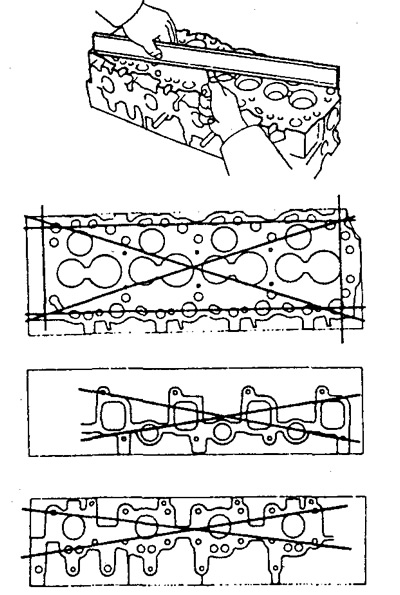
2. Используя шабер, удалите весь материал прокладки с контактной плоскости коллектора и головки блока цилиндров.
Предупреждение: Необходимо выполнять операцию осторожно, чтобы не поцарапать поверхности.
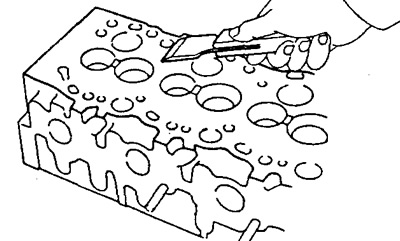
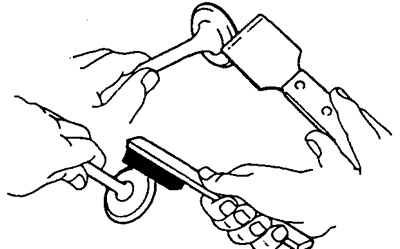
3. Используя проволочную щетку, удалите весь нагар из камер сгорания.
Предупреждение: Необходимо выполнять операцию осторожно, чтобы не поцарапать привалочную плоскость.
4. Используя щетку для направляющих втулок клапанов и растворитель, очистите все направляющие втулки.
5. Тщательно очистите головку блока цилиндров используя мягкую щетку и растворитель.
6. Проверьте коробление привапочных поверхностей головки блока цилиндров, используя прецизионную линейку и щуп.
- Максимально допустимая неплоскостность — 0,20 мм
7. Используя проникающий краситель, проверьте камеры сгорания, впускные и выпускные отверстия, верхнюю и нижнюю поверхности головки на наличие трещин.
8. Очистите клапаны.
а) Используя шабер соскоблите с тарелки клапана имеющийся нагар.
б) Используя проволочную щетку, тщательно очистите клапан.
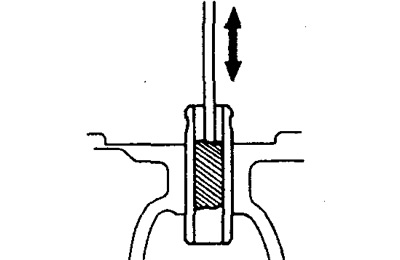
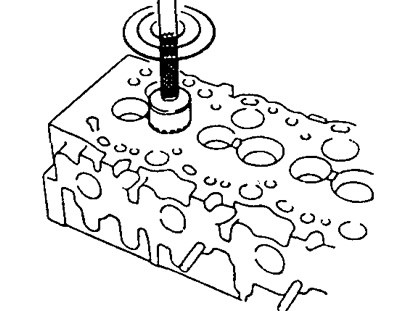
9. Проверьте состояние стержней клапанов и направляющих втулок.
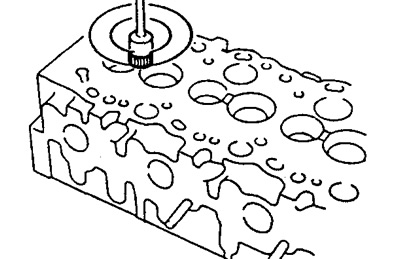
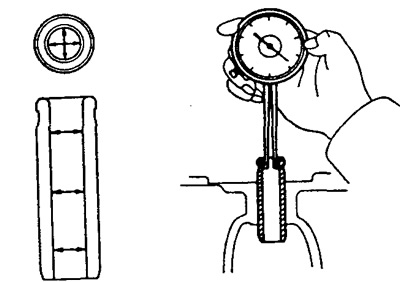
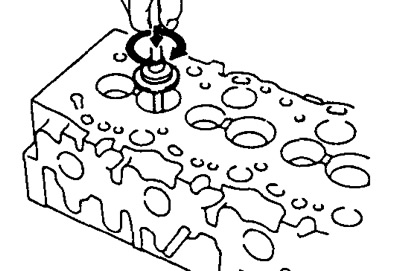
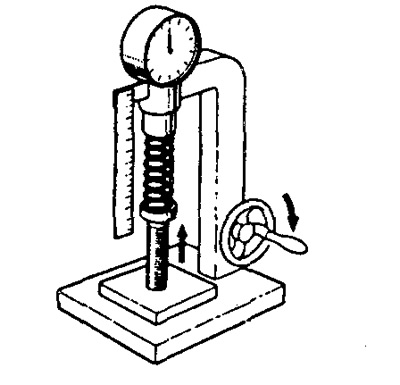
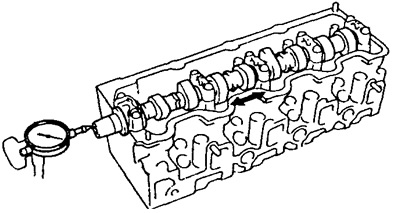
а) Индикатором-нутромером измерьте внутренний диаметр отверстий направляющих втулок клапанов, как показано на рисунке.
- Внутренний диаметр — 8,01- 8,03 мм
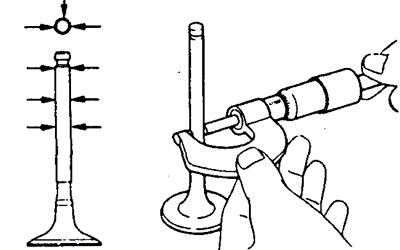
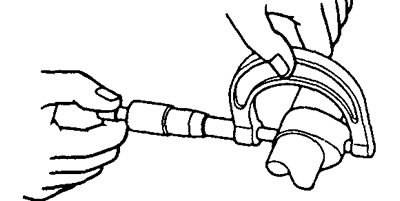
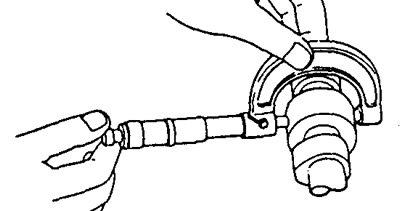
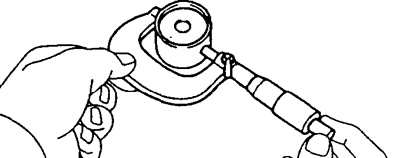
б) Используя микрометр, измерьте диаметр стержня клапана.
Диаметр стержня клапана:
- Впускной — 7,975-7,990 мм
- Выпускной — 7,960-7,975 мм
в) Вычтите из величины измеренного диаметра отверстия направляющей втулки клапана величину диаметра стержня клапана.
Номинальный зазор:
- Впускной клапан — 0,020- 0,055мм
- Выпускной клапан — 0,035- 0,070мм
Максимально допустимый зазор:
- Впускной клапан — 0,08мм
- Выпускной клапан — 0,10мм
Если значение зазора превышает максимальное, то замените клапаны и направляющую втулки.
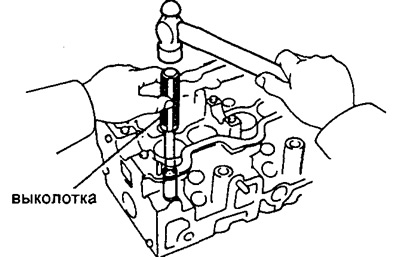
10. Если необходимо, замените направляющие втулки клапанов.
а) Используя выколотку и молоток, выбейте направляющие втулки.
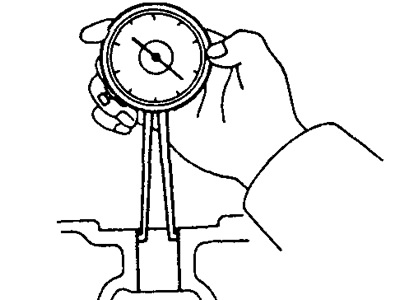
б) Индикатором-нутромером измерьте отверстие в головке блока под направляющую втулку.
в) Выберете новую направляющую втулку (номинального или ремонтного размера).
Если диаметр отверстия под втулку в головке цилиндров превышает 13,025 мм, обработайте отверстие под ремонтный размер.
- Ремонтный размер: 13,054-13,075 мм
Если диаметр отверстия под втулку в головке цилиндров превышает 13,075 мм, то замените головку блока.
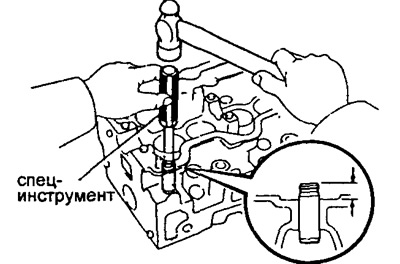
г) Используя специнструмент и молоток, легкими ударами посадите новую направляющую втулку на место. При этом втулка должна выступать из головки цилиндров на 10,8 -11,2 мм.
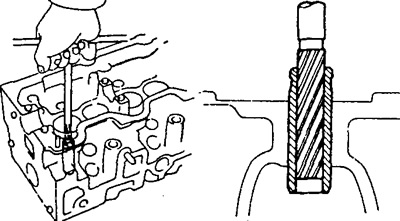
д) Разверткой (08 мм), обработайте внутренний диаметр направляющей втулки до получения номинального зазора между направляющей втулкой и стержнем клапана.
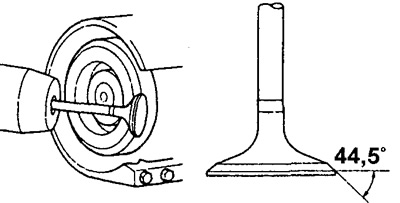
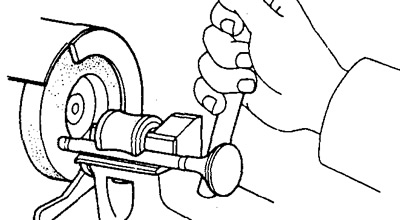
11. Проверка состояния фасок клапанов и их восстановление.
а) Шлифовка должна быть достаточной для удаления углублений и нагара.
б) Проверьте правильность угла конуса клапана, полученного в результате шлифовки.
- Номинальный угол — 44,5°
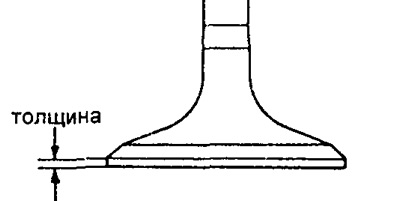
в) Проверьте толщину тарелки клапана.
Номинальная толщина:
- Впускного клапана — 1,6 мм
- Выпускного клапана — 1,7 мм
Минимальная толщина:
- Впускного клапана — 1,1 мм
- Выпускного клапана — 1,2 мм
Если толщина тарелки ниже минимального допустимого значения, то замените клапан.
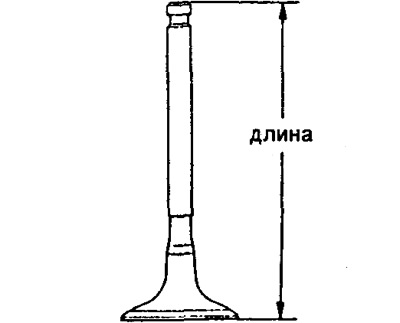
г) Проверьте общую длину клапана. Номинальная длина клапана:
- Впускного — 103,29 -103,69 мм
- Выпускного — 103,14 - 103,54 мм
Минимальная длина клапана:
- Впускного — 102,79 мм
- Выпускного — 102,64 мм
Если длина клапана меньше, то замените клапан.
д) Проверьте торец клапана на износ. При наличии следов износа отшлифуйте торец или замените клапан.
Предупреждение: Шлифовка не должна приводить к уменьшению минимально допустимой общей длины клапана.
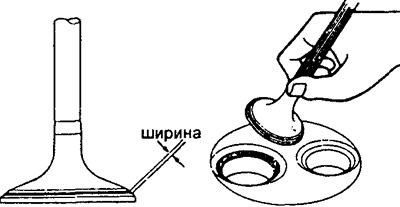
12. Проверьте и очистите седла клапанов.
а) Фрезой (45°) очистите седла.
б) Проверьте посадку клапана. Нанесите белила тонким слоем на фаску клапана. Прижмите клапан к седлу. Клапан не вращать.
в) Проверьте контакт между фаской клапана и седлом:
- Если отпечаток краски расположен равномерно по всей окружности рабочей фаски клапана, то ось клапана совпадает с осью седла. Если нет — замените клапан.
- Если отпечаток краски расположен равномерно по всей окружности рабочей фаски седла клапана, то ось направляющей втулки и седла совпадают. Если нет, отфрезеруйте седло.
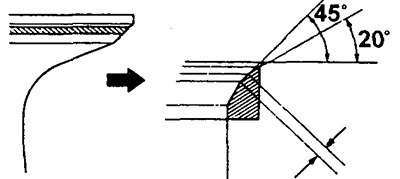
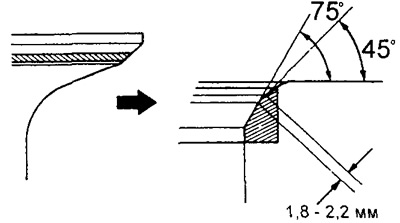
- Убедитесь, что пятно контакта расположено посередине седла клапана и имеет ширину 1,8 - 2,2 мм.
Если ширина пятна контакта выходит за указанные пределы, скорректируйте ее следующим образом:
Если пятно контакта расположено слишком высоко на седле клапана, то с помощью 20° и 45° фрез исправьте седло.
Если пятно контакта расположено слишком низко на седле клапана, используйте фрезы (75°) и (45°).
г) Притрите клапан к седлу клапана притирочной пастой.
д) После притирки промойте клапан и седло клапана.
13. Проверьте клапанные пружины.
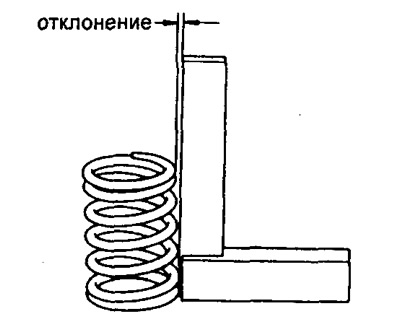
а) Используя прецизионный угольник, измерьте неперпендикулярность клапанной пружины.
- Максимальное отклонение — 2 мм
Если отклонение больше допустимого, замените клапанную пружину.
б) Штангенциркулем измерьте длину пружины в свободном состоянии:
Длина пружины:
- С желтой меткой — 46,20 мм
- С синей меткой — 49,14 мм
Если длина пружины не соответствует норме, замените пружину.

в) Используя приспособление для проверки пружин, измерьте деформацию пружины при нагрузке.
- При нагрузке — 301 - 332 Н
- Длина пружины — 37,0 мм
Если результаты измерения не соответствуют норме, замените клапанную пружину.
14. Проверьте распределительные валы и их подшипники.
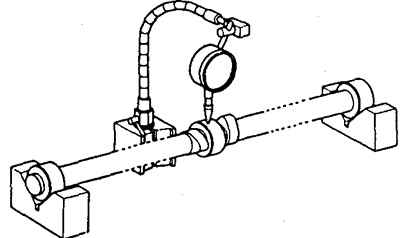
А. Проверьте биение распредвала:
а) Установите распредвал на призмы.
б) Стрелочным индикатором измерьте биение распредвала по средней опорной шейке.
- Максимально допустимое биение — 0,10 мм
Если биение больше нормы, то замените распредвал.
Б. Проверьте высоту кулачков:
Номинальная высота кулачка:
Впускного
- 2L — 53,45 - 53,47 мм
- 3L — 54,29 - 54,31 мм
Выпускного — 54,99 - 55,01 мм
Минимальная допустимая высота кулачка:
Впускного
- 2L — 53,35 мм
- 3L — 53,79 мм
Выпускного — 54,49 мм
Если высота кулачков меньше минимально допустимой величины, то замените распредвал.
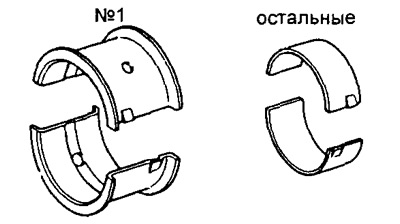
В. Проверьте диаметр опорных шеек распредвала, используя микрометр.
Номинальный размер:
- Шейка №1 — 34,969 - 34,985 мм
- Остальные — 27,969 - 27,985 мм
Ремонтный размер №1:
- Шейка №1 — 34,844 - 34,860 мм
- Остальные — 27,844 - 27,860 мм
Ремонтный размер №2:
- Шейка №1 — 34,719-34,735 мм
- Остальные — 27,719 - 27,735 мм
Если диаметр опорной шейки не соответствует норме, измерьте зазор между шейкой распредвала и подшипником.
Г. Проверьте вкладыши подшипника на выкрашивание и появление задиров. Если вкладыши повреждены, то замените их.
Д. Проконтролируйте величину масляного зазора распределительного вала.
а) Очистите крышки подшипников и опорные шейки распредвала.
б) Уложите распредвал на опорные поверхности головки блока цилиндров.
в) Положите пластиковый калибр на каждую опорную шейку распредвала.
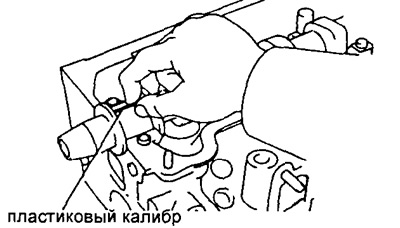
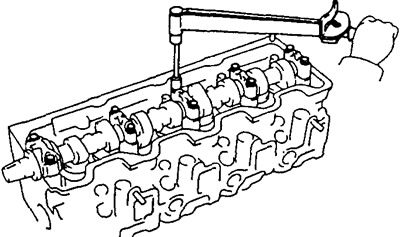
г) Установите крышки подшипников и затяните болты крепления
- Момент затяжки — 25 Нм
Рекомендация: Не поворачивайте распределительный вал.
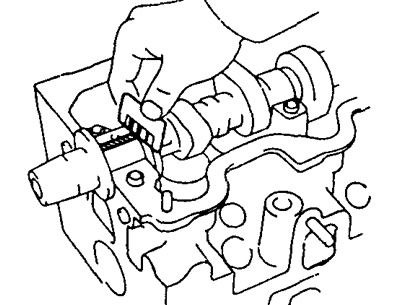
д) Снимите крышки подшипников.
е) Измерьте ширину калибров и определите зазор.
- Номинальный зазор — 0,022-0,074 мм
- Максимальный зазор — 0,10 мм
Если масляный зазор превышает максимально допустимое значение, то замените вкладыши подшипников. Если необходимо, отшлифуйте или замените распределительный вал.
ж) Удалите остатки калибров.
Е. Если необходимо, отшлифуйте и отхонингуйте шейки распределительного вала до ремонтного размера. Установите новые вкладыши подшипников шеек (ремонтных размеров).
Ж. Проверьте величину осевого зазора распределительного вала.
а) Установите распределительный вал на место.
б) Стрелочным индикатором, измерьте осевой зазор, для чего переместите распределительный вал назад и вперед.
- Номинальный осевой зазор — 0,080-0,280 мм
- Максимальный осевой зазор — 0,35 мм
Если осевой зазор превышает максимально допустимое значение, то замените вкладыш подшипника № 1. Если необходимо, замените распределительный вал.
15. Проверьте состояние толкателей клапанов и отверстий под толкатели.
а) Микрометром измерьте диаметр толкателя.
- Диаметр толкателя: 40,892 - 40,902 мм
б) Индикатором-нутромером измерьте диаметр отверстия толкателя в головке блока цилиндров.
- Диаметр отверстия: 40,960 - 40,980 мм
в) Вычтите измеренный диаметр толкателя из измеренного диаметра отверстия.
- Номинальный зазор — 0,058-0,088 мм
- Максимальный зазор — 0,10 мм
Если величина зазора превышает максимальную величину, замените толкатель. В случае необходимости, замените головку блока.
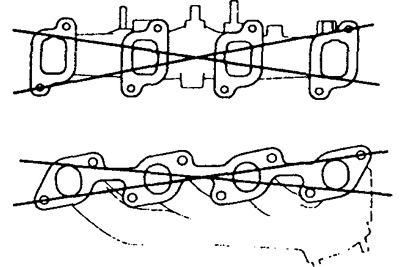
16. Проверьте впускной и выпускной коллекторы. Прецизионной линейкой и щупом измерьте коробление контактных плоскостей впускного и выпускного коллекторов.
- Максимальное коробление — 0,4 мм
Если коробление больше допустимого, замените коллектор.
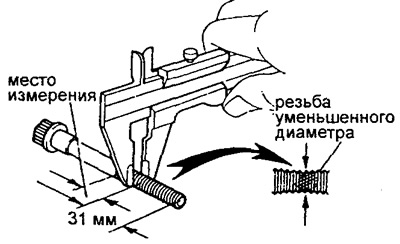
17. Проверьте состояние болтов головки блока цилиндров.
Используя штангенциркуль, измерьте наружный диаметр резьбы в месте наименьшего диаметра.
- Номинальный наружный диаметр — 11,80-12,00 мм
- Минимальный наружный диаметр — 11,60 мм
Если наружный диаметр меньше минимально допустимого значения, то замените болт.