
A) Koristite strugač za uklanjanje naslaga ugljika i drugih naslaga ugljika s krune klipa.
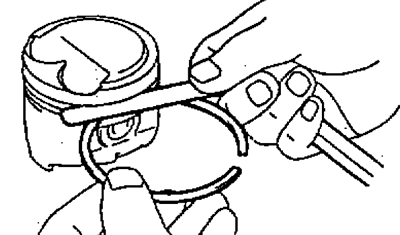
b) Očistite utore klipa od naslaga komadićem slomljenog prstena.
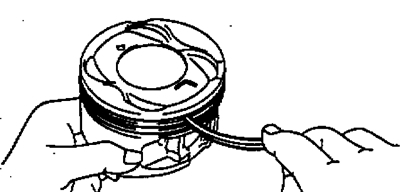
V) Očistite klip otapalom i mekom četkom za kosu.
Napomena: Nemojte koristiti metalnu četku.
2. Provjerite klip i klipne B prstenove.
A. Provjerite zazor između klipa i cilindra.
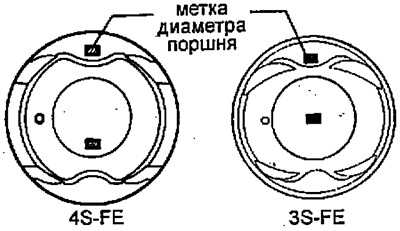
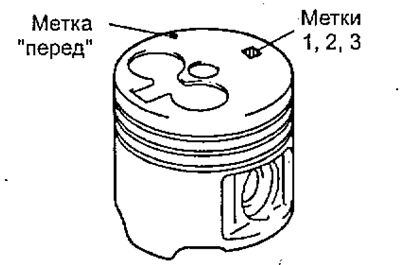
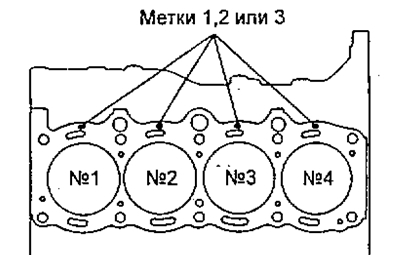
Napomena: postoje tri skupine veličina nominalnog promjera klipa, označene oznakama (figure) "1", "2" i "3" odnosno. Oznaka se nanosi na krunu klipa rubom u smjeru okomitom na os osovinice klipa ili na krunu klipa u sredini. Obratite pozornost na etiketu (iskopavanje) "prije", po kojoj klip treba biti ugrađen u cilindar.

3S - FE, 4S - FE
4A - FE, 5A - FE, 7A - FE
2C
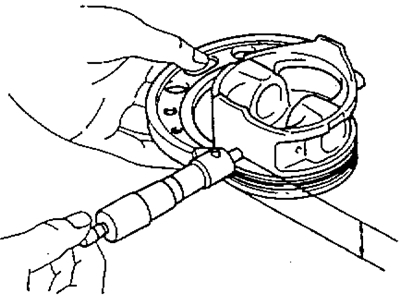
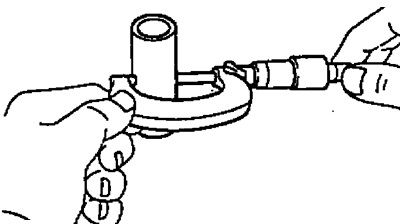
A) Mikrometrom izmjerite promjer ruba klipa na udaljenosti od 25,4 mm (3S - FE), 26,0 mm (4S - FE); 24,5 mm (4A - FE, 5A - FE, 7A - FE); 64,5 mm (2C); od površine klipa (ispod razine utora klipnog prstena) i u smjeru okomitom na os osovinice klipa, kao što je prikazano na slici.
Nazivni promjer klipa:
Motor 2C:
- označiti "1" - 85,945 - 85,955 mm
- označiti "2" - 85,955 - 85,965 mm
- označiti "3" - 85,965 - 85,975 mm
- rem. (0,50) - 86,445 - 86,475 mm
Motor 3S - FE:
- označiti "1" - 85.870 - 85.880 mm
- označiti "2" - 85.880 - 85.890 mm
- označiti "3" - 85.890 - 85.890 mm
- rem. (0,50) - 86,425 - 86,455 mm
Motor 4S - FE:
- označiti "1" - 82,437 - 82,447 mm
- označiti "2" - 82,447 - 82,457 mm
- označiti "3" - 82,457 - 82,467 mm
- rem. (0,50) - 82,937 - 82,967 mm
- rem. (0,75) - 83,187 - 83,217 mm
Motori 4A - FE, 7A - FE:
- označiti "1" — 80,905 - 80,915 mm
- označiti "2" - 80,915 - 80,925 mm
- označiti "3" - 80,925 - 80,935 mm
- rem. (0,50) - 81.430 - 81.460 mm
Motor 5A - FE:
- označiti "1" - 78,605 - 78,615 mm
- označiti "2" - 78,615 - 78,625 mm
- označiti "3" - 78,625 - 78,630 mm
- rem. (0,50) - 79.130 - 79.160 mm
b) Izmjerite promjere cilindara u smjeru osi motora.
V) Pronađite razliku između mjerenja promjera klipa i promjera cilindra.
Zazor između cilindra i klipa:
2C:
- nazivni - 0,045 - 0,065 mm
- maksimalno - 0,15 mm
3S - FE:
- nazivni - 0,120 - 0,140 mm
- maksimalno - 0,190 mm
4S - FE:
- nazivni - 0,053 - 0,073 mm
- maksimalno - 0,120 mm
4A - FE, 5A - FE, 7A - FE:
- nazivni - 0,085 - 0,105 mm
- maksimalno - 0,130 mm
Ako je zazor veći od maksimalnog, zamijenite sva četiri klipa i probušite sva četiri cilindra. Zamijenite blok cilindra ako je potrebno.
Napomena: Kada koristite novi blok cilindra, koristite klip s istom oznakom (broj), što je promjer cilindra. Promjer cilindra označen je na bloku cilindra na mjestima prikazanim na slici.
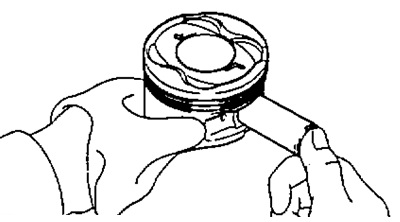
B. Provjerite krajnji razmak "kompresijski prsten - žlijeb klipa", mjereći ga plosnatim mjeračem kao što je prikazano na slici.
Nazivni razmak:
Kompresijski prsten #1:
- 3S - FE - 0,040 - 0,080 mm
- 4S - FE - 0,030 - 0,070 mm
4A - FE, 5A - FE, 7A - FE:
- T - 0,050 - 0,085 mm
- 2R - 0,045 - 0,080 mm
- 2C - 0,100 - 0,140 mm
Kompresijski prsten #2:
- 3S - FE, 4S - FE, 4A - FE, 5A - FE, 7A - FE - 0,030 - 0,070 mm
- 2C - 0,050 - 0,090 mm
Uljni prsten:
2C - 0,030 - 0,070 mm
4A - FE, 5A - FE, 7A - FE:
- T - 0,02 - 0,16 mm
- 2R - 0,03 - 0,11 mm
Ako je zazor veći od prihvatljivog, zamijenite klip.
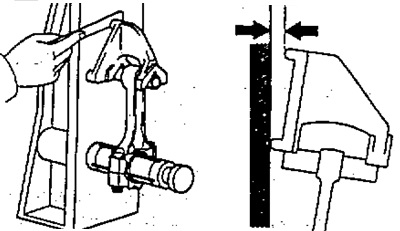
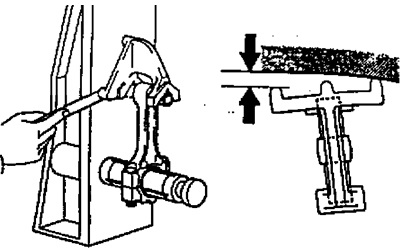
B. Provjerite zazor u bravi klipnog prstena.
A) Umetnite klipni prsten u cilindar.
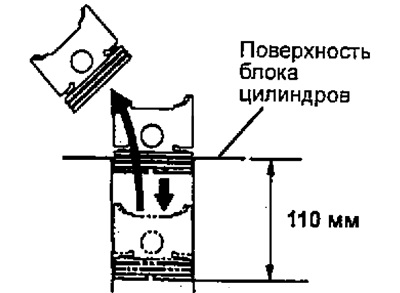
b) Pomoću klipa gurnite prsten na udaljenost od 110 mm (3S - FE, 5A - FE); 107 mm (7A - FE); 100 mm (4A - FE, 5A - FE); 120 mm (2C) od površine bloka cilindra, kao što je prikazano na slici.
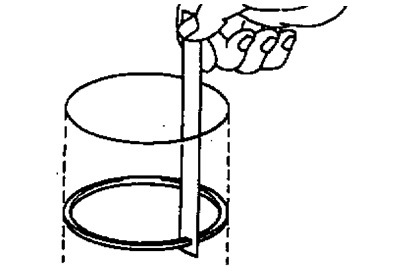
V) Upotrijebite plosnati mjerač za mjerenje razmaka u bravi.
Motor 2C:
Nazivni razmak:
- kompresijski prsten br. 1 - 0,27 - 0,037 mm
- kompresijski prsten br. 2 - 0,34 - 0,47 mm
- prsten za struganje ulja (strugalice) — 0,20 - 0,40 mm
Maks. razmak:
- kompresijski prsten br. 1 - 0,98 mm
- kompresijski prsten br. 2 - 0,92 mm
- prsten za struganje ulja (strugalice) - 1,00 mm
Motor 3S - FE:
Nazivni razmak:
- kompresijski prsten br. 1 - 0,27 - 0,40 mm
- kompresijski prsten br. 2 - 0,27 - 0,41 mm
- prsten za struganje ulja (strugalice) — 0,20 - 0,70 mm
Maks. razmak:
- kompresijski prsten br. 1 - 1,00 mm
- kompresijski prsten br. 2 - 1,01 mm
- prsten za struganje ulja (strugalice) - 1,30 mm
Motor 4S - FE:
Nazivni razmak:
- kompresijski prsten br. 1 - 0,25 - 0,38 mm
- kompresijski prsten br. 2 - 0,20 - 0,32 mm
- prsten za struganje ulja (strugalice) — 0,15 - 0,40 mm
Maks. razmak:
- kompresijski prsten N°1 - 0,98 mm
- kompresijski prsten br. 2 - 0,92 mm
- prsten za struganje ulja (strugalice) - 1,00 mm
Motor 5A - FE:
Nominalni zazor: kompresijski prsten #1
- T - 0,25 - 0,37 mm
- 2R - 0,25 - 0,35 mm
kompresijski prsten #2
- T - 0,37 - 0,52 mm
- 2R - 0,35 - 0,50 mm
prsten za struganje ulja (strugalice)
- T - 0,15 - 0,40 mm
- 2R - 0,10 - 0,35 mm
Maks. razmak:
- kompresijski prsten br. 1 - 0,97 mm
- kompresijski prsten br. 2 - 0,95 mm
- prsten za struganje ulja (strugalice) - 0,70 mm
Motor 4A - FE, 7A - FE:
Nazivni razmak:
- kompresijski prsten br. 1 - 0,25 - 0,35 mm
- kompresijski prsten br. 2 - 0,35 - 0,50 mm
prsten za struganje ulja (strugalice)
- T - 0,15 - 0,40 mm
- 2R - 0,10 - 0,35 mm
Maks. razmak:
- kompresijski prsten br. 1 - 1,07 mm
- kompresijski prsten br. 2 - 1,02 mm
- prsten za struganje ulja (strugalice) - 1,62 mm
Ako je zazor u bravi veći od maksimalnog, zamijenite klipni prsten. Ako je razmak u bravi veći od maksimalnog čak i s novim klipnim prstenom, probušite sve cilindre ili zamijenite blok cilindra.
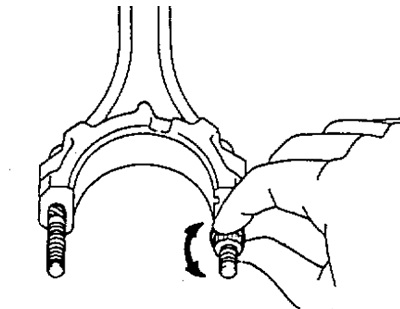
D. Provjerite osovinicu klipa.
Kad se klip zagrije na 60°C klipni klip bi se trebao kretati u klipu bez značajnijeg napora. Nakon provjere uklonite osovinicu klipa.
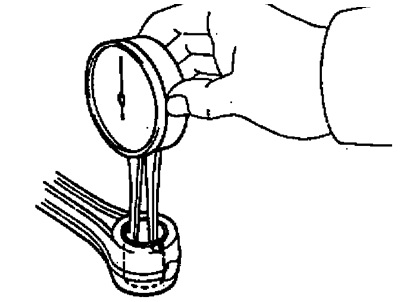
3. Provjerite koncentričnost klipnjače.
A. Pomoću posebnog alata i mjerača provjerite savijanje klipnjače kao što je prikazano na slici. Maksimalno dopušteno savijanje po 100 mm duljine:
- 5A - FE - 0,03 mm
- ostatak - 0,05 mm
Ako je uvijanje više nego prihvatljivo, zamijenite klipnjaču zajedno s poklopcem klipnjače.
Na isti način provjerite uvijanje klipnjače, kao što je prikazano na slici.
Maksimalno uvijanje po 100 mm duljine:
- Motori serije E - 0,05 mm
- motori serije C, S - 0,15 mm
B. (2C, 3S - FE) Provjerite zazor ulja osovinice klipa.
A) Pomoću unutarnjeg mjerača izmjerite unutarnji promjer čahure klipnjače.
Unutarnji promjer rukavca:
2C
- oznaka A - 27.011 - 27.015 mm
- oznaka B - 20.015 - 20.019 mm
- oznaka c - 20.016 - 20.021 mm
3S - FE - 22.005 - 22.017 mm
b) Mikrometrom izmjerite promjer osovinice klipa.
Promjer osovinice klipa:
- 2C - 27.000 - 27.012 mm
- 3S - FE - 21.997 - 22.009 mm
V) Oduzmite izmjereni promjer osovinice klipa od izmjerenog unutarnjeg promjera čahure.
Nazivni zazor ulja:
- 2C - 0,007 - 0,015 mm
- 3S - FE - 0,005 - 0,011 mm
Maksimalni zazor ulja - 0,05 mm
Ako je zazor ulja veći od maksimalnog, zamijenite čahuru. Ako je potrebno, zamijenite sklop klipa i osovinice klipa.
U. (2C, 3S - FE) Ako je potrebno, zamijenite čahuru klipnjače.
A). Koristeći drift i prešu, istisnite čahuru iz glave klipnjače.
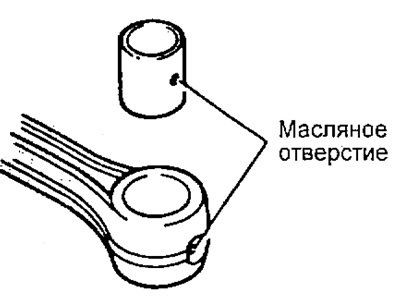
b) (3S - FE) Poravnajte rupe za podmazivanje nove čahure i klipnjače i pritisnite čahuru.
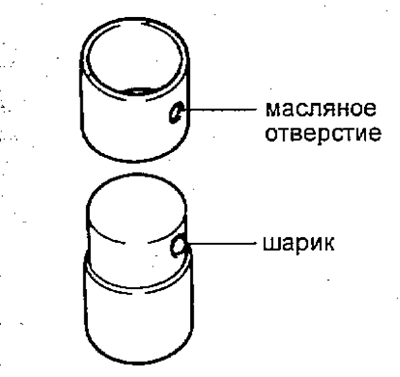
(2C) Ugradite čahuru na specijalni alat, pričvrstivši je kuglicom u ulju (lubrikant) rupe za čahure.
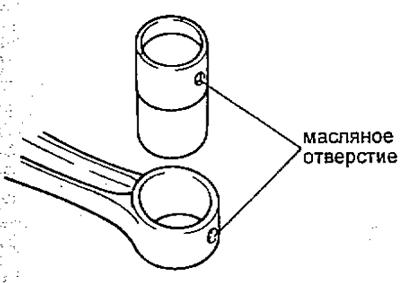
Poravnajte rupe za podmazivanje čahure i klipnjače.
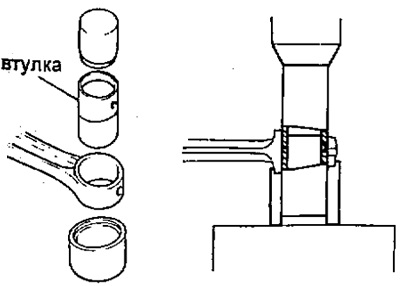
Pomoću posebnog alata i preše utisnite čahuru.
V) Izmjerite zazor ulja klipnog klipa i, ako je potrebno, izbrusite ili ponovno izbrusite novu čahuru na ispravan zazor.
G) Provjerite rad osovinice klipa na normalnoj sobnoj temperaturi. Premažite osovinicu klipa motornim uljem i gurnite je prema slici.
G. (3S - FE) Provjerite vijke klipnjače.
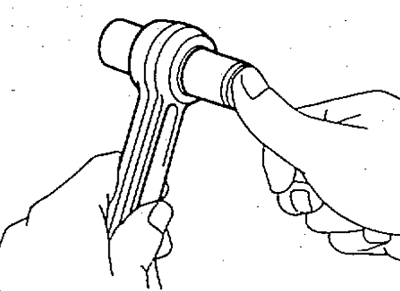
A) Zavijte maticu na svaki vijak i provjerite može li se matica lako okrenuti rukom, za punu duljinu navoja vijka.
b) Ako se matica ne može zavrnuti rukom, izmjerite vanjski promjer navoja vijka kalibrom u području gdje su navoji najviše istrošeni.
Standardni promjer:
- 3S - FE - 7,86 - 8,00 mm
Minimalni promjer:
- 3S - FE - 7,60 mm
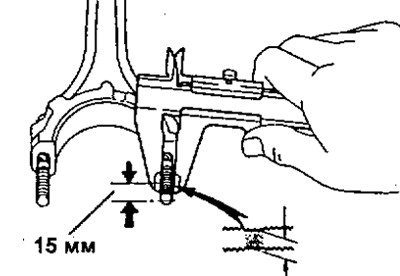
Napomena: Ako je ovo područje teško uočiti vizualno, tada mjerite na udaljenosti od 15 mm od kraja vijka, kao što je prikazano na slici.
Ako je vanjski promjer navoja manji od minimalnog, zamijenite vijak klipnjače i maticu kao jedan sklop.