
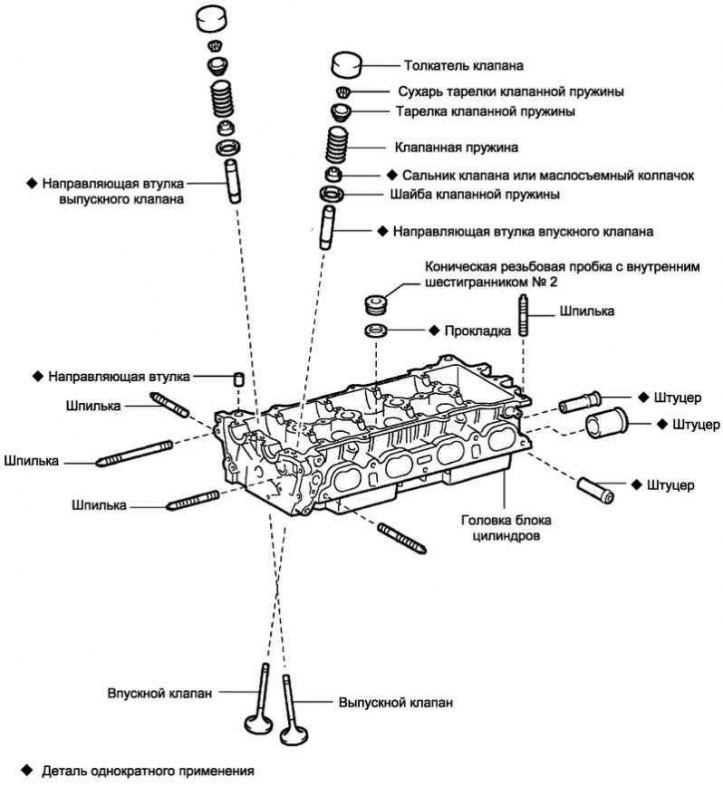
Riža. 2.218. Komponente glave cilindra
Uklanjanje stožastog vijka br. 2
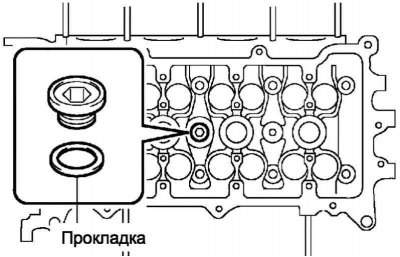
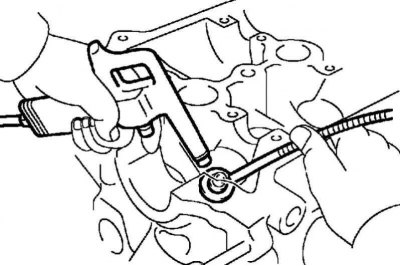
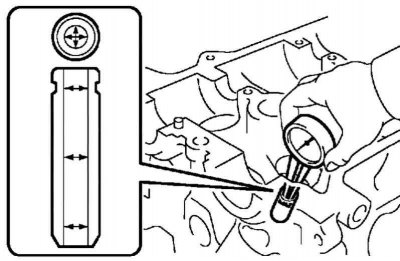
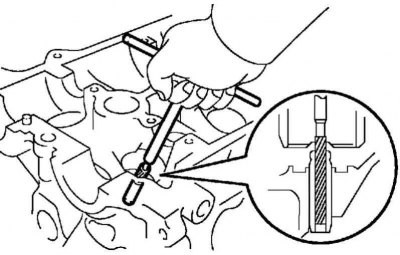
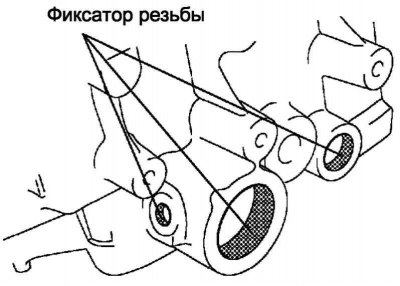
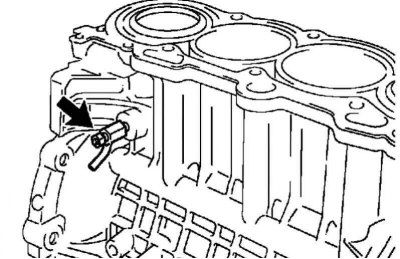
Riža. 2.219. Stožasti navojni čep
Koristeći šesterokutni ključ od 10, odvrnite stožasti čep i uklonite brtvu (riža. 2.219).
Uklanjanje podizača ventila
Uklonite 16 podizača ventila s glave cilindra.
Uklanjanje ventila
Ugradite glavu cilindra na drvene blokove.
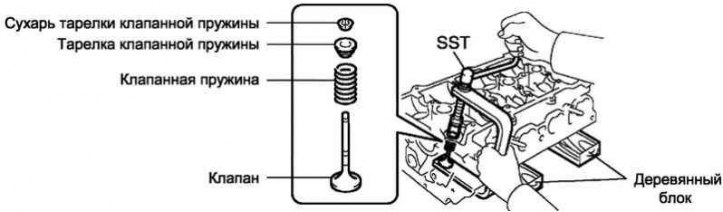
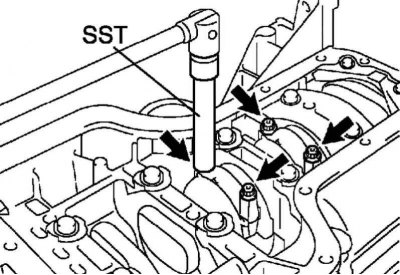
Riža. 2.220. Uklanjanje razvoda ventila
Bilješka. Uklonite sve ventile s glave cilindra dolje opisanim redoslijedom (riža. 2.220).
Pomoću SST alata stisnite oprugu i uklonite 2 klina opruge ventila.
Uklonite opružne ploče, unutarnje opruge ventila i ventile s glave cilindra.
Uklanjanje uljnih brtvi
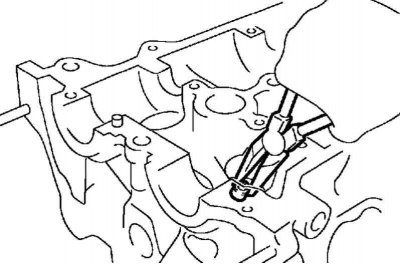
Riža. 2.221. Uklanjanje uljne brtve
Pomoću kliješta s tankim čeljustima uklonite 8 brtvi ventila (riža. 2.221).
Uklanjanje podloški opruge ventila
Riža. 2.222. Uklanjanje podloške opruge ventila
Koristeći komprimirani zrak i magnetsku šipku, uklonite opružne podloške od 8 ventila (riža. 2.222).
Stud ispada
Riža. 2.223. Položaj vijaka glave cilindra
Pomoću nasadnih ključeva TORX E5 i E7 uklonite 10 klinova (riža. 2.223).
Provjera deformacije glave cilindra
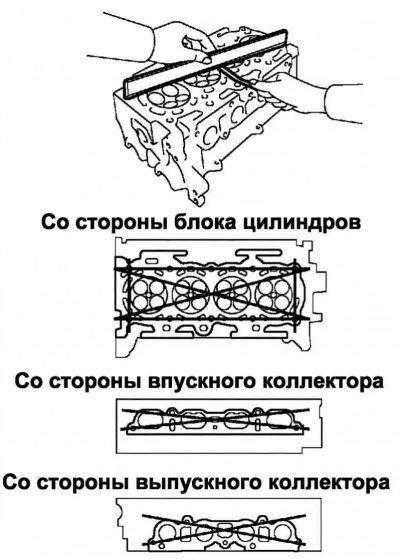
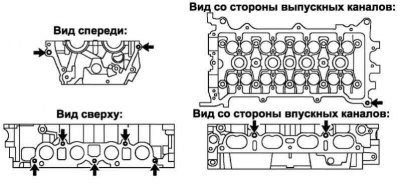
Riža. 2.224. Provjera deformacije glave cilindra
Koristeći precizno ravnalo i mjerač, izmjerite količinu savijanja ravnina koje se spajaju s blokom cilindra i razvodnicima (riža. 2.224).
Najveća dopuštena količina savijanja:
- sa strane bloka cilindra - 0,05 mm;
- od usisnog razvodnika - 0,10 mm;
- od ispušnog razvodnika - 0,10 mm.
Ako krivljenje premašuje najveću dopuštenu vrijednost, zamijenite glavu cilindra.
Provjerite ima li na glavi motora pukotina i oštećenja
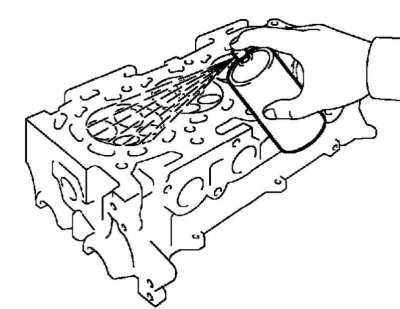
Riža. 2.225. Provjerite ima li na glavi motora pukotina i oštećenja
Koristeći metodu razvijanja boje, provjerite i potvrdite da nema pukotina u komori za izgaranje, usisnim otvorima, ispušnim otvorima i na površini bloka cilindra (riža. 2.225).
Provjera sjedišta ventila
Nanesite tanak sloj pruskog plavog ili bijelog olova na kosinu ventila.
Lagano pritisnite ventil na sjedište.
Bilješka. Ne okrećite ventil.
Provjerite površinu ventila i sjedište ventila dolje opisanim redoslijedom.
Ako postoji neprekidni trag oko cijelog opsega skošenja ventila, disk ventila nije nakošen. U suprotnom, ventil se mora zamijeniti.
Ako postoji neprekinuti trag paste po cijelom opsegu sjedišta ventila, os vodeće čahure, disk ventila i sjedište su poravnati. U suprotnom, površina sjedišta ventila mora se ponovno izbrusiti.
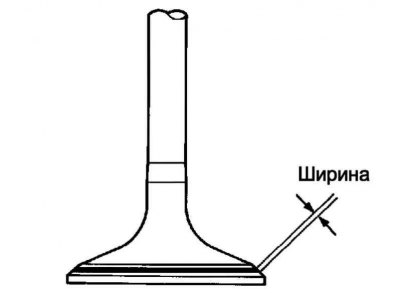
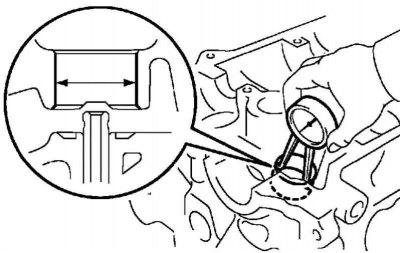
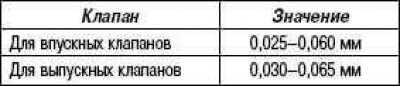
Riža. 2.226. Širina kontaktnog područja
Uvjerite se da se površina ventila spaja sa srednjim dijelom površine sjedišta ventila i da širina kontaktne zone odgovara nazivnoj vrijednosti (riža. 2.226).
Popravak sedla ulaznih ventila
Koristeći rezač od 45°, izbušite površinu sjedišta ventila u glavi cilindra malo šire od nazivne kontaktne širine sjedišta ventila (riža. 2.227a).
Bilješka. Za glatkiju površinu sjedišta ventila, manje pritiskajte rezač prilikom bušenja sjedišta.
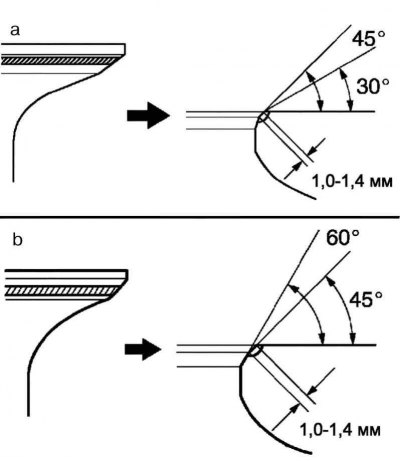
Riža. 2.227. Uzorak provrta sjedišta usisnog ventila
Uvjerite se da se površina ventila spaja sa srednjim dijelom površine sjedišta ventila. U suprotnom, ponovno izbušite površinu sjedala rezačem pod kutom od 45° (riža. 2.227 a).
Obradite površinu sjedišta ventila rezačem od 30°ili 60°tako da kontaktna površina između sjedišta ventila i prednje strane ventila bude u sredini kosine.
Ako je kontaktna površina na licu ventila previsoka, koristite rezače s kutom oštrice od 30°i 45°za obradu sjedišta (riža. 2.227b).
Ako je kontaktna površina na licu ventila preniska, koristite rezače s kutom oštrice od 60°i 45°za obradu sjedišta.
Lappirajte ventil na sjedište ventila s brusnom pastom. Rad se obavlja ručno.
Ponovno provjerite prianjanje sjedišta ventila.
Popravak sjedišta ispušnog ventila
Koristeći rezač od 45°, izbušite površinu sjedišta ventila u glavi cilindra malo šire od nazivne kontaktne širine sjedišta ventila.
Bilješka. Kako bi površina sjedišta ventila bila glatkija, postupno smanjite pritisak na rezač prilikom bušenja sjedišta.
Uvjerite se da se površina ventila spaja sa srednjim dijelom površine sjedišta ventila. U suprotnom, ponovno izbušite površinu sjedala rezačem pod kutom od 45°.
Obradite površinu sjedišta ventila rezačem od 30°ili 75°tako da kontaktna površina između sjedišta ventila i površine ventila bude u sredini.
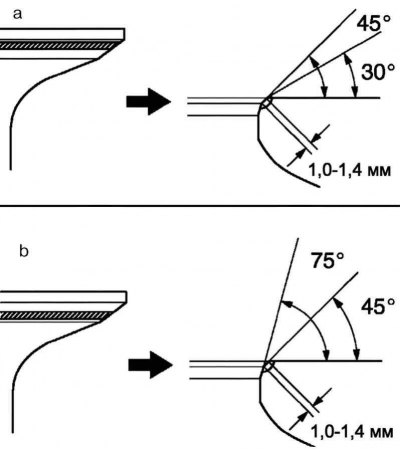
Riža. 2.228. Uzorak provrta sjedišta ispušnog ventila
Ako je kontaktna površina na licu ventila previsoka, koristite rezače s kutom oštrice od 30°i 45°za obradu sjedišta (riža. 2.228 a).
Ako je kontaktna površina na licu ventila preniska, koristite rezače s kutom oštrice od 75°i 45°za obradu sjedišta (riža. 2.228b).
Lappirajte ventil na sjedište ventila s brusnom pastom. Rad se obavlja ručno.
Ponovno provjerite prianjanje sjedišta ventila.
Provjera aksijalnog zazora bregastog vratila
Ugradite 2 bregaste osovine.
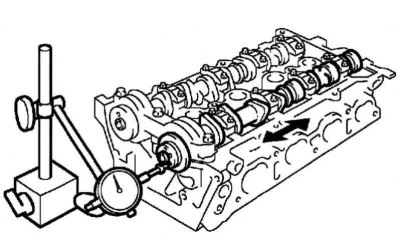
Riža. 2.229. Provjera aksijalnog zazora bregastog vratila
Pomicanjem bregastog vratila u aksijalnom smjeru, izmjerite aksijalni zazor indikatorom (riža. 2.229).
- Nazivni aksijalni zazor: 0,040 - 0,095 mm.
- Najveći dopušteni aksijalni razmak: 0,110 mm.
Ako aksijalni zazor premašuje najveću dopuštenu vrijednost, zamijenite glavu cilindra. Ako su rukavci ležaja bregastog vratila oštećeni, zamijenite bregasto vratilo.
Mjerenje zazora ulja na rukavcima bregastog vratila
Očistite 9 poklopaca ležaja i rukavce bregastog vratila.
Ugradite bregaste osovine u glavu cilindra.
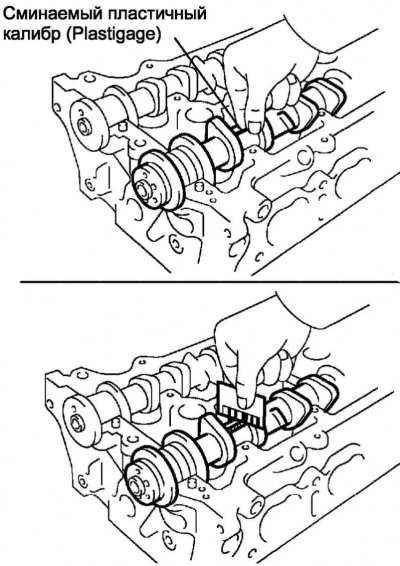
Riža. 2.230. Mjerenje zazora ulja na rukavcima bregastog vratila
Postavite zgužvane plastične mjerače aksijalno na sve rukavce bregastog vratila (riža. 2.230).
Ugradite 9 kapica ležajeva bregastog vratila.
Bilješka. Ne okrećite bregaste osovine.
Uklonite 9 poklopaca ležaja.
Izmjerite sklopive plastične mjerače na najširem mjestu (riža. 2.230).
- Nazivni zazor ulja: 0,035–0,072 mm.
- Najveći dopušteni zazor ulja: 0,10 mm.
Bilješka. Nakon mjerenja potpuno uklonite ostatke zdrobljenog plastičnog mjerača.
Bilješka. Ako zazor ulja premašuje najveću dopuštenu vrijednost, zamijenite glavu cilindra ili bregasto vratilo.
Provjera podizača ventila
Riža. 2.231. Mjerenje promjera podizača ventila
Izmjerite promjer podizača ventila mikrometrom (riža. 2.231).
Promjer podizača ventila: 30,966–30,976 mm.
Ako promjer nije ispravan, zamijenite podizač ventila.
Provjera zazora ulja podizača ventila
Riža. 2.232. Mjerenje zazora ulja podizača ventila
Pomoću mjerača provrta izmjerite promjer sjedišta podizača ventila u glavi motora (riža. 2.232).
Promjer sjedišta podizača ventila: 31.000 - 31.025 mm.
Ako promjer nije ispravan, zamijenite glavu cilindra.
Oduzmite izmjereni promjer podizača ventila od promjera sjedišta podizača ventila.
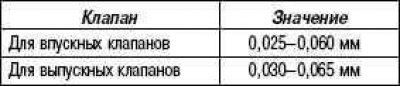
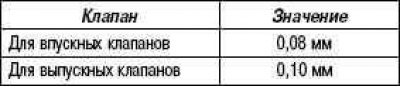
- Nazivni zazor ulja: 0,024–0,059 mm.
- Najveći dopušteni razmak ulja: 0,079 mm.
Ako zazor ulja premašuje najveću dopuštenu vrijednost, zamijenite podizač ventila. Ako je potrebno, zamijenite glavu cilindra.
Opruge kontrolnih ventila
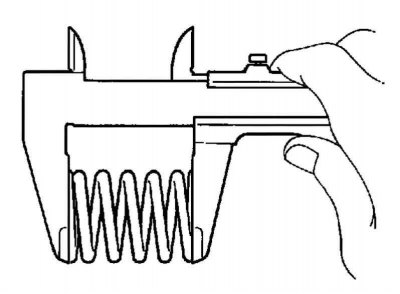
Riža. 2.233. Duljina opruge mjernog ventila
Pomoću čeljusti izmjerite ukupnu slobodnu duljinu opruge ventila (riža. 2.233).
- Slobodna duljina: 43,40 mm.
Ako slobodna duljina nije unutar specifikacije, opruga ventila se mora zamijeniti.
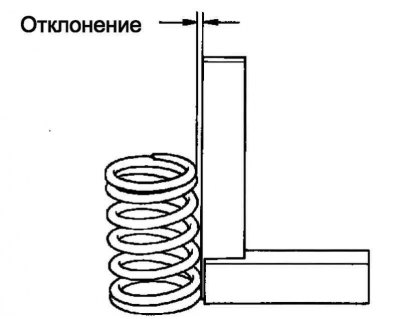
Riža. 2.234. Mjerni kvadrat opruge ventila
Pomoću kuta izmjerite okomitost opruge ventila (riža. 2.234).
- Najveće dopušteno odstupanje: 1,6 mm.
- Najveći dopušteni kut (za referencu): 2°
Ako odstupanje premašuje najveću dopuštenu vrijednost, zamijenite oprugu ventila.
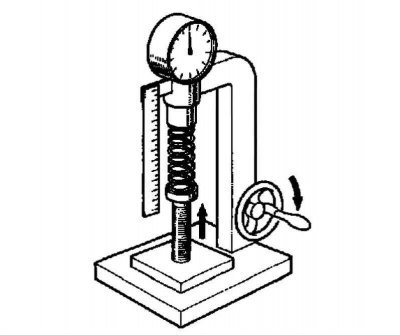
Riža. 2.235. Mjerenje sile opruge ventila
Na posebnom stalku izmjerite silu pritiska opruge ventila na nazivnoj duljini (riža. 2.235).
- Sila na nazivnoj duljini: 158,6 - 175,4 N na 33,6 mm.
- Maksimalna radna sila: 335,3 - 370,7 N na 24,1 mm.
Ako sila na nazivnoj duljini ne odgovara propisanoj vrijednosti, potrebno je zamijeniti oprugu ventila.
Kontrolni ventili
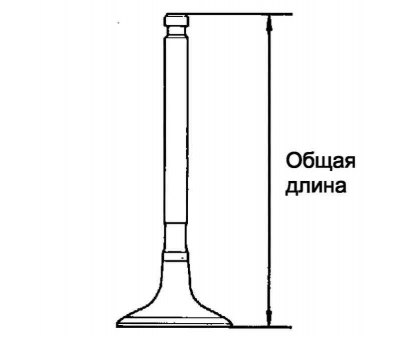
Riža. 2.236. Ukupna duljina ventila
Pomoću čeljusti izmjerite ukupnu duljinu ventila (riža. 2.236).
Ukupna nazivna duljina ventila
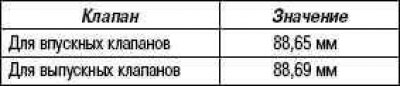
Najmanja dopuštena ukupna duljina ventila
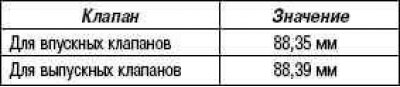
Ako je ukupna duljina ventila manja od minimalne dopuštene vrijednosti, ventil se mora zamijeniti.
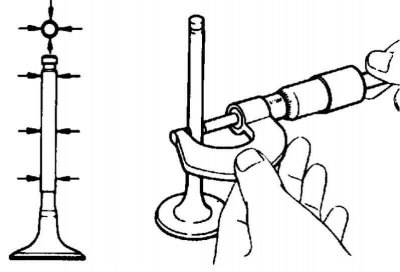
Riža. 2.237. Mjerenje promjera stabla ventila
Izmjerite promjer stabla ventila mikrometrom (riža. 2.237).
Promjer stabla ventila
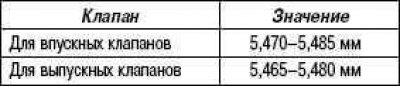
Ako promjer nije ispravan, zamijenite ventil.
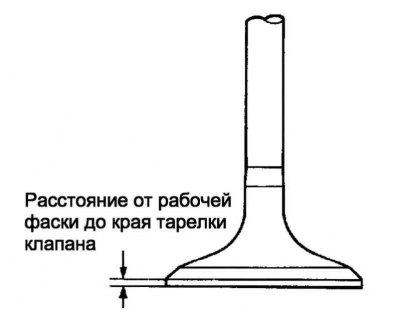
Riža. 2.238. Udaljenost od skošenja do ruba diska ventila
Pomoću čeljusti izmjerite udaljenost od radnog skošenja do ruba diska ventila (riža. 2.238).
Nazivni razmak od radnog skošenja do ruba diska ventila: 1,0 mm.
Najmanji dopušteni razmak od radne ivice do diska ventila: 0,7 mm.
Ako je udaljenost manja od minimalne dopuštene vrijednosti, ventil se mora zamijeniti.
Provjera zazora ulja na stablu ventila u čahuri za vođenje
Riža. 2.239. Mjerenje unutarnjeg promjera vodilice ventila
Izmjerite unutarnji promjer vodilice ventila mjeračem provrta (riža. 2.239).
Unutarnji promjer rukavca: 5.510–5.530 mm.
Ako promjer nije točan, zamijenite vodilicu ventila.
Oduzmite izmjereni promjer stabla ventila od unutarnjeg promjera vodilice ventila.
Nazivni zazor ulja
Maksimalno dopušteni razmak ulja
Ako zazor ulja premašuje najveću dopuštenu vrijednost, zamijenite ventil i vodilicu ventila.
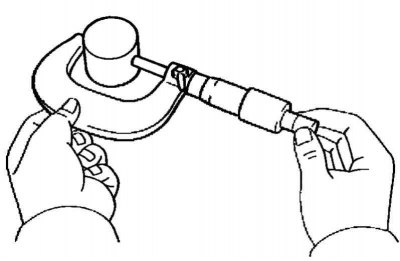
Zamjena vodilice ventila
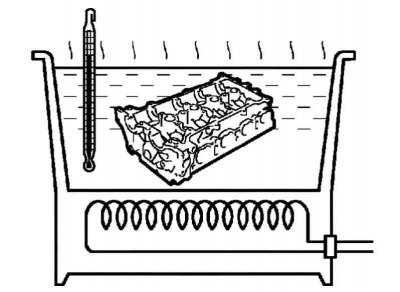
Riža. 2.240. Grijanje glave cilindra u posebnoj kutiji
Zagrijte glavu cilindra na temperaturu od 80-100°C (riža. 2.240).
Ugradite glavu cilindra na drvene blokove.
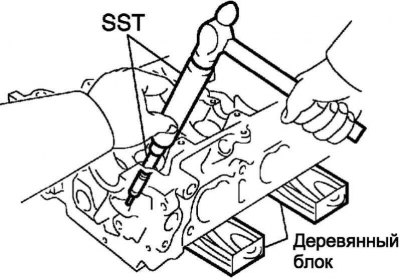
Riža. 2.241. Uklanjanje vodilice ventila
Koristite SST alat za izbacivanje vodilice ventila (riža. 2.241).
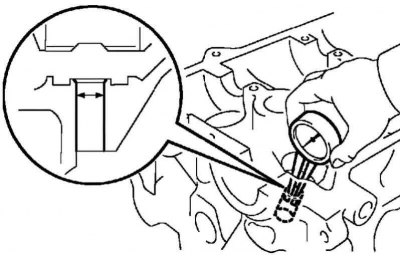
Riža. 2.242. Mjerenje promjera sjedišta vodilice ventila u glavi motora
Pomoću mjerača provrta izmjerite promjer sjedišta vodilice ventila u glavi motora (riža. 2.242).
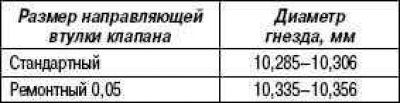
- Promjer: 10,285–10,306 mm.
Ako je promjer sjedišta čahure u glavi cilindra veći od 10,306 mm, probušite sjedište do promjera 10,335–10,356 mm kako biste ugradili predimenzioniranu vodilicu ventila.
Ponovno zagrijte glavu cilindra na temperaturu od 80-100°C.
Ugradite glavu cilindra na drvene blokove.
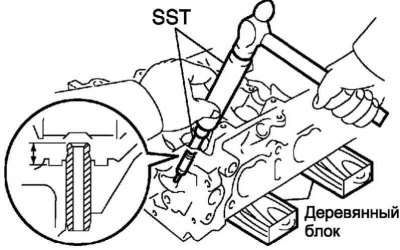
Riža. 2.243. Utiskivanje nove vodilice ventila
Koristeći SST alat, utisnite novu vodilicu ventila do nominalne izbočine (riža. 2.243).
- Visina izbočine: 8,7-9,1 mm.
Riža. 2.244. Provrt za vođenje ventila
Razvrtačem od 5,5 mm izbušite vodilicu ventila do veličine koja osigurava nominalni razmak između vodilice ventila i stabla ventila (riža. 2.244).
Nazivni zazor ulja
Utiskivanje zatika vodilice
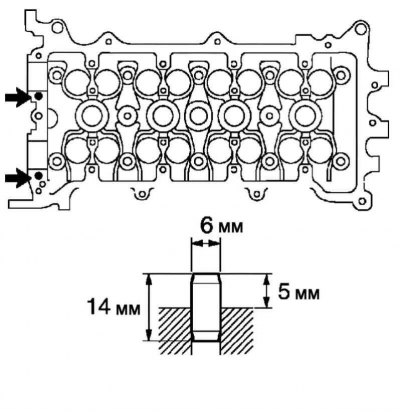
Riža. 2.245. Shema utiskivanja zatika za vođenje
Koristite plastični čekić da zabijete 2 klina za vođenje (riža. 2.245).
- Nazivna izbočina: 5 mm.
Ugradnja armature
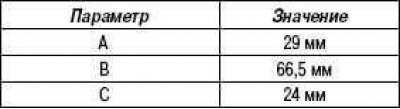
Riža. 2.246. Udaljenost označena bojom
Bojom označite propisani položaj okova (riža. 2.246).
Riža. 2.247. Točke podmazivanja
Podmažite provrte za spojnice u glavi cilindra mašću za pričvršćivanje (riža. 2.247).
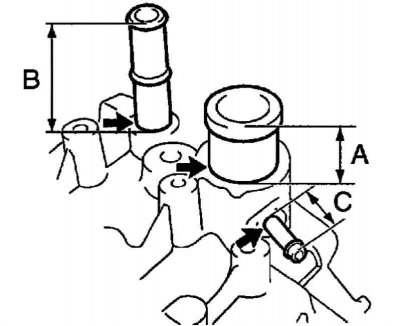
Riža. 2.248. Dubina ugradnje
Utisnite nove priključke tako da se oznaka nalazi u razini površine glave cilindra (riža. 2.248).
Ocijenjena izvedba
Bilješka. Pritisnite fitinge unutar 3 minute nakon nanošenja maziva za pričvršćivanje.
Napunite rashladnu tekućinu najranije jedan sat nakon postavljanja spojnica.
Ugradnja klina
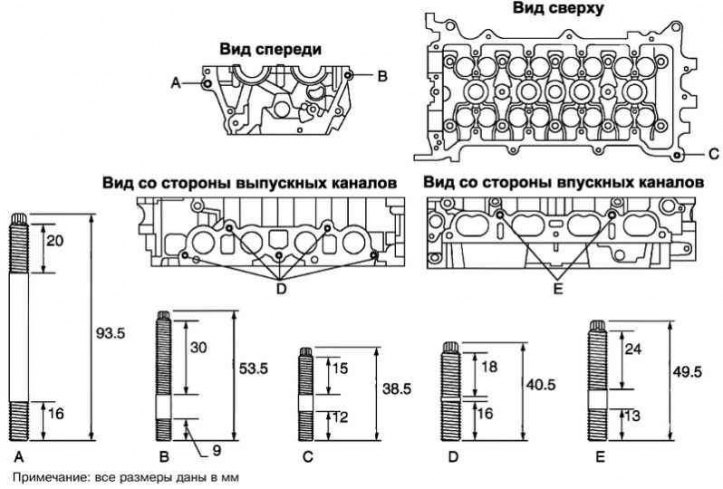
Riža. 2.249. Shema instalacije klina
Pomoću nasadnih ključeva TORX E5 i E7 omotajte 11 klinova (riža. 2.249).
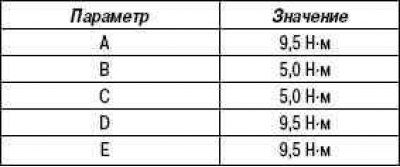
Zakretni moment
Ugradnja podloški za opruge ventila
Riža. 2.250. Ugradnja podloške opruge ventila
Ugradite 8 opružnih podložaka ventila u poklopac glave cilindra (riža. 2.250).
Ugradnja brtvi ventila
Podmažite brtve stabla ventila motornim uljem.
Bilješka. Pazite da ne pomiješate brtve usisnog i ispušnog ventila. Neispravna ugradnja brtvi ventila može uzrokovati kvar.

Riža. 2.251. Označavanje brtvi ventila u boji
Brtve osovine ulaznog ventila obojene u sivu boju, brtve osovine ispušnog ventila obojene u crno (riža. 2.251).
Koristeći SST, ručno postavite nove brtve stabla ventila.
Ugradnja ventila
Ugradite sve ventile u glavu cilindra prema opisanom postupku.
Ugradite glavu cilindra na drvene blokove.
Ugradite ventile, unutarnje opruge ventila i opružne ploče u glavu cilindra.

Riža. 2.252. Montaža sušilice
Pomoću SST stisnite oprugu i postavite 2 klina opruge ventila na stablo ventila.
S šiljkom 5 i čekićem lagano udarite gornji kraj stabla ventila tako da krekeri zauzmu pravilan položaj.
Bilješka. Pazite da ne oštetite kraj stabla ventila.
Ugradnja podizača ventila
Podmažite podizače 16 ventila motornim uljem.
Riža. 2.253. Instalacija gurača
Ugradite 16 podizača ventila u glavu cilindra (riža. 2.253).
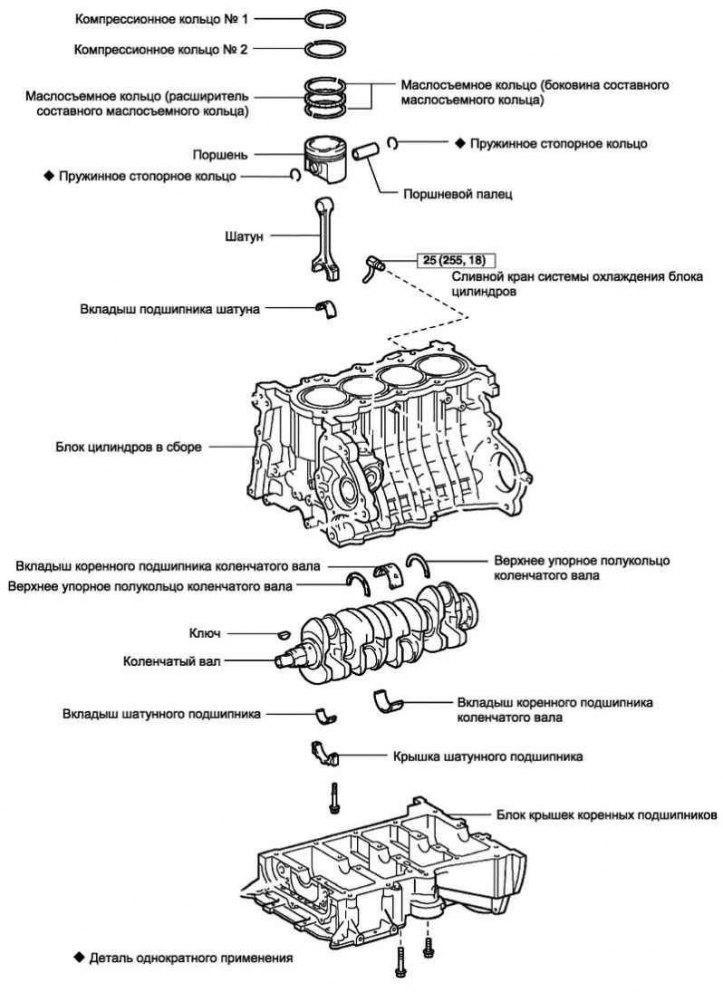
Riža. 2.254. Komponente bloka cilindra
Ugradnja stožastog vijčanog čepa #2
Koristeći utičnicu 10, zavrnite stožasti vijak s novom brtvom.
- Moment pritezanja: 44 Nm.
Pregrada bloka cilindara.
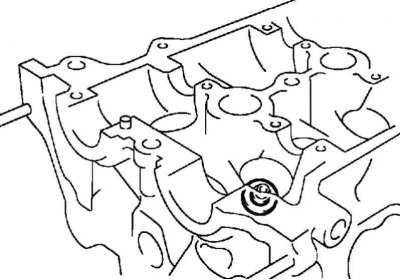
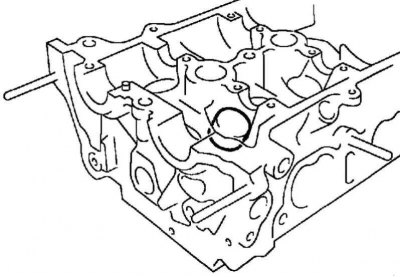
Uklanjanje sklopa slavine za ispuštanje rashladne tekućine
Riža. 2.255. Ventil za ispuštanje rashladne tekućine
Izvucite iz bloka cilindara dizalicu za ispuštanje rashladne tekućine u skupljanju (riža. 2.255).
Provjera aksijalnog zazora klipnjače
Okrenite radilicu i postavite klip cilindra #1 na TDC na taktu kompresije.
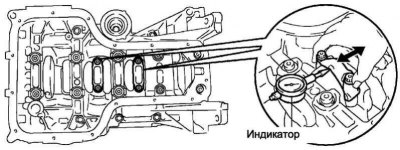
Riža. 2.256. Provjera aksijalnog zazora klipnjače cilindara br. 2 i br. 3
Pomičući klipnjaču naprijed-natrag, pomoću indikatora izmjerite aksijalni zazor u klipnjačama cilindara br. 2 i br. 3 (riža. 2.256).
- Nazivni aksijalni zazor: 0,160 - 0,342 mm.
- Najveći dopušteni aksijalni razmak: 0,342 mm.
Ako aksijalni zazor premašuje najveću dopuštenu vrijednost, zamijenite klipnjaču.
Ako je potrebno, zamijenite radilicu.
Okrenite radilicu i postavite klip cilindra #2 na TDC na taktu kompresije.
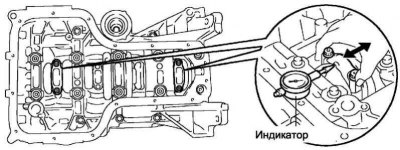
Riža. 2.257. Provjera aksijalnog zazora klipnjače cilindara br. 1 i br. 4
Pomičući klipnjaču naprijed-natrag, pomoću indikatora izmjerite aksijalni zazor u klipnjačama cilindara br. 1 i br. 4 (riža. 2.257).
- Nazivni aksijalni zazor: 0,160 - 0,342 mm.
- Najveći dopušteni aksijalni razmak: 0,342 mm.
Ako aksijalni zazor premašuje najveću dopuštenu vrijednost, zamijenite klipnjaču.
Ako je potrebno, zamijenite radilicu.
Provjera zazora ulja klipnjače
Okrenite radilicu i postavite klip cilindra #1 na TDC na taktu kompresije.
Izmjerite zazor ulja u klipnjačama cilindara #2 i #3.
Bilješka. Nemojte okretati radilicu tijekom mjerenja.
Obojite klipnjače i poklopce ležaja odgovarajućim brojevima cilindara.
Riža. 2.258. naljepnice u boji
Oznake na klipnjačama i na poklopcima ležaja potrebne su za pravilnu montažu (riža. 2.258).
Riža. 2.259. Uklanjanje vijaka poklopca klipnjače
Koristeći SST, uklonite 4 pričvrsna vijka i uklonite 2 poklopca klipnjače (riža. 2.259).
Očistite sve rukavce klipnjače i školjke ležaja klipnjače.
Provjerite ima li rupa ili ogrebotina na klinovima i školjkama ležaja.

Riža. 2.260. Slaganje plastičnog kalibra
Položite zgužvanu plastičnu mjeru duž klina (riža. 2.260).
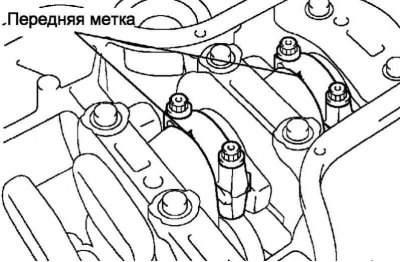
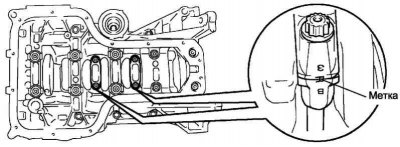
Riža. 2.261. Oznake na poklopcima ležajeva klipnjača
Provjerite jesu li jezičci na poklopcima ležaja klipnjače u ispravnom smjeru (riža. 2.261).
Nanesite lagani sloj motornog ulja na navoje i ispod glava vijaka poklopca klipnjače.
Koristeći SST, zategnite vijke u nekoliko koraka do propisanog momenta.
- Moment pritezanja: 20 Nm.
Označite prednju stranu svakog od vijaka kapice klipnjače bojom.
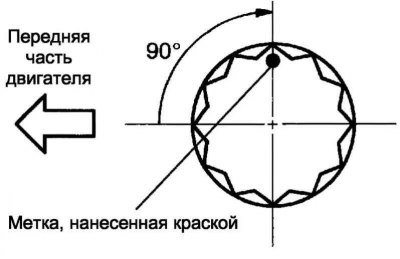
Riža. 2.262. Kut zakretanja zavrtnja poklopca
Zategnite pričvrsne vijke poklopca za 90°, kao što je prikazano na slici 2.262.
Uvjerite se da se radilica glatko okreće.
Koristeći SST, uklonite 4 vijka i 2 poklopca klipnjače.
Izmjerite sklopive plastične mjerače na njihovoj najširoj točki.
- Nazivni zazor ulja: 0,028–0,060 mm.
- Najveći dopušteni zazor ulja: 0,080 mm.
Bilješka. Poslije mjerenja potpuno uklonite sklopive plastične mjerače.
Bilješka. Ako zazor ulja premašuje najveću dopuštenu vrijednost, zamijenite ljusku ležaja klipnjače.
Bilješka. Ako je potrebno, brusite ili zamijenite radilicu.
Bilješka. Oznaka TAIHO nanosi se ili na strani izbočine ili na suprotnoj strani.
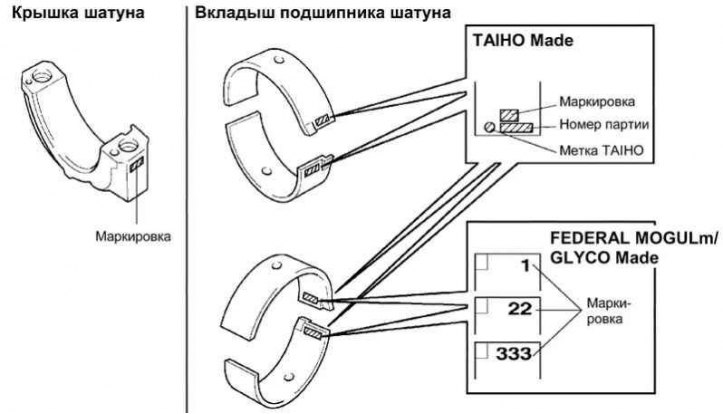
Riža. 2.263. Oznake i naljepnice na poklopcima klipnjača i na školjkama ležajeva klipnjača
Prilikom zamjene ljuske ležaja odaberite broj utisnut na klipnjači. Ležajne ljuske isporučuju se u 3 standardne klase veličine označene odgovarajućim brojevima «1», «2» i «3» (riža. 2.263).
Okrenite radilicu i postavite klip cilindra #2 na TDC na taktu kompresije.
Izmjerite zazor ulja u klipnjačama cilindara br. 1 i br. 4 (vidi sl. 2.258).
Bilješka. Nemojte okretati radilicu tijekom mjerenja.
Obojite klipnjače i poklopce ležaja odgovarajućim brojevima cilindara.
Bilješka. Oznake na klipnjačama i na poklopcima ležaja potrebne su za pravilnu montažu.
Koristeći SST, uklonite 4 vijka i 2 poklopca klipnjače.
Očistite sve rukavce klipnjače i školjke ležaja klipnjače.
Provjerite ima li rupa ili ogrebotina na klinovima i školjkama ležaja.

Riža. 2.264. Slaganje plastičnog kalibra
Položite zgužvanu plastičnu mjeru duž klina (riža. 2.264).
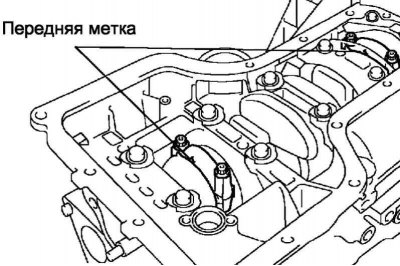
Riža. 2.265. Prednje oznake na poklopcima ležajeva klipnjača
Provjerite jesu li prednje oznake na poklopcima ležajeva klipnjače ispravno postavljene (riža. 2.265).
Nanesite lagani sloj motornog ulja na navoje i ispod glava vijaka poklopca klipnjače.
Koristeći SST 09205-16010, zategnite vijke u nekoliko koraka do navedenog momenta.
- Moment pritezanja: 20 Nm.
Označite prednju stranu svakog od vijaka kapice klipnjače bojom.
Zategnite pričvrsne vijke poklopca za 90°, kao što je prikazano na slici 2.262.
Uvjerite se da se radilica glatko okreće.
Koristeći SST, uklonite 4 vijka i 2 poklopca klipnjače.
Izmjerite sklopive plastične mjerače na njihovoj najširoj točki.
- Nazivni zazor ulja: 0,028–0,060 mm.
- Najveći dopušteni zazor ulja: 0,080 mm.
Bilješka. Poslije mjerenja potpuno uklonite sklopive plastične mjerače.
Bilješka. Ako zazor ulja premašuje najveću dopuštenu vrijednost, zamijenite ljusku ležaja klipnjače.
Bilješka. Ako je potrebno, brusite vrat ili zamijenite radilicu.
Bilješka. Oznaka TAIHO nanosi se ili na strani izbočine ili na suprotnoj strani.
Bilješka. Prilikom zamjene ljuske ležaja odaberite broj utisnut na klipnjači. Ležajne ljuske isporučuju se u 3 standardne klase veličine označene odgovarajućim brojevima «1», «2» i «3».
Uklanjanje šipki u skupljanju
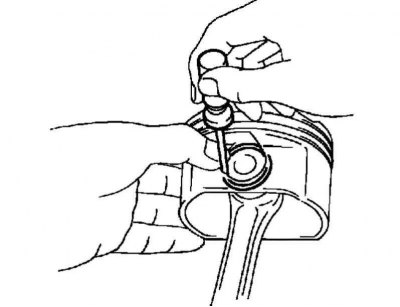
Riža. 2.266. Uklanjanje naslaga s vrha cilindra
Razvrtalom uklonite ugljik s vrha cilindra (riža. 2.266).
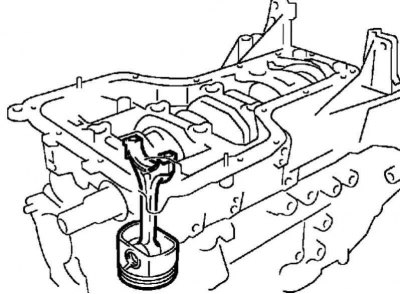
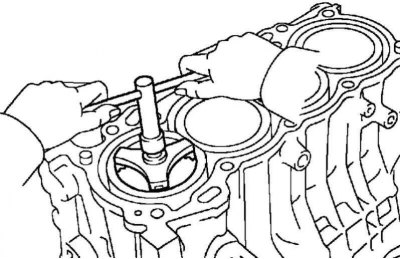
Riža. 2.267. Guranje klipa
Gurnite klip, zajedno s klipnjačom i gornjom školjkom ležaja, prema gore i van iz cilindra (riža. 2.267).
Bilješka. Školjke ležaja klipnjače, klipnjača i poklopac klipnjače su jedan set, pa ih treba sastaviti.
Bilješka. Prilikom rastavljanja klipove i klipnjače potrebno je presavinuti kako bi se prilikom naknadne montaže mogli ugraditi na ista mjesta.
Uklanjanje školjki ležaja klipnjače
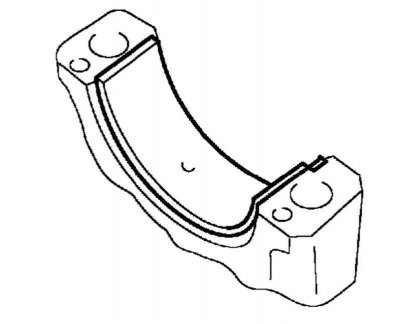
Riža. 2.268. Donji omotač ležaja klipnjače
Skinite donji ležaj klipnjače s poklopca (riža. 2.268).
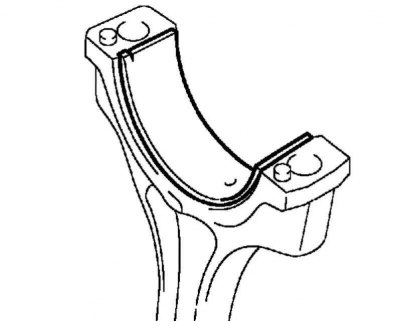
Riža. 2.269. Gornji ležaj klipnjače
Uklonite gornji ležaj klipnjače s klipnjače (riža. 2.269).
Skidanje klipnih prstenova
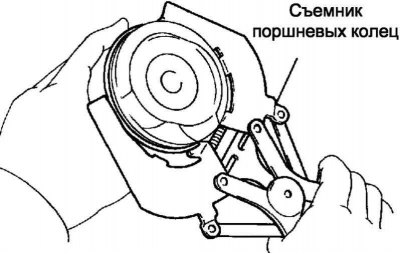
Riža. 2.270. Uklanjanje kompresijskih prstenova
Pomoću kliješta za klipne prstenove uklonite 2 kompresiona prstena (riža. 2.270).
Rukama uklonite 2 bočne stijenke prstena za struganje složenog ulja.
Uklanjanje klipnog sklopa s klipnom osovinicom
Riža. 2.271. Uklanjanje sigurnosnih prstenova
Upotrijebite mali odvijač da uklonite 2 osigurača (riža. 2.271).
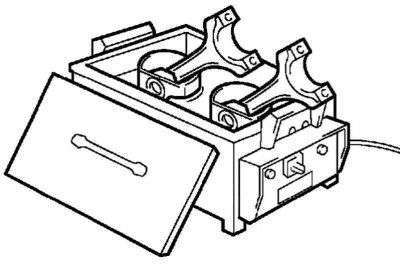
Riža. 2.272. Zagrijavanje klipova u posebnom bloku
Zagrijte klipove na temperaturu od 80-90°C (riža. 2.272).
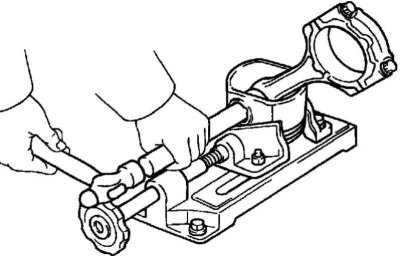
Riža. 2.273. Izbijanje osovinice klipa
Pomoću plastičnog čekića i mjedene šipke pažljivo izbijte osovinicu klipa i uklonite klipnjaču (riža. 2.273).
Bilješka. Klipne osovinice biraju se prema veličini otvora na klipu.
Bilješka. Položite klipove, osovinice, osigurače, klipnjače i školjke ležaja klipnjače takvim redoslijedom da budu ugrađeni na svoja originalna mjesta tijekom naknadne montaže.
Uklanjanje radilice
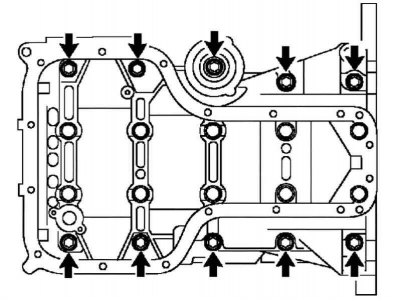
Riža. 2.274. Vijci za pričvršćivanje poklopaca radikalnih ležajeva
Uklonite 10 pričvrsnih vijaka s bloka poklopca glavnog ležaja (riža. 2.274).
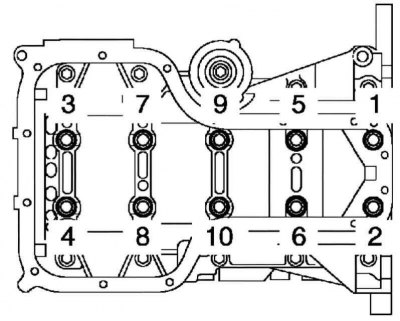
Riža. 2.275. Postupak odvrtanja vijaka kapica glavnih ležajeva
U nekoliko koraka, ravnomjerno, olabavite i odvrnite 10 vijaka poklopaca ležaja bloka redoslijedom prikazanim na slici 2.275.

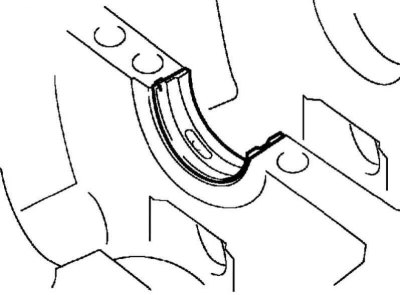
Riža. 2.276. Uklanjanje bloka poklopca glavnog ležaja
Koristeći odvijač na označenim točkama između bloka cilindra i bloka poklopca glavnog ležaja, odvojite blok poklopca glavnog ležaja (riža. 2.276).
Bilješka. Pazite da ne oštetite spojne površine sklopa bloka cilindra i poklopca glavnog ležaja.
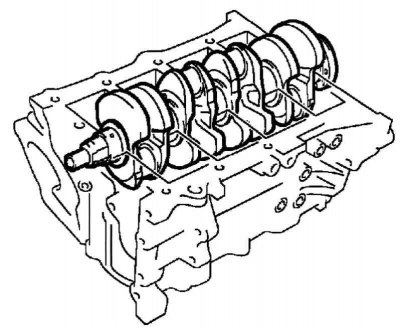
Riža. 2.277. Uklanjanje radilice iz bloka cilindra
Skinite radilicu s bloka cilindra (riža. 2.277).
Provjera aksijalnog zazora koljenastog vratila
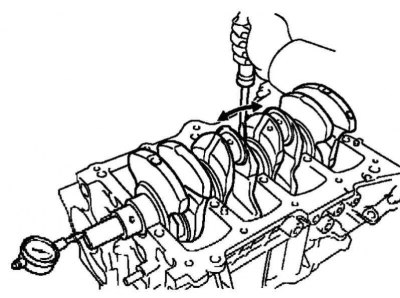
Riža. 2.278. Uklanjanje aksijalnog zazora radilice
Pomoću odvijača, pomičući radilicu u aksijalnom smjeru, izmjerite aksijalni zazor pomoću brojčanika (riža. 2.278).
- Nazivni aksijalni zazor: 0,04 - 0,24 mm.
- Najveći dopušteni aksijalni razmak: 0,30 mm.
Ako aksijalni zazor premašuje najveću dopuštenu vrijednost, izmjerite debljinu potisnih poluprstenova.
Ako debljina potisnog poluprstena nije unutar specifikacije, zamijenite potisni poluprsten.
Bilješka. Nazivna debljina potisnog poluprstena: 2.430–2.480 mm.
Uklanjanje gornjih potisnih poluprstenova koljenastog vratila
Riža. 2.279. Potisni poluprstenovi
Uklonite 2 potisna poluprstena s bloka cilindra (riža. 2.279).
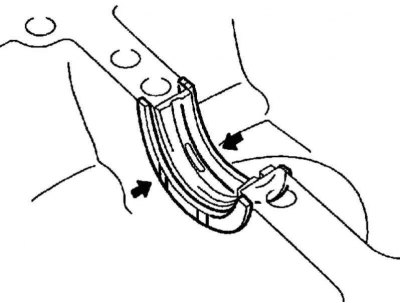
Uklanjanje ljuski glavnih ležajeva
Riža. 2.280. glavna ležajna ljuska
Uklonite 5 ljuski glavnih ležajeva s bloka cilindra (riža. 2.280).
Bilješka. Postavite glavne ležajne ljuske i potisne podloške u redoslijed koji omogućuje njihovu ugradnju na njihova izvorna mjesta tijekom sastavljanja.
Stud ispada
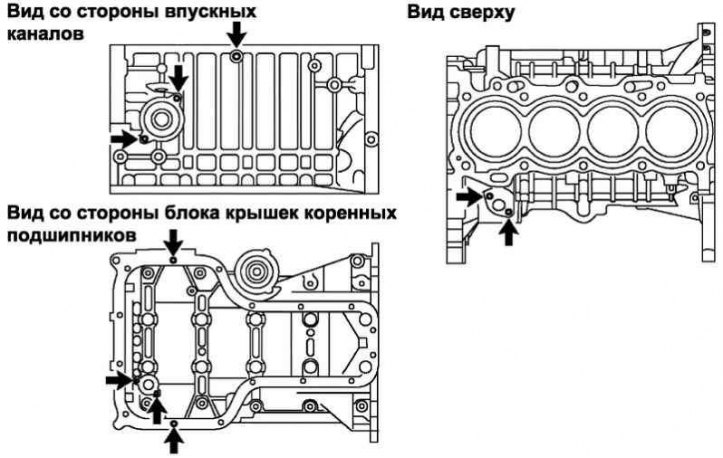
Riža. 2.281. Položaj klinova bloka cilindra
Pomoću nasadnih ključeva TORX E5 i E7 uklonite 9 klinova (riža. 2.281).