
A) Pomoću strugala uklonite naslage ugljika s krune klipa.
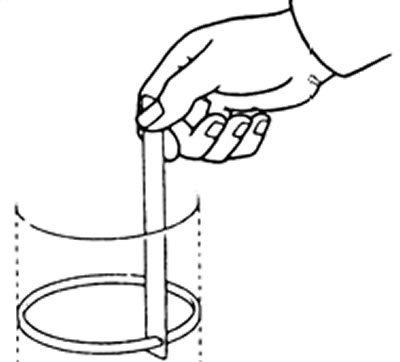
b) Pomoću slomljenog prstena očistite utore klipnog prstena.

V) Koristeći otapalo i meku četku, temeljito očistite klip.
Oprez: Nemojte koristiti žicu (metal) četka.
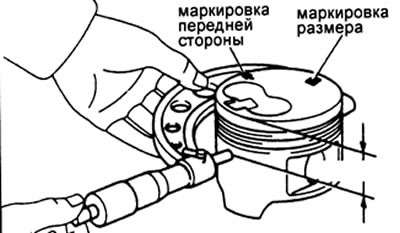
2. Provjerite promjer klipa i razmak između klipa i cilindra.
Napomena: Označene su tri nazivne veličine promjera klipa "1", "2" i "3" odnosno. Označavanje se nanosi žigom na dnu klipa.
A) Mikrometrom izmjerite promjer klipa pod pravim kutom u odnosu na os klipa na udaljenosti od 58 mm za motore 2L, 2L-T, 1KZ-T i 56 mm za motore 3L od krune klipa.
Nazivni promjer klipa:
Motori 2L, 2L-T
- Obilježava "1" - 91,94 - 91,95 mm
- Obilježava "2" - 91,95 - 91,96 mm
- Obilježava "3" - 91,96 - 91,97 mm
Motor 3L, 1KZ-T
- Obilježava "1" - 95,94 - 95,95 mm
- Obilježava "2" - 95,95 - 95,96 mm
- Obilježava "3" - 95,96 - 95,97 mm
Popravak (+0,50 mm):
- Motori 2L, 2L-T - 92,44 - 91,47 mm
- Motor 3L 96,44 - 96,47 mm
- Motor 1KZ-T - 96,44 - 96,47 mm
Popravak (+0,75 mm):
- Motor 1KZ-T - 96,69 - 96,72 mm
3 popravak (+1,00 mm):
- Motor 1KZ-T - 96,94 - 96,97 mm
b) Izmjerite promjer cilindra u poprečnom smjeru (vidi gore)
V) Oduzmite mjerenje promjera klipa od mjerenja promjera cilindra.
Nazivni razmak - 0,05 - 0,07 mm
Maksimalni razmak - 0,14 mm
Ako vrijednost razmaka premašuje najveću dopuštenu vrijednost, tada zamijenite četiri klipa i probušite sva četiri cilindra. Ako je potrebno, zamijenite blok cilindra.
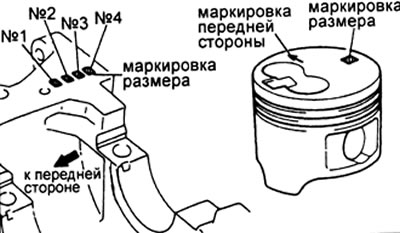
Napomena: Prilikom ugradnje klipa nominalne veličine, oznake na starom i novom klipu moraju odgovarati oznakama na bloku cilindra.
Motori serije L
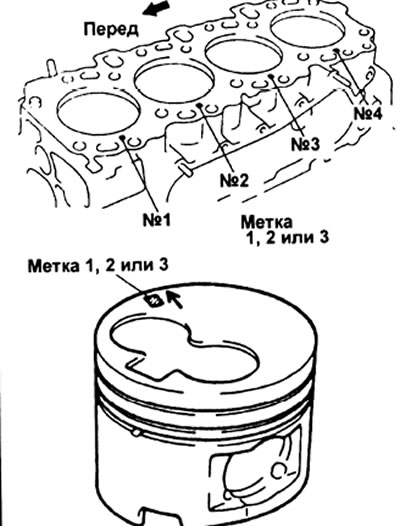
Motori serije KZ
3. Provjerite razmak između prstena i utora klipa s mjeračem.
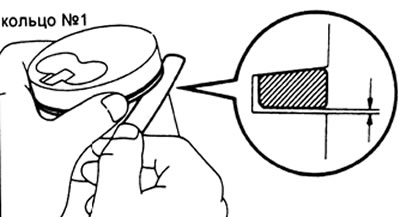

Razmaci:
Prsten #1:
- L serija - 0,028 - 0,077 mm
- Serija KZ - 0,060 - 0,110 mm
Prsten #2:
- osim 2L-T - 0,060 - 0,105 mm
- samo 2L-T - 0,070 - 0,115 mm
Strugač ulja:
- L serija - 0,030 - 0,070 mm
- Serija KZ - 0,020 - 0,060 mm
Maksimalni razmak - 0,20 mm
Ako je zazor veći od prihvatljivog, zamijenite klip.
4. Provjerite zazor u bravi klipnog prstena.
A) Ugradite prsten u cilindar.
b) Pomoću klipa gurnite klipni prsten do dubine od 140 mm (L-serija) odnosno 120 mm (KZ-serija) od ravnine bloka cilindra.
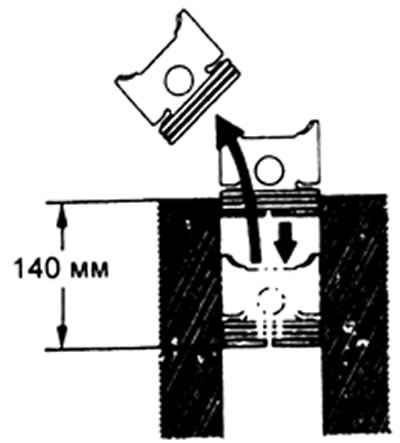
V) Koristeći mjerač mjerača, izmjerite razmak u bravi prstena.
Nazivni zazor u bravi:
prsten broj 1
- L serija 0,35 - 0,65 mm
- KZ serija 0,35 - 0,57 mm
prsten broj 2
- L serija 0,30 - 0,60 mm
- Serija KZ 0,40 - 0,60 mm
- strugač ulja - 0,20 - 0,50 mm
Maks. razmak:
prsten broj 1
- L serija - 1,50 mm
- Serija KZ - 1,03 mm
prsten broj 2
- L serija - 1,40 mm
- Serija KZ - 1,10 mm
strugač ulja
- L serija - 1,40 mm
- Serija KZ - 0,87 mm
Ako razmak u bravi prstena premašuje najveću dopuštenu vrijednost, zamijenite klipni prsten.
Ako ovaj razmak premašuje najveću dopuštenu vrijednost čak i nakon ugradnje novog prstena, probušite sva četiri cilindra ili zamijenite blok cilindra.
5. Provjerite prianjanje osovinice klipa: pri temperaturi klipa od 60°C (L-serija) ili 80°S (KZ-serija) Prst mora rukom ući u klip.
6. Provjerite stanje šipke.
A. Pomoću uređaja za ispitivanje klipnjača provjerite ima li klipnjača na savijanje i uvijanje.
Maksimalno savijanje 0,05 mm (L-serija) ili 0,03 mm (KZ-serija) na 100 mm duljine.
Maksimalno uvijanje 0,15 mm na 100 mm duljine.
Ako savijanje ili uvijanje premašuje najveću dopuštenu vrijednost, zamijenite klipnjaču.
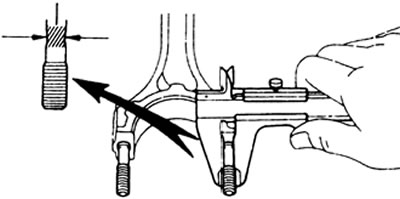
B. Izmjerite promjer vijka klipnjače.
Nazivni promjer - 8,40 - 8,60 mm
Minimalni promjer - 8,20 mm
Ako je promjer manji od minimalne dopuštene vrijednosti, zamijenite vijak klipnjače.
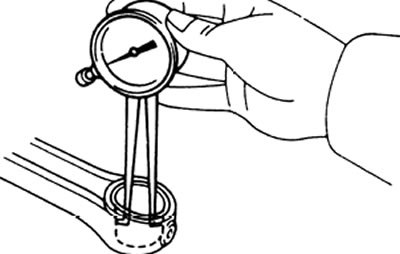
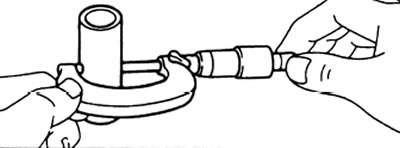
B. Provjerite razmak između osovinice klipa i gornje glave klipnjače.
A) Izmjerite unutarnji promjer čahure klipnjače.
Unutarnji promjer rukavca:
- 2L (T) - 27,008 - 27,02 mm
- 3L - 29,008-29,02 mm
- 1KZ-T - 34.012 - 34.024 mm
b) izmjerite promjer osovinice klipa.
Promjer osovinice klipa:
- 2L (T) - 27.000-27.012 mm
- 3L - 29.000-29.012 mm
- 1KZ-T - 34.000 - 34.012 mm
V) Oduzmite mjerenje promjera osovinice klipa od mjerenja unutarnjeg promjera čahure.
Nazivni razmak
- L serija - 0,004 - 0,012 mm
- Serija KZ - 0,008 -0,016 mm
Maks. razmak
- L serija - 0,05 mm
- Serija KZ - 0,03 mm
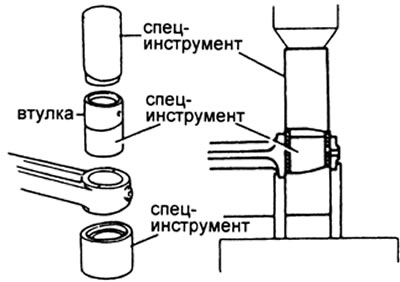
7. Ako je potrebno, zamijenite čahure klipnjače.
A. Uklonite čahure klipnjače. Pomoću alata i preše istisnite čahuru.
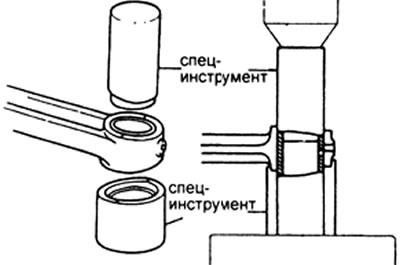
B. Ugradite nove čahure klipnjače.
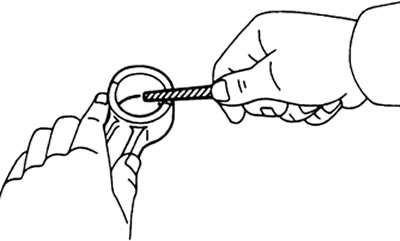
A) Pomoću okrugle turpije lagano isturpijajte sve neravnine na gornjem kraju klipnjače.
b) Postavite čahuru na alat tako da kuglica alata uđe u otvor na čahuri.

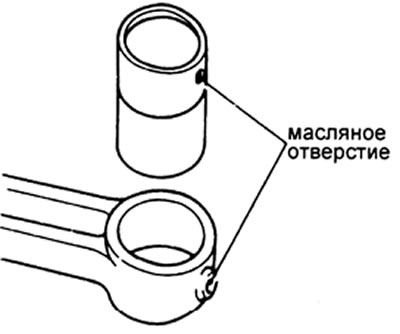
V) Poravnajte rupe za podmazivanje čahure i klipnjače.
G) Pomoću alata i preše utisnite čahuru.
d) Pomoću brusilice klipnog klipa brusite čahuru dok se ne postigne nominalni razmak između čahure i klipnog klipa (vidi gore).
e) Provjerite prianjanje osovinice klipa na sobnoj temperaturi. Podmažite svornjak klipa motornim uljem, a zatim ga palcem gurnite u čahuru klipnjače.
