
Czyszczenie
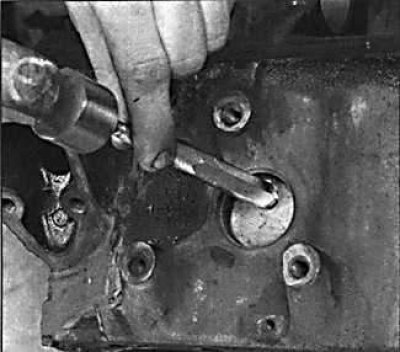
1. Wyjmij wszystkie części i czujniki elektryczne z bloku cylindrów. W celu całkowitego oczyszczenia usunąć korki procesowe. W celu wyjęcia wtyczki procesowej należy przy pomocy wybijaka przekręcić wtyczkę procesową w gnieździe i...
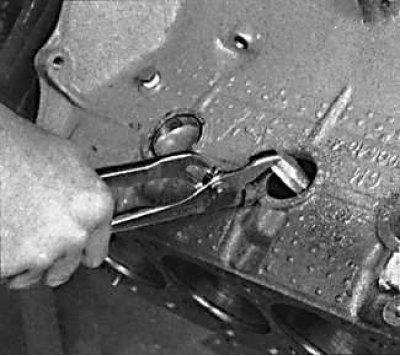 |  |
2.... za pomocą szczypiec wyjmij go z bloku cylindrów.
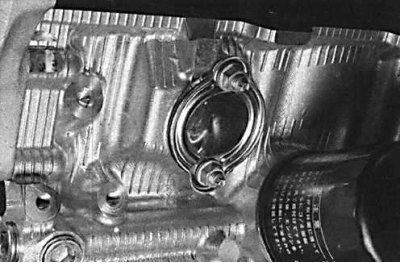
3. Ponadto, aby usunąć korki procesowe, można wywiercić mały otwór w korku i wkręcić w niego wkręt samogwintujący. Pociągnij za łeb śruby, aby wyjąć korek procesowy. W silniku 1MZ-FE korki technologiczne są przymocowane do bloku cylindrów za pomocą nakrętek.
4. Usuń wszelkie ślady uszczelek z powierzchni współpracujących bloku silnika.
5. Usuń wszystkie korki przewodów olejowych. Podczas instalacji użyj nowych wtyczek.
6. Oczyść najbardziej zanieczyszczone miejsca parą.
7. Oczyść wszystkie otwory smarowe i przewód olejowy. Przepłucz wszystkie kanały wewnętrzne strumieniem ciepłej wody, aż woda będzie czysta. Konieczne jest całkowite wysuszenie bloku cylindrów i nasmarowanie wszystkich współpracujących powierzchni cienką warstwą oleju, aby zapobiec korozji. Nasmaruj również cylindry silnika. Jeśli dostępne jest sprężone powietrze, użyj go, aby przyspieszyć proces suszenia i przedmuchaj wszystkie otwory i przewody olejowe.

8. Dokładnie wyczyść wszystkie otwory gwintowane za pomocą odpowiednio gwintowanego kurka, a następnie przedmuchaj otwory sprężonym powietrzem.
9. Zamontować korki w przewodzie olejowym w bloku silnika i mocno je dokręcić.
10. Jeśli nie można natychmiast zmontować silnika, przykryj blok cylindrów dużą plastikową torbą, aby ochronić go przed zanieczyszczeniem.
Badanie
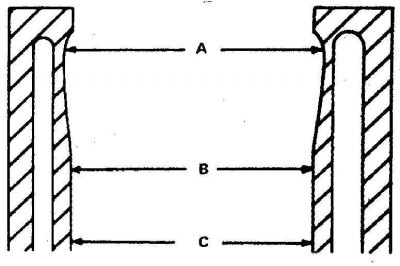
Punkty pomiarowe średnicy tulei każdego cylindra u góry (A) w centrum (W) i u podstawy (Z)
1. Sprawdź wzrokowo blok cylindrów pod kątem korozji. Sprawdź integralność gwintów w gwintowanych otworach.
2. Sprawdź średnicę cylindrów silnika pod kątem zużycia poprzez obecność stopnia na górze cylindra.
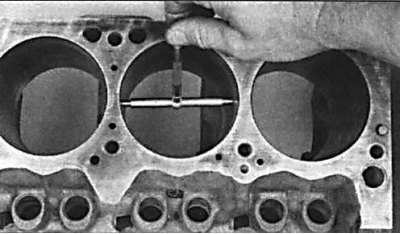 | 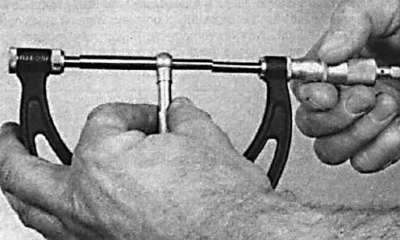 |
3. Jeśli masz narzędzie pomiarowe, zmierz średnicę tulei każdego cylindra u góry (pod stopniem zużycia) w środku i u podstawy równolegle do osi wału korbowego.
4. Następnie wykonaj te same pomiary prostopadle do osi wału korbowego i porównaj je z danymi technicznymi. Powtórz procedurę pomiaru na pozostałych tulejach cylindrowych.
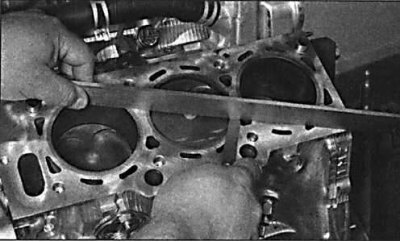
5. Za pomocą stalowej linijki i szczelinomierza sprawdź płaskość powierzchni współpracującej bloku silnika.
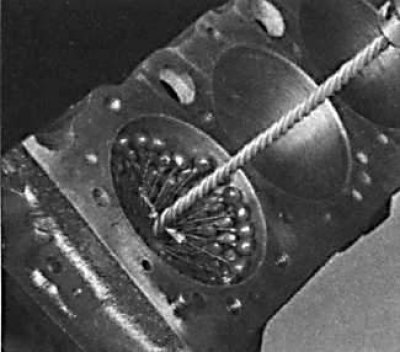
Honowanie cylindrów
Honowanie ścian cylindrów stwarza najkorzystniejsze warunki dla pracy pierścieni tłokowych. Najbardziej rozpowszechnione narzędzie do honowania z prętami sprężynowymi. Szeroko stosowane jest również narzędzie do honowania w postaci okrągłej szczotki drucianej. Ponadto honowanie będzie wymagało trochę nafty, szmat i wiertarki elektrycznej.
1. Załóż ponownie pokrywy łożysk głównych i dokręć śruby mocujące je wymaganym momentem obrotowym.
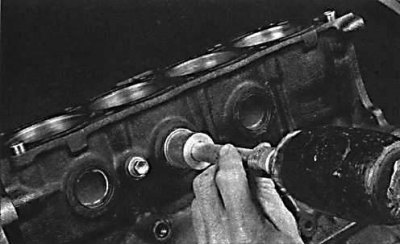
2. Przymocuj narzędzie do honowania do wiertarki elektrycznej i włóż je do cylindra.

3. Nasmaruj ścianki cylindra cienką warstwą nafty, włącz wiertarkę elektryczną i poruszaj narzędziem do honowania w górę iw dół, aż na ściankach powstanie regularny przecinający się wzór. Idealnie linie powinny przecinać się pod kątem 60°. Upewnij się, że ściany są zwilżone cienką warstwą nafty podczas procesu honowania.
4. Nie wyjmuj narzędzia do honowania z bloku cylindrów, gdy wiertarka pracuje. Ponadto wykonaj kilka ruchów narzędzia do honowania przy wyłączonym wiertle, a dopiero potem wyjmij je z bloku cylindrów.
5. W ten sam sposób wyszlifowałem resztę cylindrów.
6. Dokładnie umyj blok cylindrów z resztek narzędzia ściernego.
7. Osusz blok cylindrów i nasmaruj powierzchnie cienką warstwą oleju.