
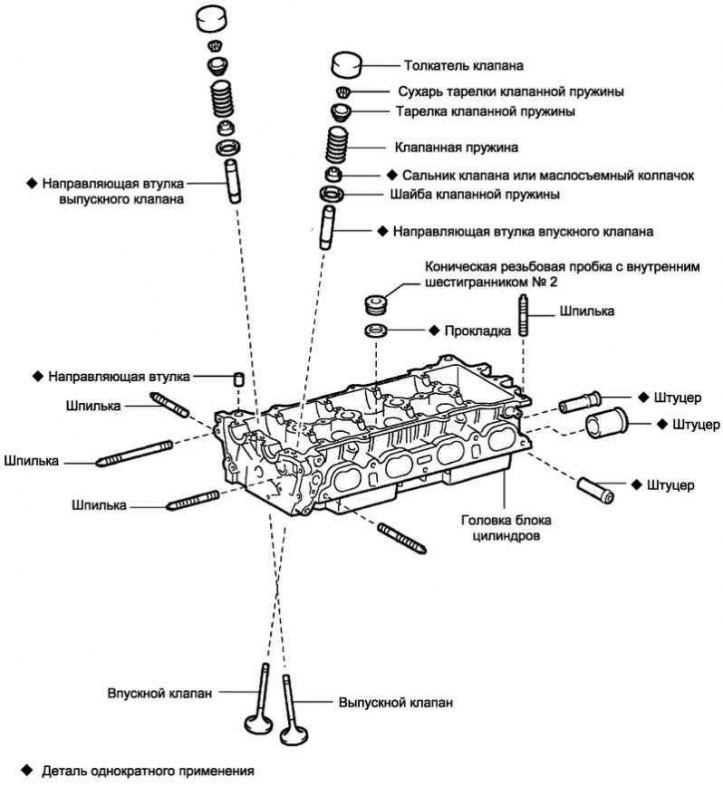
Orez. 2.218. Componente chiulasa
Scoaterea șurubului conic nr. 2
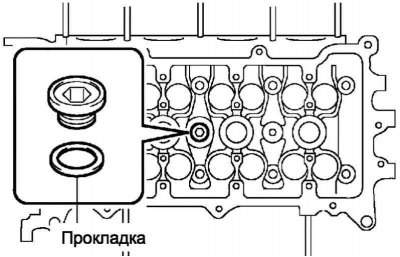
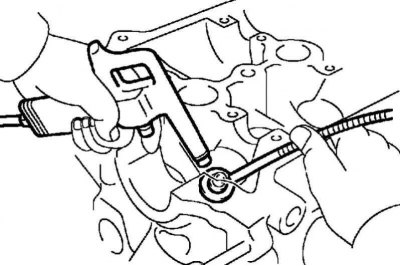
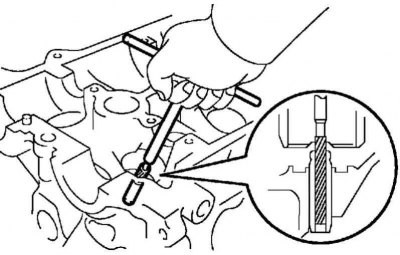
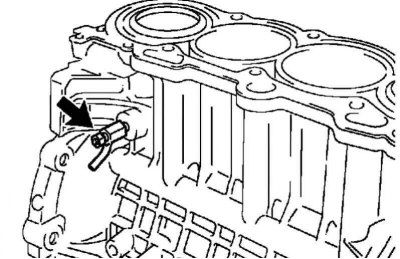
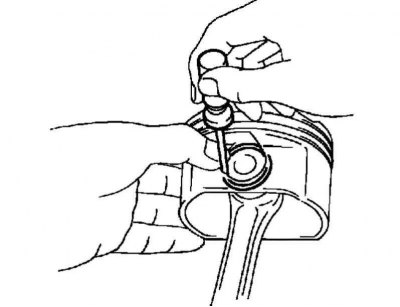
Orez. 2.219. Dop șurub conic
Folosind o cheie hexagonală cu 10, deșurubați șurubul conic și scoateți garnitura (orez. 2.219).
Scoaterea dispozitivului de ridicare a supapei
Scoateți 16 dispozitive de ridicare a supapelor din chiulasă.
Îndepărtarea supapei
Montați chiulasa pe blocuri de lemn.
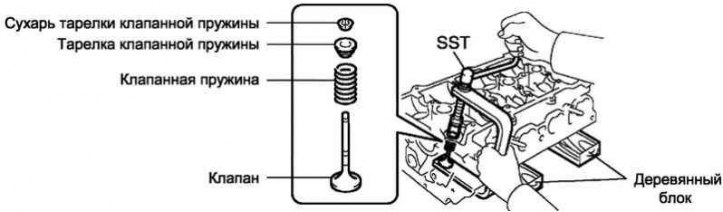
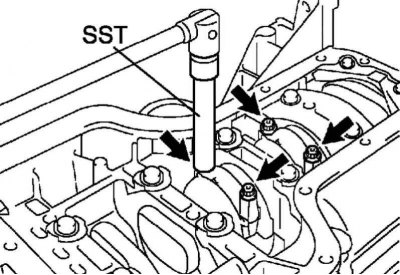
Orez. 2.220. Scoaterea trenului de supape
Notă. Scoateți toate supapele de pe chiulasă în ordinea descrisă mai jos (orez. 2.220).
Folosind o unealtă SST, comprimați arcul și îndepărtați cele 2 șuruburi ale arcului supapei.
Scoateți plăcile arcurilor, arcurile interne ale supapelor și supapele de pe chiulasă.
Scoaterea simeringurilor de ulei
Orez. 2.221. Scoaterea simeringului de ulei
Folosind clești cu fălci subțiri, îndepărtați 8 garnituri ale tijei supapelor (orez. 2.221).
Scoaterea șaibelor elastice ale supapelor
Orez. 2.222. Scoaterea șaibei elastice a supapei
Folosind aer comprimat și o bară magnetică, scoateți cele 8 șaibe elastice ale supapelor (orez. 2.222).
Stud care iese
Orez. 2.223. Amplasarea știfturilor chiulasei
Folosind cheile tubulare TORX E5 și E7, scoateți 10 știfturi (orez. 2.223).
Verificarea chiulasei pentru deformare
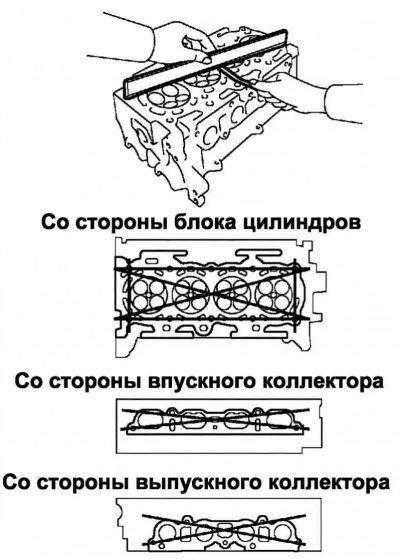
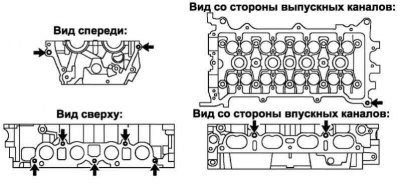
Orez. 2.224. Verificarea chiulasei pentru deformare
Folosind o linie de precizie și un ecartament, măsurați cantitatea de deformare a avioanelor care se împerechează cu blocul cilindrilor și colectoarele (orez. 2.224).
Cantitatea maximă admisă de deformare:
- din partea laterală a blocului cilindric - 0,05 mm;
- din galeria de admisie - 0,10 mm;
- de la galeria de evacuare - 0,10 mm.
Dacă deformarea depășește valoarea maximă admisă, înlocuiți chiulasa.
Verificarea chiulasei pentru fisuri și deteriorari
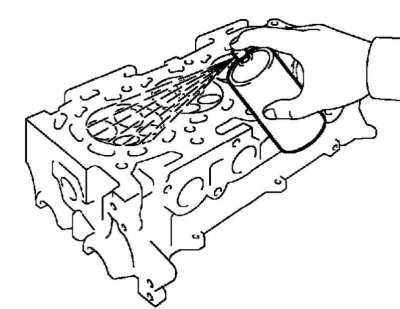
Orez. 2.225. Verificarea chiulasei pentru fisuri și deteriorari
Utilizând metoda vopselei de dezvoltare, verificați și verificați dacă nu există fisuri în camera de ardere, orificiile de admisie, orificiile de evacuare și pe suprafața blocului cilindrilor (orez. 2.225).
Verificarea scaunelor supapelor
Aplicați un strat subțire de plumb albastru prusac sau alb pe teșirea supapei.
Apăsați ușor supapa pe scaun.
Notă. Nu rotiți supapa.
Verificați fața supapei și scaunul supapei în ordinea descrisă mai jos.
Dacă există o cale continuă în jurul întregii circumferințe a teșirii supapei, discul supapei nu este înclinat. În caz contrar, supapa trebuie înlocuită.
Dacă există o urmă continuă de pastă în jurul întregii circumferințe a scaunului supapei, axa manșonului de ghidare, discul supapei și scaunul sunt aliniate. În caz contrar, suprafața scaunului supapei trebuie slefuită.
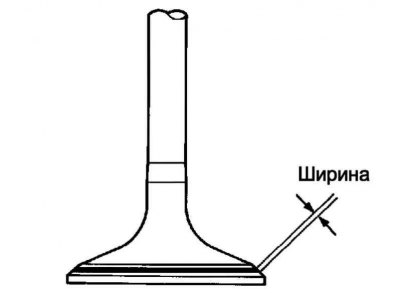
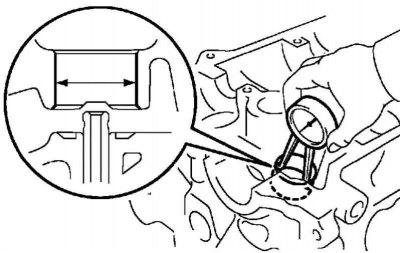
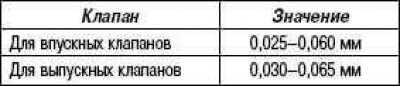
Orez. 2.226. Lățimea zonei de contact
Asigurați-vă că suprafața supapei se potrivește cu partea de mijloc a suprafeței scaunului supapei și că lățimea zonei de contact corespunde cu valoarea nominală (orez. 2.226).
Repararea șailor supapelor de admisie
Folosind o freză de 45°, găuriți suprafața scaunului supapei din chiulasă puțin mai lată decât lățimea nominală de contact a scaunului supapei (orez. 2.227a).
Notă. Pentru o suprafață mai netedă a scaunului supapei, aplicați mai puțină presiune asupra tăietorului atunci când găuriți scaunele.
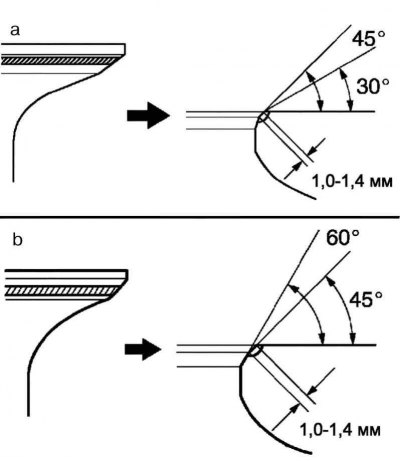
Orez. 2.227. Modelul alezajului scaunului supapei de admisie
Asigurați-vă că suprafața supapei se potrivește cu partea de mijloc a suprafeței scaunului supapei. În caz contrar, găuriți din nou suprafața scaunului cu o freză de 45° (orez. 2.227 a).
Prelucrați suprafața scaunului supapei cu o freză de 30°sau 60°, astfel încât zona de contact dintre scaunul supapei și fața supapei să fie în mijlocul teșiturii.
Dacă zona de contact de pe suprafața supapei este prea mare, utilizați freze cu un unghi de tăiere de 30°și 45°pentru a prelucra scaunul (orez. 2.227b).
Dacă zona de contact de pe fața supapei este prea mică, utilizați freze cu un unghi de tăiere de 60°și 45°pentru a prelucra scaunul.
Puneți supapa pe scaunul supapei cu pastă de șlefuit. Lucrarea se face manual.
Verificați din nou fixarea scaunului supapei.
Reparatie scaun supapa de evacuare
Folosind o freză de 45°, găuriți suprafața scaunului supapei din chiulasă puțin mai lată decât lățimea nominală de contact a scaunului supapei.
Notă. Pentru a face suprafața scaunului supapei mai netedă, reduceți treptat presiunea asupra tăietorului atunci când găuriți scaunele.
Asigurați-vă că suprafața supapei se potrivește cu partea de mijloc a suprafeței scaunului supapei. În caz contrar, găuriți din nou suprafața scaunului cu o freză de 45°.
Prelucrați suprafața scaunului supapei cu o freză de 30°sau 75°, astfel încât zona de contact dintre scaunul supapei și fața supapei să fie în mijloc.
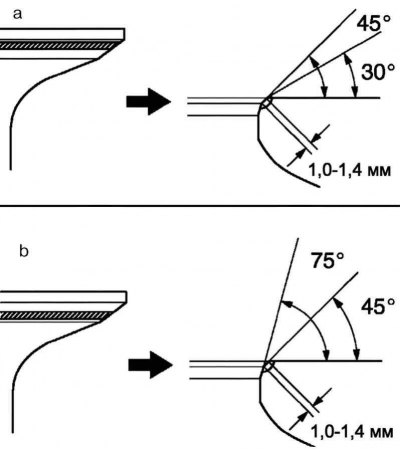
Orez. 2.228. Modelul alezajului scaunului supapei de evacuare
Dacă zona de contact de pe suprafața supapei este prea mare, utilizați freze cu un unghi de tăiere de 30°și 45°pentru a prelucra scaunul (orez. 2.228 a).
Dacă zona de contact de pe fața supapei este prea mică, utilizați freze cu un unghi de tăiere de 75°și 45°pentru a prelucra scaunul (orez. 2.228b).
Puneți supapa pe scaunul supapei cu pastă de șlefuit. Lucrarea se face manual.
Verificați din nou fixarea scaunului supapei.
Verificarea jocului axial al arborelui cu came
Instalați 2 arbori cu came.
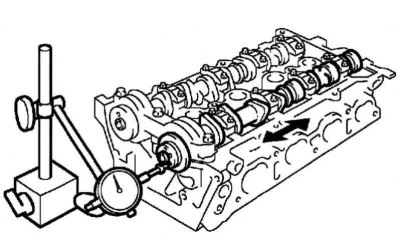
Orez. 2.229. Verificarea jocului axial al arborelui cu came
Prin deplasarea arborelui cu came în direcția axială, măsurați jocul axial cu un indicator (orez. 2.229).
- Joc axial nominal: 0,040 - 0,095 mm.
- Jocul axial maxim admisibil: 0,110 mm.
Dacă jocul axial depășește valoarea maximă admisă, înlocuiți chiulasa. Dacă lagărele arborelui cu came sunt deteriorate, înlocuiți arborele cu came.
Măsurarea jocului de ulei al jurnalelor arborelui cu came
Curăţaţi 9 capace ale lagărelor şi suporturile arborelui cu came.
Montați arborii cu came în chiulasa.
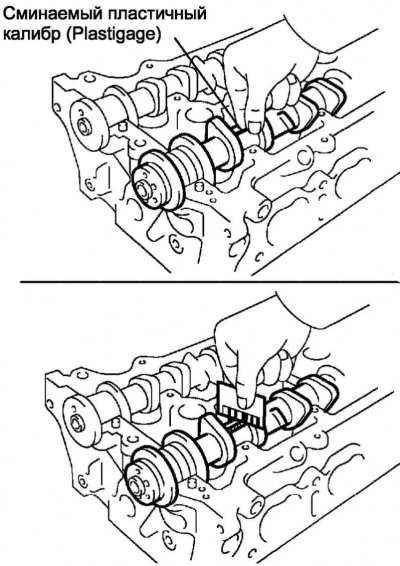
Orez. 2.230. Măsurarea jocului de ulei al jurnalelor arborelui cu came
Poziționați manometre din plastic mototolit axial pe toți suporturile arborelui cu came (orez. 2.230).
Montați 9 capace ale lagărelor arborelui cu came.
Notă. Nu rotiți arborii cu came.
Scoateți 9 capace de rulmenți.
Măsurați manometrele pliabile din plastic în cel mai lat punct (orez. 2.230).
- Jocul de ulei nominal: 0,035–0,072 mm.
- Distanța maximă admisă pentru ulei: 0,10 mm.
Notă. După măsurare, îndepărtați complet resturile manometrului din plastic zdrobit.
Notă. Dacă jocul de ulei depășește valoarea maximă admisă, înlocuiți chiulasa sau arborele cu came.
Verificarea ridicătorilor de supape
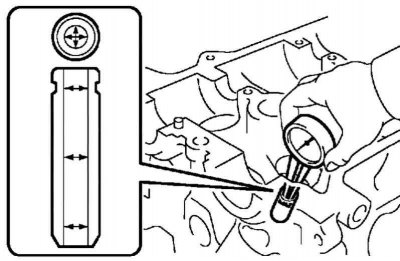
Orez. 2.231. Măsurarea diametrului ridicătorului supapei
Măsurați diametrul tachetului supapei cu un micrometru (orez. 2.231).
Diametrul ridicătorului supapei: 30,966–30,976 mm.
Dacă diametrul nu este corect, înlocuiți tachetul supapei.
Verificarea jocului de ulei al ridicătorilor de supape
Orez. 2.232. Măsurarea jocului uleiului de ridicare a supapei
Folosind un calibre de alezaj, măsurați diametrul scaunului de ridicare a supapei în chiulasa (orez. 2.232).
Diametru scaun ridicator supape: 31.000 - 31.025 mm.
Dacă diametrul nu este corect, înlocuiți chiulasa.
Scădeți diametrul măsurat al ridicătorului supapei din diametrul scaunului ridicătorului supapei.
- Jocul nominal de ulei: 0,024–0,059 mm.
- Distanța maximă admisă pentru ulei: 0,079 mm.
Dacă jocul de ulei depășește valoarea maximă admisă, înlocuiți tachetul supapei. Dacă este necesar, înlocuiți chiulasa.
Verificarea arcurilor supapelor
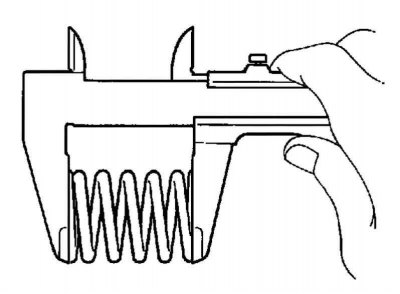
Orez. 2.233. Măsurarea lungimii arcului supapei
Folosind un etrier, măsurați lungimea totală liberă a arcului supapei (orez. 2.233).
- Lungime libera: 43,40 mm.
Dacă lungimea liberă nu se încadrează în specificație, arcul supapei trebuie înlocuit.
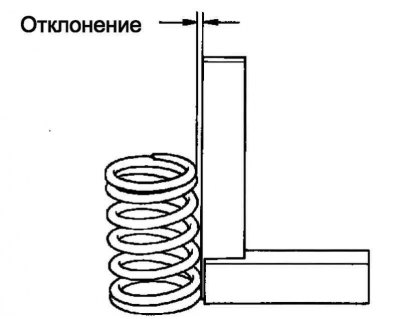
Orez. 2.234. Măsurarea perpendicularității arcului supapei
Folosind un unghi, măsurați perpendicularitatea arcului supapei (orez. 2.234).
- Abatere maxima admisa: 1,6 mm.
- Unghiul maxim admis (pentru trimitere): 2°
Dacă abaterea depășește valoarea maximă admisă, înlocuiți arcul supapei.
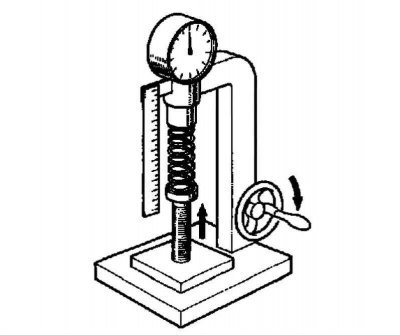
Orez. 2.235. Măsurarea forței arcului supapei
Pe un suport special, măsurați forța de compresie a arcului supapei la lungimea nominală (orez. 2.235).
- Forța la lungimea nominală: 158,6 - 175,4 N la 33,6 mm.
- Forta maxima de lucru: 335,3 - 370,7 N la 24,1 mm.
Dacă forța la lungimea nominală nu corespunde valorii prescrise, arcul supapei trebuie înlocuit.
Verificarea supapelor
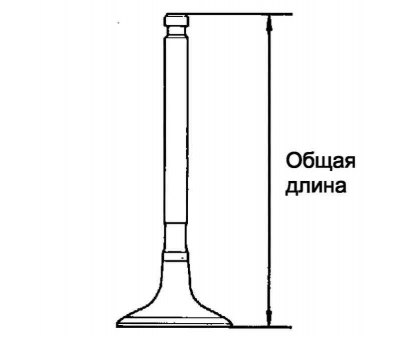
Orez. 2.236. Lungimea totală a supapei
Folosind un etrier, măsurați lungimea totală a supapei (orez. 2.236).
Lungimea totală nominală a supapei
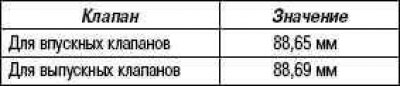
Lungimea totală minimă admisă a supapei
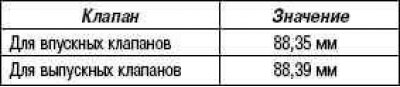
Dacă lungimea totală a supapei este mai mică decât valoarea minimă admisă, supapa trebuie înlocuită.
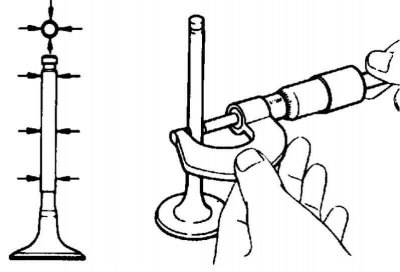
Orez. 2.237. Măsurarea diametrului tijei supapei
Măsurați diametrul tijei supapei cu un micrometru (orez. 2.237).
Diametrul tijei supapei
Dacă diametrul nu este corect, înlocuiți supapa.
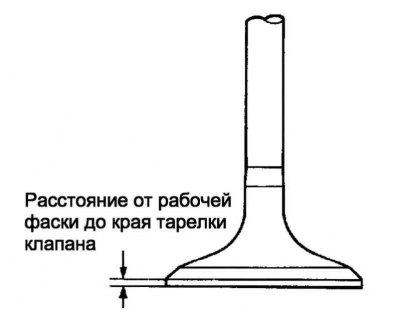
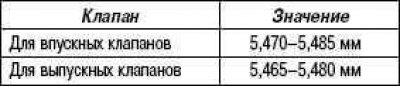
Orez. 2.238. Distanța de la teșitură la marginea discului supapei
Folosind un etrier, măsurați distanța de la teșirea de lucru până la marginea discului supapei (orez. 2.238).
Distanța nominală de la teșirea de lucru până la marginea discului supapei: 1,0 mm.
Distanța minimă admisă de la teșirea de lucru la discul supapei: 0,7 mm.
Dacă distanța este mai mică decât valoarea minimă admisă, supapa trebuie înlocuită.
Verificarea jocului de ulei al tijei supapei din bucșa de ghidare
Orez. 2.239. Măsurarea diametrului interior al ghidajului supapei
Măsurați diametrul interior al ghidajului supapei cu un calibre (orez. 2.239).
Diametru interior manșon: 5.510–5.530 mm.
Dacă diametrul nu este corect, înlocuiți ghidajul supapei.
Scădeți diametrul tijei supapei măsurat din diametrul interior al ghidajului supapei.
Clearance-ul nominal al uleiului
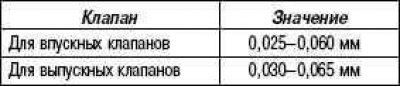
Spațiul maxim permis pentru ulei
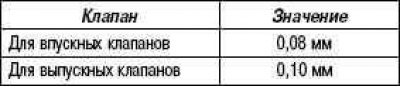
Dacă jocul de ulei depășește valoarea maximă admisă, înlocuiți supapa și ghidajul supapei.
Înlocuirea ghidajului supapei
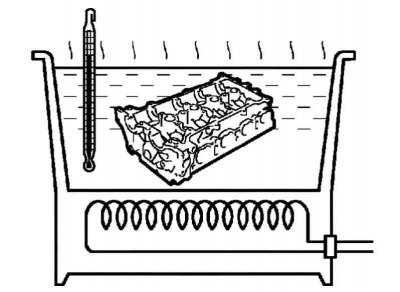
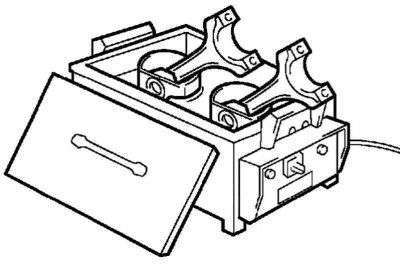
Orez. 2.240. Încălzirea chiulasei într-o cutie specială
Încălziți chiulasa la o temperatură de 80-100°C (orez. 2.240).
Montați chiulasa pe blocuri de lemn.
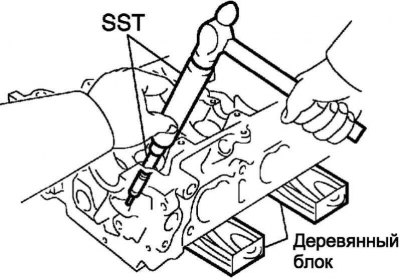
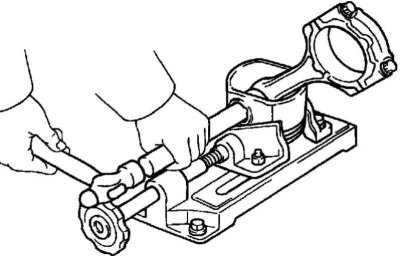
Orez. 2.241. Scoaterea ghidajului supapei
Utilizați un instrument SST pentru a scoate ghidajul supapei (orez. 2.241).
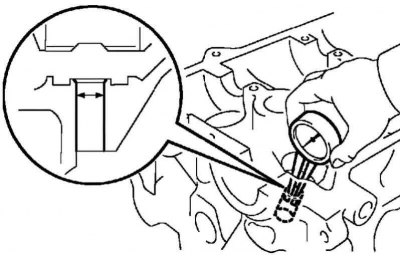
Orez. 2.242. Măsurarea diametrului scaunului ghidajului supapei din chiulasă
Folosind un calibre de alezaj, măsurați diametrul scaunului ghidajului supapei din chiulasă (orez. 2.242).
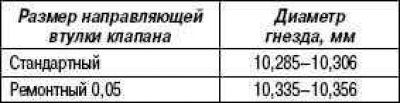
- Diametru: 10,285–10,306 mm.
Dacă diametrul scaunului bucșei din chiulasă este mai mare de 10,306 mm, alezați scaunul la un diametru de 10,335–10,356 mm pentru a instala un ghidaj de supapă supradimensionat.
Încălziți din nou chiulasa la o temperatură de 80-100°C.
Montați chiulasa pe blocuri de lemn.
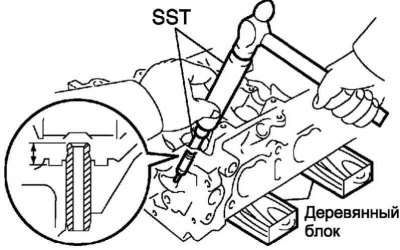
Orez. 2.243. Apăsarea unui nou ghidaj de supapă
Folosind unealta SST, apăsați noul ghidaj al supapei până la proeminența sa nominală (orez. 2.243).
- Înălțimea proeminenței: 8,7-9,1 mm.
Orez. 2.244. Alezajul ghidajului supapei
Cu un alez de 5,5 mm, alezați ghidajul supapei la o dimensiune care să asigure jocul nominal între ghidajul supapei și tija supapei (orez. 2.244).
Clearance-ul nominal al uleiului
Apăsând în știftul de ghidare
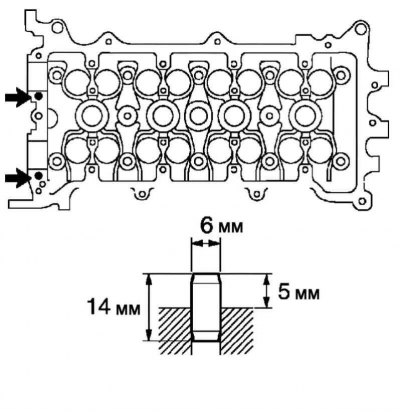
Orez. 2.245. Schema de apăsare a știftului de ghidare
Folosiți un ciocan de plastic pentru a introduce cei 2 știfturi de ghidare (orez. 2.245).
- Proeminență nominală: 5 mm.
Instalarea fitingurilor
Orez. 2.246. Distanța marcată cu vopsea
Marcați poziția prescrisă a fitingurilor cu vopsea (orez. 2.246).
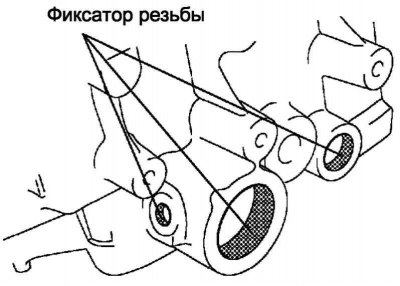
Orez. 2.247. Puncte de lubrifiere
Ungeți găurile pentru fitingurile din chiulasă cu unsoare de fixare (orez. 2.247).
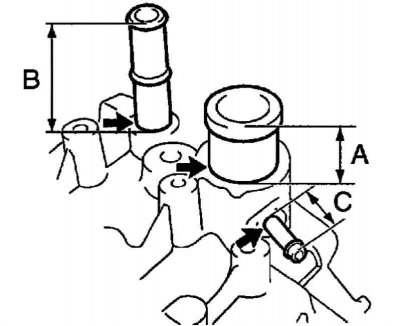
Orez. 2.248. Adâncime de montare
Apăsați fitingurile noi, astfel încât marcajul să fie situat la nivelul suprafeței chiulasei (orez. 2.248).
Performanță evaluată
Notă. Apăsați fitingurile în decurs de 3 minute după aplicarea lubrifiantului de fixare.
Completați lichidul de răcire nu mai devreme de o oră după instalarea fitingurilor.
Instalare stud
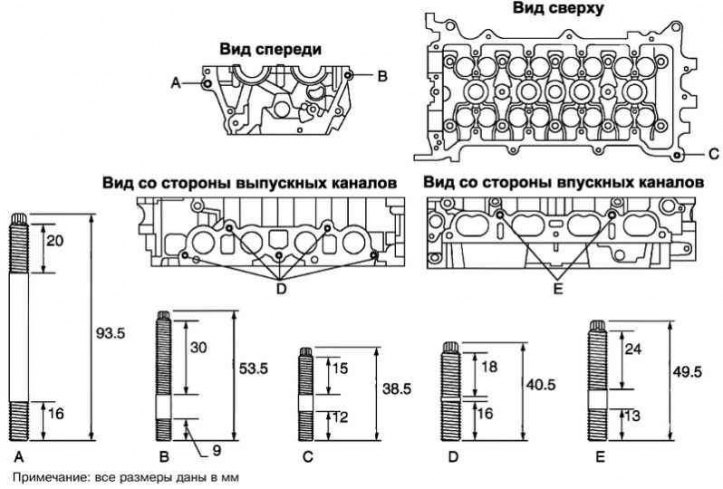
Orez. 2.249. Schema de instalare a stâlpilor
Folosind chei tubulare TORX E5 și E7, înfășurați 11 știfturi (orez. 2.249).
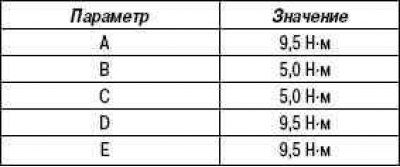
Cuplu
Instalarea șaibe elastice pentru supape
Orez. 2.250. Instalarea șaibei elastice a supapei
Instalați 8 șaibe elastice ale supapelor în capacul chiulasei (orez. 2.250).
Instalarea etanșărilor tijei supapelor
Ungeți garniturile tijei supapelor cu ulei de motor.
Notă. Aveți grijă să nu amestecați garniturile tijei supapelor de admisie și evacuare. Instalarea necorespunzătoare a etanșărilor tijei supapelor poate cauza o defecțiune.

Orez. 2.251. Codul de culoare al garniturii tijei supapelor
Garnituri de tijă a supapei de admisie vopsite în gri, garnituri de tijă a supapei de evacuare vopsite în negru (orez. 2.251).
Folosind SST, instalați manual etanșări noi ale tijei supapei.
Instalarea supapei
Instalați toate supapele în chiulasa conform procedurii descrise.
Montați chiulasa pe blocuri de lemn.
Instalați supapele, arcurile interne ale supapelor și plăcile de arc în chiulasa.

Orez. 2.252. Instalare uscător
Folosind SST, comprimați arcul și instalați 2 ștuțuri pentru arc de supapă pe tija supapei.
Cu un barb 5 și un ciocan, loviți ușor capătul superior al tijei supapei, astfel încât biscuiții să ia poziția corectă.
Notă. Aveți grijă să nu deteriorați capătul tijei supapei.
Instalarea ridicătorului supapei
Ungeți 16 dispozitive de ridicare a supapelor cu ulei de motor.
Orez. 2.253. Instalare împingător
Instalați 16 dispozitive de ridicare a supapelor în chiulasa (orez. 2.253).
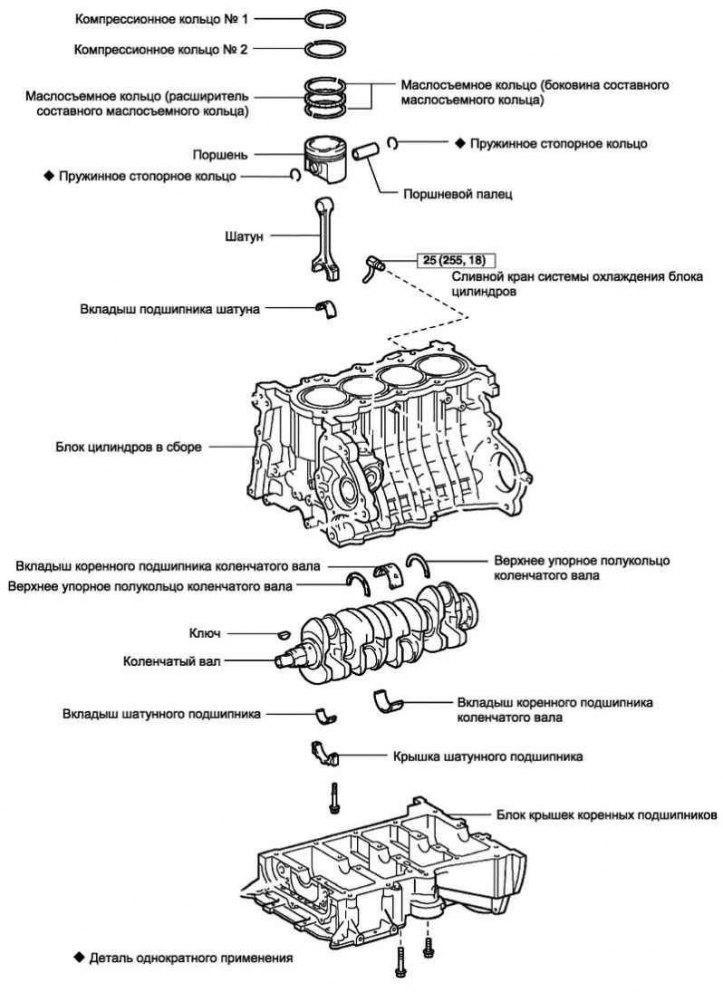
Orez. 2.254. Componentele blocului cilindri
Instalarea șurubului conic #2
Folosind mufa 10, înșurubați șurubul conic cu o garnitură nouă.
- Cuplu de strângere: 44 Nm.
Peretele de compartimentare al blocului de cilindri.
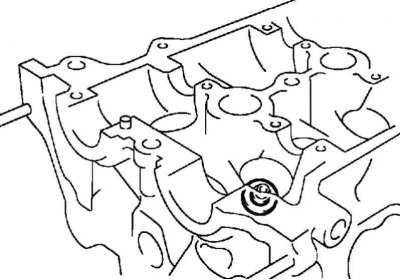
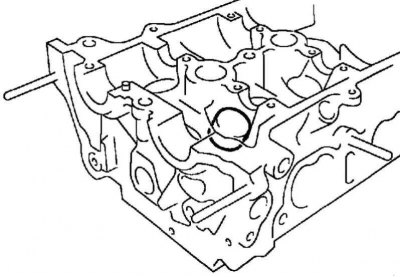
Scoaterea ansamblului robinetului de evacuare a lichidului de răcire
Orez. 2.255. Supapă de evacuare a lichidului de răcire
Scoateți din blocul de cilindri macaraua pentru scurgerea lichidului de răcire în colectare (orez. 2.255).
Verificarea jocului axial al bielei
Rotiți arborele cotit și setați pistonul cilindrului nr. 1 la PMS pe cursa de compresie.
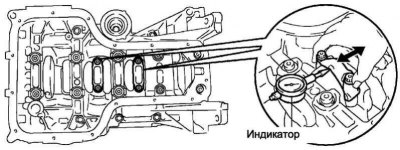
Orez. 2.256. Verificarea jocului axial al bielei cilindrilor nr. 2 si nr. 3
Mișcând biela înainte și înapoi, utilizați un indicator pentru a măsura jocul axial în bielele cilindrilor nr. 2 și nr. 3 (orez. 2.256).
- Joc axial nominal: 0,160 - 0,342 mm.
- Jocul axial maxim admisibil: 0,342 mm.
Dacă jocul axial depășește valoarea maximă admisă, înlocuiți biela.
Dacă este necesar, înlocuiți arborele cotit.
Rotiți arborele cotit și setați pistonul cilindrului nr. 2 la PMS pe cursa de compresie.
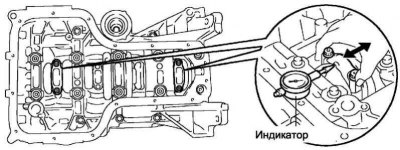
Orez. 2.257. Verificarea jocului axial al bielei cilindrilor nr. 1 si nr. 4
Mișcând biela înainte și înapoi, utilizați un indicator pentru a măsura jocul axial în bielele cilindrilor nr. 1 și nr. 4 (orez. 2.257).
- Joc axial nominal: 0,160 - 0,342 mm.
- Jocul axial maxim admisibil: 0,342 mm.
Dacă jocul axial depășește valoarea maximă admisă, înlocuiți biela.
Dacă este necesar, înlocuiți arborele cotit.
Verificarea jocului ulei al bielei
Rotiți arborele cotit și setați pistonul cilindrului nr. 1 la PMS pe cursa de compresie.
Măsurați jocul de ulei în bielele cilindrilor #2 și #3.
Notă. Nu rotiți arborele cotit în timpul măsurării.
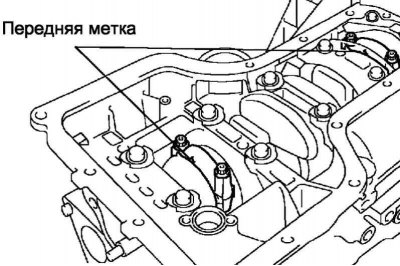
Vopsiți bielele și capacele rulmenților cu numerele cilindrilor respective.
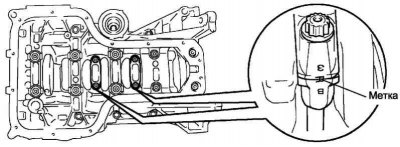
Orez. 2.258. etichete colorate
Marcajele de pe biele și de pe capacele lagărelor sunt necesare pentru asamblarea corectă (orez. 2.258).
Orez. 2.259. Scoaterea șuruburilor capacului bielei
Folosind SST, scoateți cele 4 șuruburi de montare și îndepărtați cele 2 capace de biele (orez. 2.259).
Curățați toate suporturile bielei și carcasele rulmenților bielei.
Verificați dacă nu există gropi sau zgârieturi pe manetele și carcasele rulmenților.

Orez. 2.260. Stivuire calibru plastic
Așezați un indicator de plastic mototolit de-a lungul manetei (orez. 2.260).
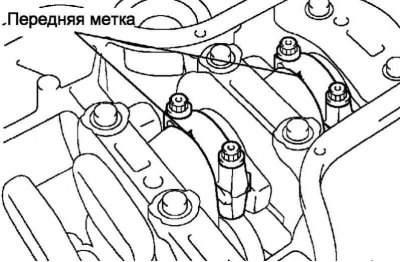
Orez. 2.261. Marcaje pe capacele rulmenților bielei
Asigurați-vă că urechile de pe capacele rulmentului bielei sunt în direcția corectă (orez. 2.261).
Aplicați un strat ușor de ulei de motor pe filete și sub capetele șuruburilor capacului bielei.
Folosind SST, strângeți șuruburile în mai mulți pași la cuplul prescris.
- Cuplu de strângere: 20 Nm.
Marcați cu vopsea partea din față a fiecărui șurub al capacului bielei.
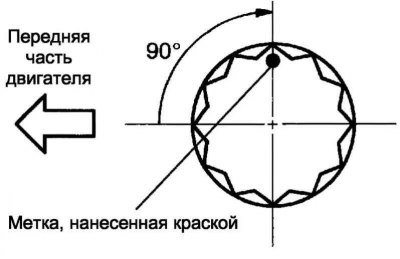
Orez. 2.262. Unghiul de rotire a șurubului de acoperire
Strângeți șuruburile de fixare a capacului cu 90°, așa cum se arată în Figura 2.262.
Asigurați-vă că arborele cotit se rotește fără probleme.
Folosind SST, scoateți 4 șuruburi și 2 capace de biele.
Măsurați calibrele de plastic pliabile în punctul cel mai lat.
- Jocul nominal de ulei: 0,028–0,060 mm.
- Distanța maximă admisă pentru ulei: 0,080 mm.
Notă. Scoateți complet instrumentele de măsurare din plastic pliabile după măsurare.
Notă. Dacă jocul de ulei depășește valoarea maximă admisă, înlocuiți carcasa lagărului bielei.
Notă. Dacă este necesar, șlefuiți sau înlocuiți arborele cotit.
Notă. Marcajul TAIHO se aplică fie pe partea proeminenței, fie pe partea opusă.
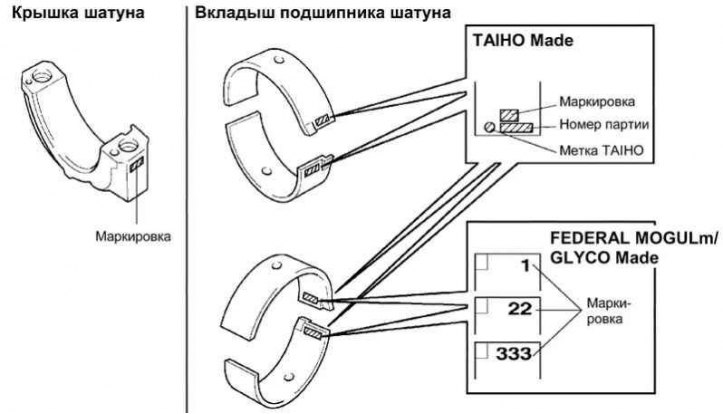
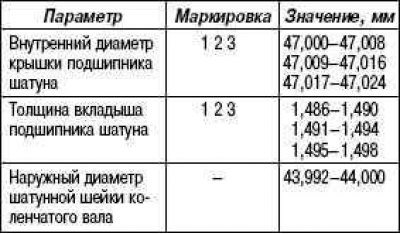
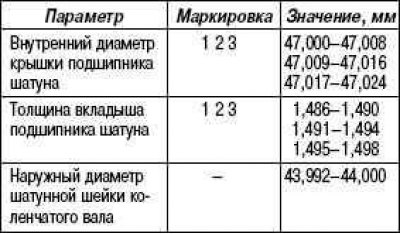
Orez. 2.263. Marcaje și etichete pe capacele bielelor și pe carcasele lagărelor bielelor
Când înlocuiți carcasa rulmentului, selectați numărul ștampilat pe biela. Carcasele de rulment sunt furnizate în 3 clase de dimensiuni standard marcate cu numere corespunzător «1», «2» Și «3» (orez. 2.263).
Rotiți arborele cotit și setați pistonul cilindrului nr. 2 la PMS pe cursa de compresie.
Măsurați jocul de ulei în bielele cilindrilor nr. 1 și nr. 4 (vezi fig. 2.258).
Notă. Nu rotiți arborele cotit în timpul măsurării.
Vopsiți bielele și capacele rulmenților cu numerele cilindrilor respective.
Notă. Marcajele de pe biele și de pe capacele lagărelor sunt necesare pentru asamblarea corectă.
Folosind SST, scoateți 4 șuruburi și 2 capace de biele.
Curățați toate suporturile bielei și carcasele rulmenților bielei.
Verificați dacă nu există gropi sau zgârieturi pe manetele și carcasele rulmenților.

Orez. 2.264. Stivuire calibru plastic
Așezați un indicator de plastic mototolit de-a lungul manetei (orez. 2.264).
Orez. 2.265. Marcaje frontale pe capacele rulmenților bielei
Asigurați-vă că marcajele frontale de pe capacele lagărelor bielei sunt poziționate corect (orez. 2.265).
Aplicați un strat ușor de ulei de motor pe filete și sub capetele șuruburilor capacului bielei.
Folosind SST 09205-16010, strângeți șuruburile în mai mulți pași la cuplul prescris.
- Cuplu de strângere: 20 Nm.
Marcați cu vopsea partea din față a fiecărui șurub al capacului bielei.
Strângeți șuruburile de fixare a capacului cu 90°, așa cum se arată în Figura 2.262.
Asigurați-vă că arborele cotit se rotește fără probleme.
Folosind SST, scoateți 4 șuruburi și 2 capace de biele.
Măsurați calibrele de plastic pliabile în punctul cel mai lat.
- Jocul nominal de ulei: 0,028–0,060 mm.
- Distanța maximă admisă pentru ulei: 0,080 mm.
Notă. Scoateți complet instrumentele de măsurare din plastic pliabile după măsurare.
Notă. Dacă jocul de ulei depășește valoarea maximă admisă, înlocuiți carcasa lagărului bielei.
Notă. Dacă este necesar, șlefuiți gâtul sau înlocuiți arborele cotit.
Notă. Marcajul TAIHO se aplică fie pe partea proeminenței, fie pe partea opusă.
Notă. Când înlocuiți carcasa rulmentului, selectați numărul ștampilat pe biela. Carcasele de rulment sunt furnizate în 3 clase de dimensiuni standard marcate cu numere corespunzător «1», «2» Și «3».
Îndepărtarea tijelor în adunare
Orez. 2.266. Îndepărtarea depunerilor din partea superioară a cilindrului
Îndepărtați carbonul din partea superioară a cilindrului cu un alez (orez. 2.266).
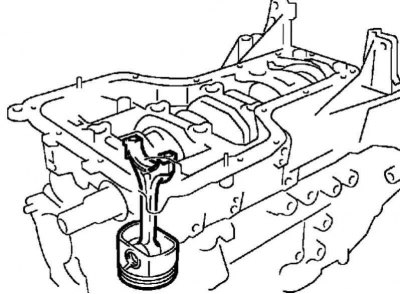
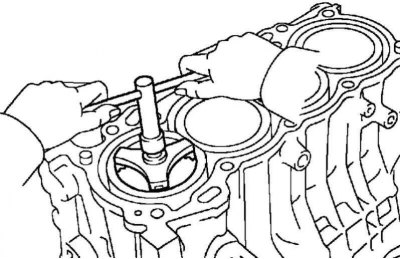
Orez. 2.267. Impingerea pistonului
Împingeți pistonul, complet cu biela și carcasa superioară a rulmentului, în sus și în afara cilindrului (orez. 2.267).
Notă. Carcasele lagărului bielei, biela și capacul bielei sunt un set, așa că ar trebui să fie puse împreună.
Notă. La dezasamblare, pistoanele și bielele trebuie pliate astfel încât să poată fi instalate în aceleași locuri în timpul asamblarii ulterioare.
Scoaterea carcaselor lagărelor bielei
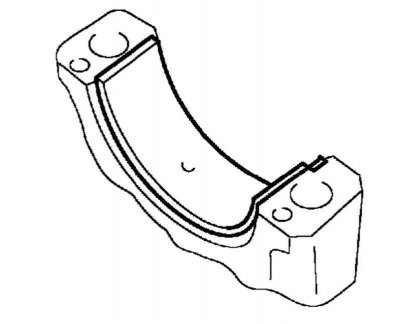
Orez. 2.268. Carcasa inferioară a rulmentului de biela
Scoateți rulmentul inferior al bielei de pe capac (orez. 2.268).
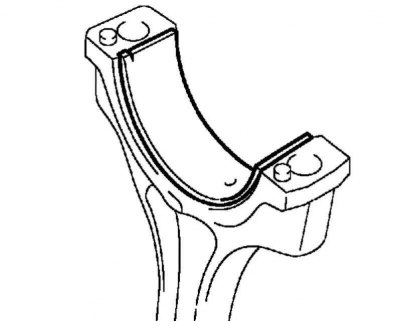
Orez. 2.269. Rulment superior de biela
Scoateți rulmentul superior al bielei de pe biela (orez. 2.269).
Scoaterea segmentelor de piston
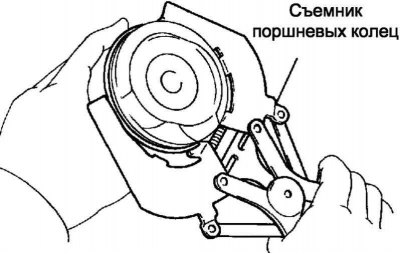
Orez. 2.270. Îndepărtarea inelelor de compresie
Folosind un clește pentru inele piston, scoateți cele 2 inele de compresie (orez. 2.270).
Scoateți cei 2 pereți laterali ai inelului de raclere a uleiului compus cu mâinile.
Scoaterea ansamblului pistonului cu bolțul pistonului
Orez. 2.271. Îndepărtarea inelelor de reținere
Folosiți o șurubelniță mică pentru a scoate cele 2 inele (orez. 2.271).
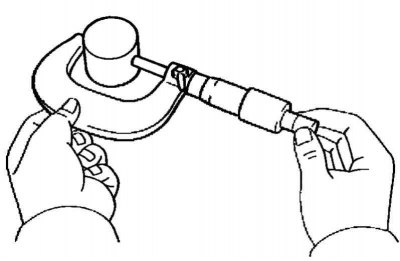
Orez. 2.272. Încălzirea pistoanelor într-un bloc special
Încălziți pistoanele la o temperatură de 80-90°C (orez. 2.272).
Orez. 2.273. Demontare a știftului pistonului
Folosind un ciocan de plastic și o tijă de alamă, loviți cu atenție bolțul pistonului și îndepărtați biela (orez. 2.273).
Notă. Bolțurile pistonului sunt selectate în funcție de dimensiunea găurii din piston.
Notă. Așezați pistoanele, știfturile, inelele de siguranță, bielele și carcasele lagărelor bielei în așa ordine încât să fie instalate în locurile inițiale în timpul asamblarii ulterioare.
Scoaterea arborelui cotit
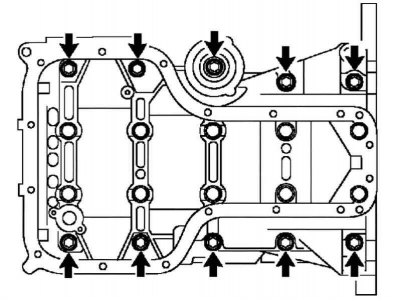
Orez. 2.274. Șuruburi de fixare a capacelor rulmenților radicali
Scoateți 10 șuruburi de montare din blocul capacului rulmentului principal (orez. 2.274).
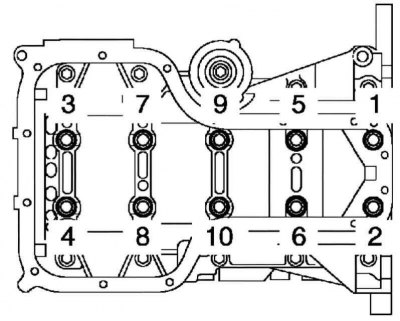
Orez. 2.275. Procedura de deșurubare a șuruburilor capacelor rulmentului principal
În mai mulți pași, în mod uniform, slăbiți și deșurubați 10 șuruburi ale capacelor rulmenților blocului în ordinea prezentată în Figura 2.275.

Orez. 2.276. Scoaterea blocului capacului rulmentului principal
Folosind o șurubelniță în punctele indicate dintre blocul cilindrului și blocul capacului rulmentului principal, separați blocul capacului rulmentului principal (orez. 2.276).
Notă. Aveți grijă să nu deteriorați suprafețele de îmbinare ale blocului cilindrului și ansamblului capacului rulmentului principal.
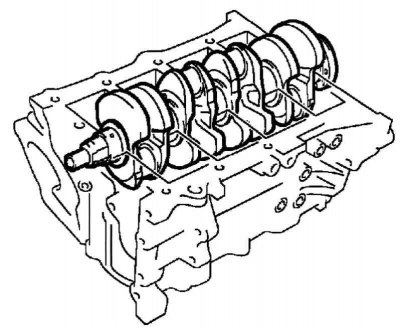
Orez. 2.277. Scoaterea arborelui cotit din blocul cilindrilor
Scoateți arborele cotit din blocul cilindrilor (orez. 2.277).
Verificarea jocului axial al arborelui cotit
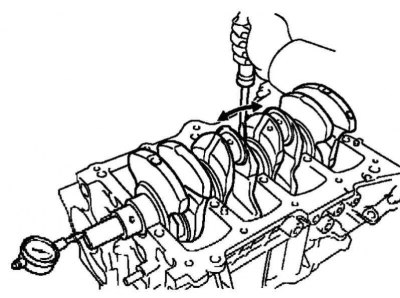
Orez. 2.278. Îndepărtarea jocului axial al arborelui cotit
Folosind o șurubelniță, deplasând arborele cotit în direcția axială, măsurați jocul axial cu un comparator (orez. 2.278).
- Joc axial nominal: 0,04 - 0,24 mm.
- Jocul axial maxim admis: 0,30 mm.
Dacă jocul axial depășește valoarea maximă admisă, măsurați grosimea semi-inelelor de împingere.
Dacă grosimea semi-inelului de împingere nu se încadrează în specificație, înlocuiți jumătatea inelului de împingere.
Notă. Grosimea nominală a semi-inelului de tracțiune: 2.430–2.480 mm.
Scoaterea semi-inelelor superioare de tracțiune ale arborelui cotit
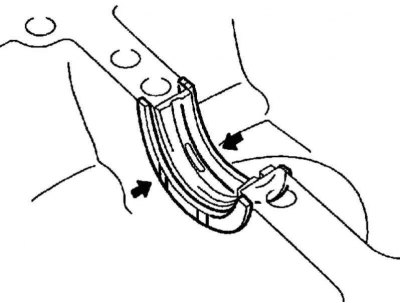
Orez. 2.279. Împingeți jumătate de inele
Scoateți 2 jumătăți de inele de împingere din blocul cilindrilor (orez. 2.279).
Scoaterea carcasei rulmenților principale
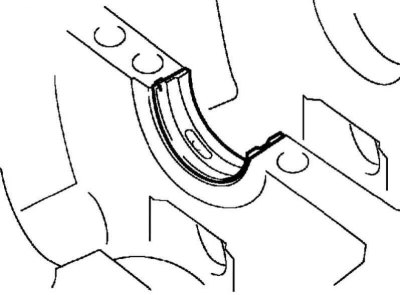
Orez. 2.280. carcasa rulmentului principal
Scoateți 5 carcase de lagăr principal din blocul cilindrilor (orez. 2.280).
Notă. Așezați carcasele lagărelor principale și șaibe de tracțiune într-o ordine care să le permită instalarea în locurile originale în timpul asamblarii.
Stud care iese
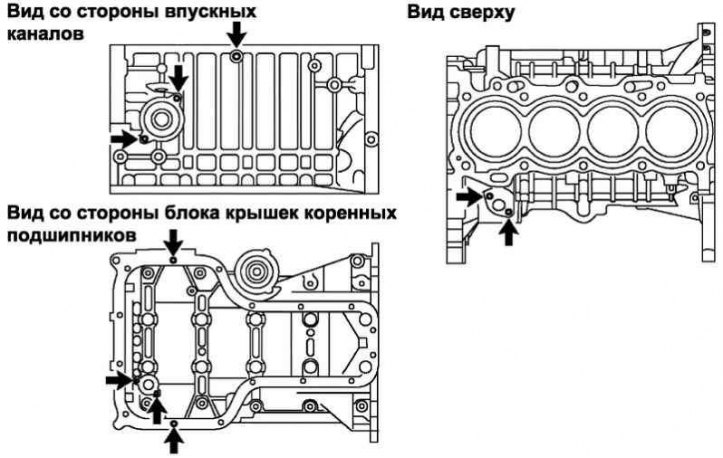
Orez. 2.281. Amplasarea știfturilor blocului de cilindri
Folosind cheile tubulare TORX E5 și E7, scoateți 9 știfturi (orez. 2.281).