

Сл. 2.263. Провера главе цилиндра
Прецизним лењиром и равним мерачем, као што је приказано на слици 2.263, проверите савијање радних површина главе цилиндра у вези са површином блока цилиндра и са површинама усисног и издувног колектора.
Максимално дозвољено изобличење површине:
- блок цилиндра - 0,05 мм;
- колектори - 0,08 мм.
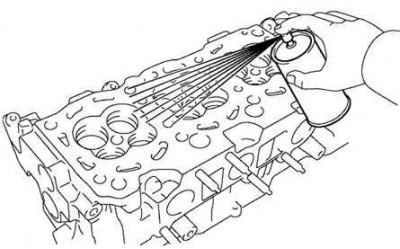
Сл. 2.264. Употреба боје приликом провере блока цилиндара
Ако количина искривљености премашује максимално дозвољену, замените главу цилиндра или је избрусите. Користећи пенетрирајућу боју, проверите да ли има пукотина у коморама за сагоревање, улазним и излазним отворима и на интерфејсу гаса (пиринач. 2.264).
Ако постоје пукотине, замените главу цилиндра или је заварите (праћено полирањем). Заваривање пукотина у глави цилиндра мора се вршити у специјализованим радионицама. Очистите вентиле, да бисте то урадили, уклоните наслаге угљеника са плоче вентила стругачем, а затим на крају очистите вентил четком.
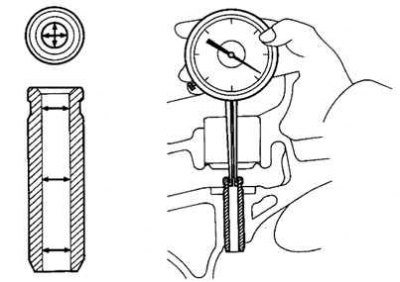
Сл. 2.265. Мерење унутрашњег пречника вођица вентила помоћу чељусти
Проверите пречнике стабљика вентила и унутрашње пречнике вођица вентила, да бисте то урадили, измерите унутрашњи пречник вођица вентила унутрашњим мерачем (пиринач. 2.265).
Унутрашњи пречник рукава: 1МЗ-ФЕ - 5.510-5.530 мм.
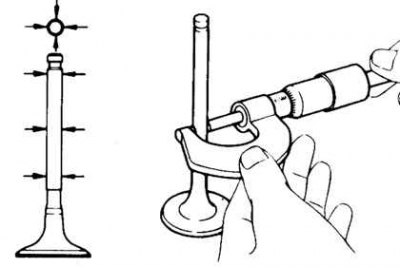
Сл. 2.266. Мерење пречника стабла вентила микрометром
Такође измерите пречник стабла вентила микрометром (пиринач. 2.266).
Пречник вретена вентила:
- усисни вентил - 5.470–5.485 мм;
- издувни вентил - 5.465–5.480 мм.
Пронађите размак између стабла вентила и вођице мерењем разлике између пречника стабла вентила и унутрашњег пречника вођице вентила.
Стандардни клиренс уља:
- усисни вентил - 0,025–0,060 мм;
- издувни вентил - 0,030–0,065 мм.
Максимални размак уља:
- усисни вентил - 0,08 мм;
- излаз - 0,10 мм.
Ако је зазор већи од максималног, замените вентил и водилицу.