
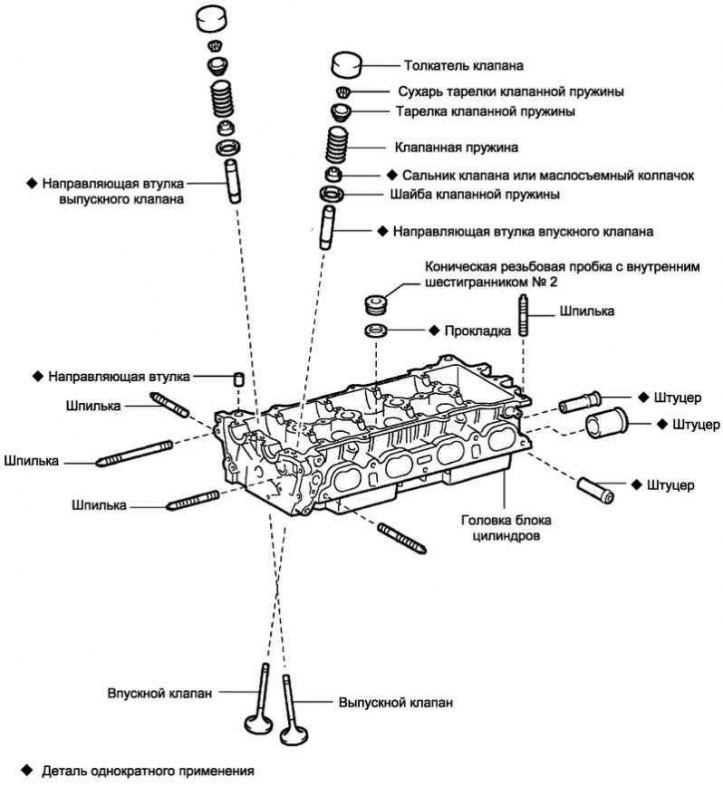
Сл. 2.218. Компоненте главе цилиндра
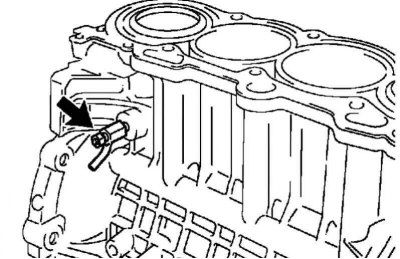
Уклањање конусног завртња бр.2
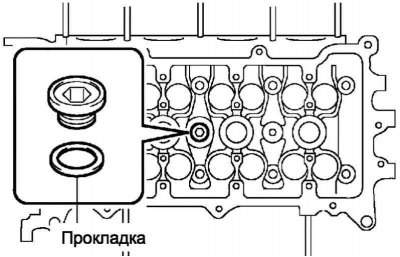
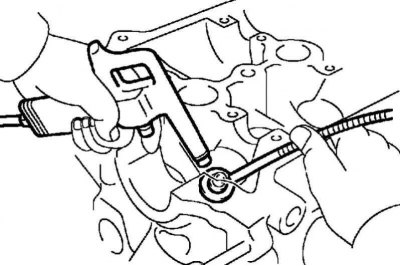
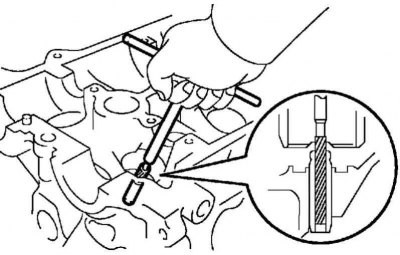
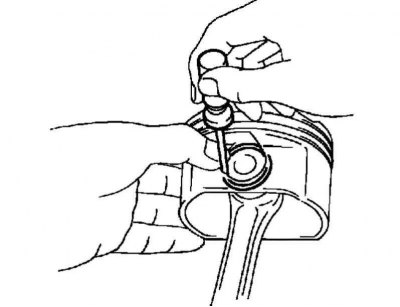
Сл. 2.219. Конусни утикач
Користећи шестоугаони кључ од 10, одврните конусни чеп и уклоните заптивку (пиринач. 2.219).
Уклањање подизача вентила
Уклоните 16 подизача вентила са главе цилиндра.
Уклањање вентила
Поставите главу цилиндра на дрвене блокове.
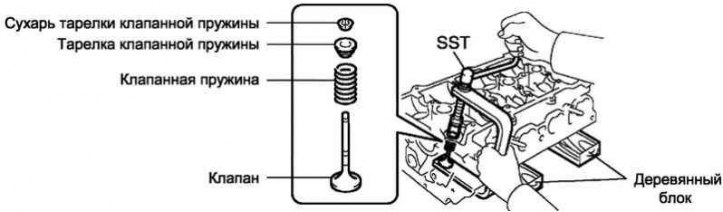
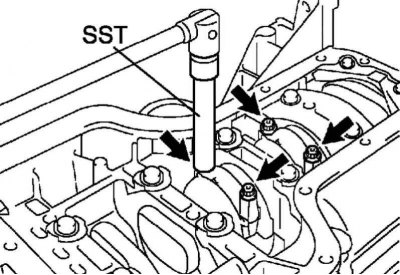
Сл. 2.220. Уклањање вентила
Белешка. Уклоните све вентиле са главе цилиндра у доле описаном редоследу (пиринач. 2.220).
Користећи ССТ алат, стисните опругу и уклоните 2 опруге вентила.
Уклоните опружне плоче, унутрашње опруге вентила и вентиле са главе цилиндра.
Уклањање уљних заптивки
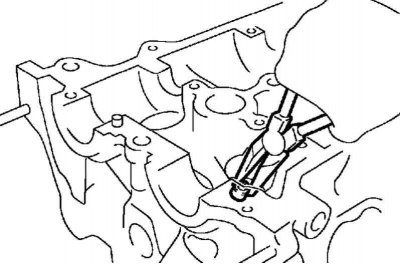
Сл. 2.221. Уклањање заптивке стабла вентила
Помоћу клешта са танким чељустима уклоните заптивке 8 вентила (пиринач. 2.221).
Уклањање опружних подложака вентила
Сл. 2.222. Уклањање подлошке опруге вентила
Користећи компримовани ваздух и магнетну шипку, уклоните опружне подлошке са 8 вентила (пиринач. 2.222).
Студ турн оут
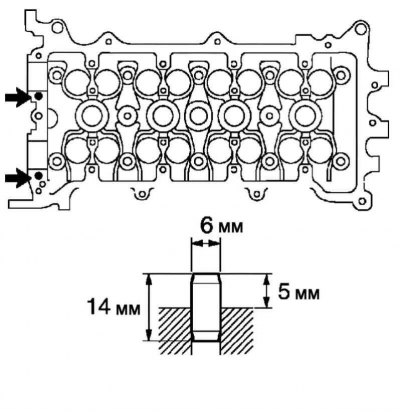
Сл. 2.223. Локација клинова главе цилиндра
Користећи насадне кључеве ТОРКС Е5 и Е7, уклоните 10 вијака (пиринач. 2.223).
Провера главе цилиндра на деформацију
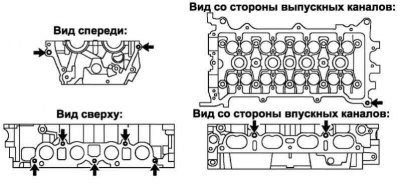
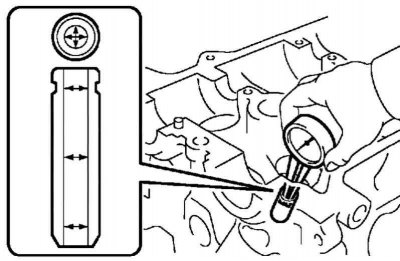
Сл. 2.224. Проверавање деформације главе цилиндра
Користећи прецизну равналицу и пипач, измерите количину савијања равнина које се спајају са блоком цилиндра и разводницима (пиринач. 2.224).
Максимална дозвољена количина савијања:
- са стране блока цилиндра - 0,05 мм;
- од усисног колектора - 0,10 мм;
- од издувног колектора - 0,10 мм.
Ако деформација премашује максималну дозвољену вредност, замените главу цилиндра.
Провера главе цилиндра на пукотине и оштећења
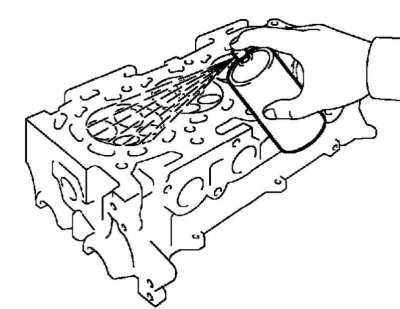
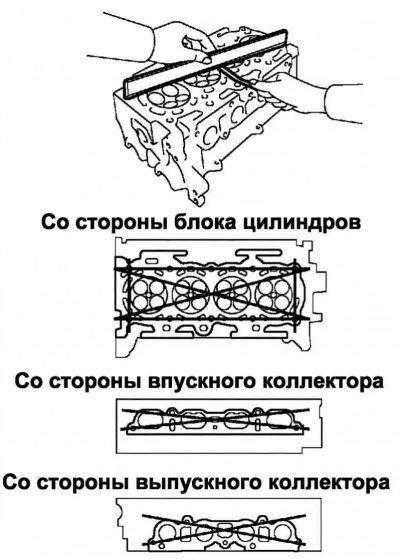
Сл. 2.225. Провера главе цилиндра на пукотине и оштећења
Користећи метод бојења за развијање, проверите и проверите да нема пукотина у комори за сагоревање, усисним отворима, издувним отворима и на површини блока цилиндра (пиринач. 2.225).
Провера седишта вентила
Нанесите танак слој пруског плавог или белог олова на косину вентила.
Лагано притисните вентил на седиште.
Белешка. Не ротирајте вентил.
Проверите лице вентила и седиште вентила доле описаним редоследом.
Ако постоји непрекидна стаза око целог обима закривљености вентила, диск вентила није искривљен. У супротном, вентил мора бити замењен.
Ако постоји непрекидан траг пасте око целог обима седишта вентила, оса чауре за вођење, диск вентила и седиште су поравнати. У супротном, површина седишта вентила мора бити поново брушена.
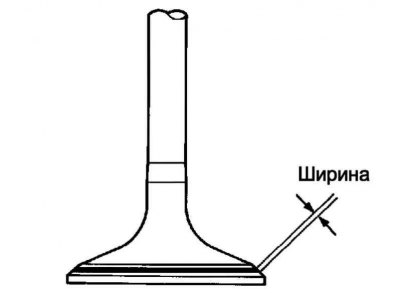
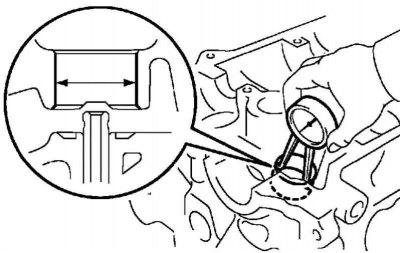
Сл. 2.226. Ширина контактне површине
Уверите се да се лице вентила спаја са средњим делом површине седишта вентила и да ширина контактне зоне одговара номиналној вредности (пиринач. 2.226).
Поправка седла усисних вентила
Користећи секач за 45°, избушите површину седишта вентила у глави цилиндра нешто шире од номиналне ширине контакта седишта вентила (пиринач. 2.227а).
Белешка. За глатку површину седишта вентила, примените мањи притисак на секач када бушите седишта.
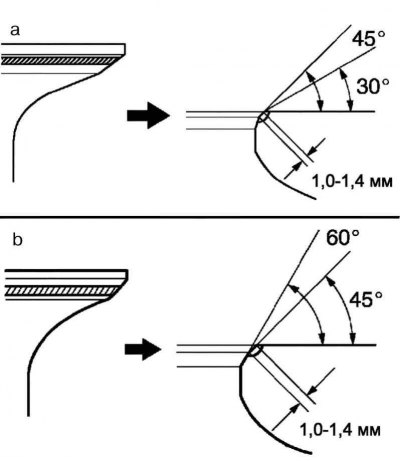
Сл. 2.227. Шема отвора седишта улазног вентила
Уверите се да се лице вентила спаја са средњим делом површине седишта вентила. У супротном, поново избушите површину седишта секачем за 45° (пиринач. 2.227 а).
Обрадите површину седишта вентила резачем за 30°или 60°тако да контактна површина између седишта вентила и лица вентила буде у средини косине.
Ако је контактна површина на предњој страни вентила превисока, користите секаче са углом резне ивице од 30°и 45°за обраду седишта (пиринач. 2.227б).
Ако је контактна површина на предњој страни вентила прениска, за обраду седишта користите ножеве са углом резне ивице од 60°и 45°.
Залепите вентил на седиште вентила пастом за млевење. Рад се обавља ручно.
Поново проверите пристајање седишта вентила.
Поправка седишта издувног вентила
Користећи секач за 45°, избушите површину седишта вентила у глави цилиндра нешто шире од номиналне ширине контакта седишта вентила.
Белешка. Да би површина седишта вентила била глаткија, постепено смањите притисак на секач приликом бушења седишта.
Уверите се да се лице вентила спаја са средњим делом површине седишта вентила. У супротном, поново избушите површину седишта секачем за 45°.
Обрадите површину седишта вентила резачем за 30°или 75°тако да контактна површина између седишта вентила и лица вентила буде у средини.
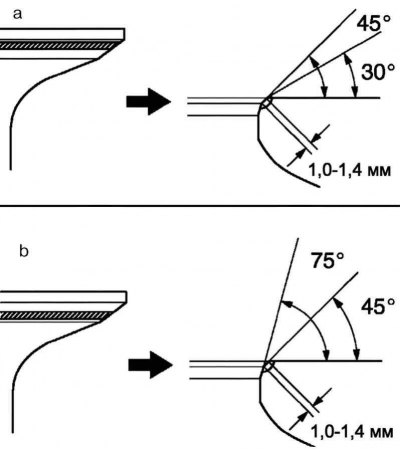
Сл. 2.228. Шема отвора седишта издувног вентила
Ако је контактна површина на предњој страни вентила превисока, користите секаче са углом резне ивице од 30°и 45°за обраду седишта (пиринач. 2.228 а).
Ако је контактна површина на предњој страни вентила прениска, користите секаче са углом резне ивице од 75°и 45°за обраду седишта (пиринач. 2.228б).
Залепите вентил на седиште вентила пастом за млевење. Рад се обавља ручно.
Поново проверите пристајање седишта вентила.
Провера аксијалног зазора брегастог вратила
Инсталирајте 2 брегасте осовине.
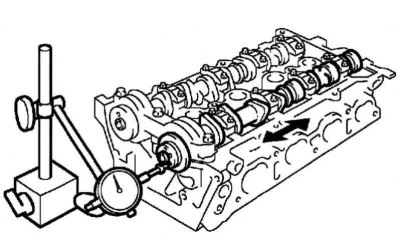
Сл. 2.229. Провера аксијалног зазора брегастог вратила
Померањем брегасте осовине у аксијалном смеру, измерите аксијални зазор помоћу индикатора (пиринач. 2.229).
- Називни аксијални зазор: 0,040 - 0,095 мм.
- Максимални дозвољени аксијални зазор: 0,110 мм.
Ако аксијални зазор премашује максималну дозвољену вредност, замените главу цилиндра. Ако су лежајеви брегастог вратила оштећени, замените брегасто вратило.
Мерење зазора уља брегастих осовина
Очистите 9 капица лежаја и брегасте осовине.
Уградите брегасте осовине у главу цилиндра.
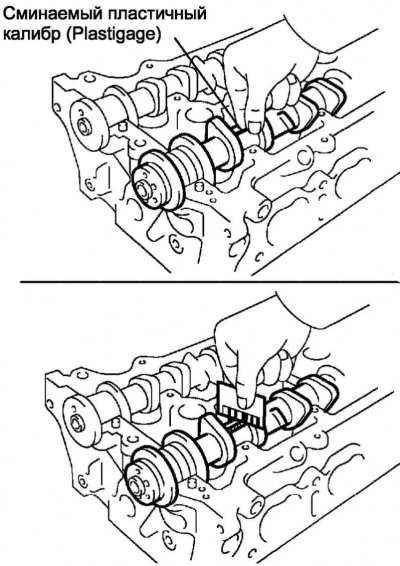
Сл. 2.230. Мерење зазора уља у рукавцима брегасте осовине
Поставите згужване пластичне мераче аксијално на све рукавце брегастог вратила (пиринач. 2.230).
Уградите 9 капица лежајева брегасте осовине.
Белешка. Не ротирајте брегасте осовине.
Уклоните 9 капица лежајева.
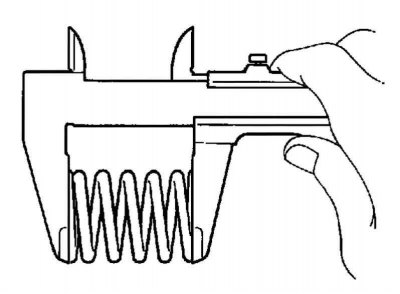
Измерите склопиве пластичне мераче на најширој тачки (пиринач. 2.230).
- Номинални размак уља: 0,035–0,072 мм.
- Максимални дозвољени размак уља: 0,10 мм.
Белешка. Након мерења, потпуно уклоните остатке згњеченог пластичног мерача.
Белешка. Ако зазор уља премашује максималну дозвољену вредност, замените главу цилиндра или брегасто вратило.
Провера подизача вентила
Сл. 2.231. Мерење пречника подизача вентила
Микрометром измерите пречник отвора вентила (пиринач. 2.231).
Пречник подизача вентила: 30,966–30,976 мм.
Ако пречник није исправан, замените славину вентила.
Провера зазора уља у подизачима вентила
Сл. 2.232. Мерење зазора уља подизача вентила
Користећи мерач проврта, измерите пречник седишта подизача вентила у глави цилиндра (пиринач. 2.232).
Пречник седишта подизача вентила: 31.000 - 31.025 мм.
Ако пречник није тачан, замените главу цилиндра.
Одузмите измерени пречник подизача вентила од пречника седишта подизача вентила.
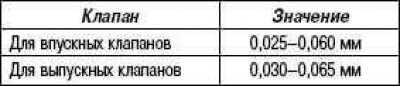
- Номинални зазор уља: 0,024–0,059 мм.
- Максимални дозвољени размак уља: 0,079 мм.
Ако зазор уља премашује максималну дозвољену вредност, замените вентил вентила. Ако је потребно, замените главу цилиндра.
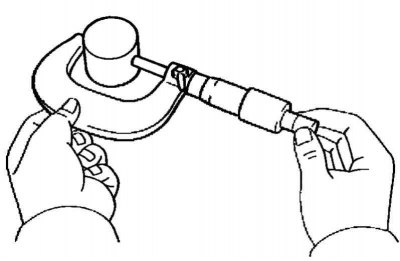
Провера опруга вентила
Сл. 2.233. Мерна дужина опруге вентила
Помоћу чељусти измерите укупну слободну дужину опруге вентила (пиринач. 2.233).
- Слободна дужина: 43,40 мм.
Ако слободна дужина није унутар спецификације, опруга вентила се мора заменити.
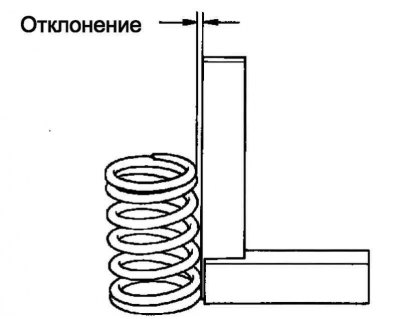
Сл. 2.234. Мерење правоугаоности опруге вентила
Користећи угао, измерите окомитост опруге вентила (пиринач. 2.234).
- Максимално дозвољено одступање: 1,6 мм.
- Максимални дозвољени угао (за референцу): 2°
Ако одступање премашује максималну дозвољену вредност, замените опругу вентила.
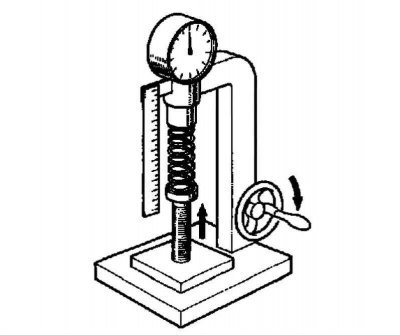
Сл. 2.235. Мерење силе опруге вентила
На посебном постољу измерите силу компресије опруге вентила на називној дужини (пиринач. 2.235).
- Сила на номиналној дужини: 158,6 - 175,4 Н на 33,6 мм.
- Максимална радна сила: 335,3 - 370,7 Н на 24,1 мм.
Ако сила на називној дужини не одговара прописаној вредности, опруга вентила се мора заменити.
Контролни вентили
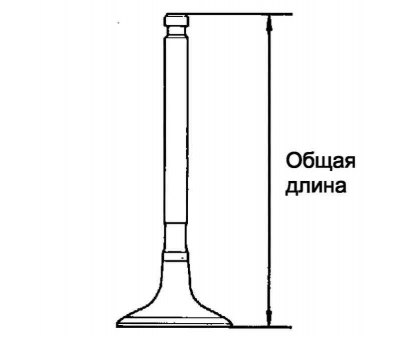
Сл. 2.236. Укупна дужина вентила
Користећи чељуст, измерите укупну дужину вентила (пиринач. 2.236).
Називна укупна дужина вентила
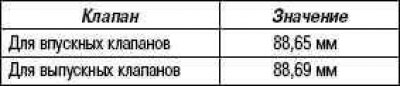
Минимална дозвољена укупна дужина вентила
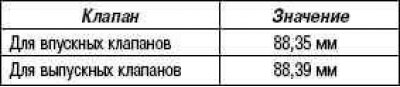
Ако је укупна дужина вентила мања од минималне дозвољене вредности, вентил се мора заменити.
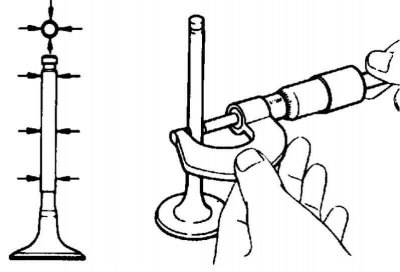
Сл. 2.237. Мерење пречника стабла вентила
Измерите пречник стабла вентила микрометром (пиринач. 2.237).
Пречник вретена вентила
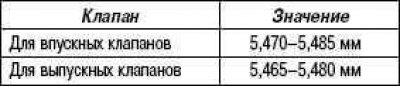
Ако пречник није тачан, замените вентил.
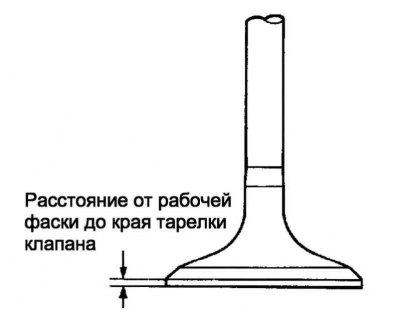
Сл. 2.238. Удаљеност од ивице до ивице диска вентила
Користећи чељуст, измерите растојање од радне ивице до ивице диска вентила (пиринач. 2.238).
Називно растојање од радне ивице до ивице диска вентила: 1,0 мм.
Минимално дозвољено растојање од радне ивице до диска вентила: 0,7 мм.
Ако је растојање мање од минималне дозвољене вредности, вентил се мора заменити.
Провера зазора уља на вретену вентила у водилици
Сл. 2.239. Мерење унутрашњег пречника вођице вентила
Измерите унутрашњи пречник вођице вентила помоћу мерача проврта (пиринач. 2.239).
Унутрашњи пречник рукава: 5.510–5.530 мм.
Ако пречник није тачан, замените вођицу вентила.
Одузмите измерени пречник стабла вентила од унутрашњег пречника вођице вентила.
Називни клиренс уља
Максимални дозвољени клиренс уља
Ако зазор уља премашује максималну дозвољену вредност, замените вентил и вођицу вентила.
Замена вођице вентила
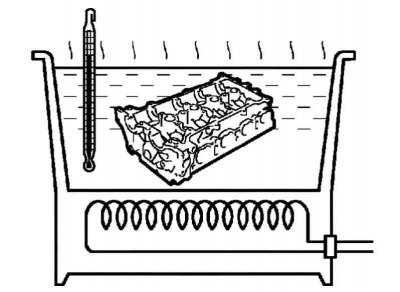
Сл. 2.240. Грејање главе цилиндра у посебној кутији
Загрејте главу цилиндра на температуру од 80-100°Ц (пиринач. 2.240).
Поставите главу цилиндра на дрвене блокове.
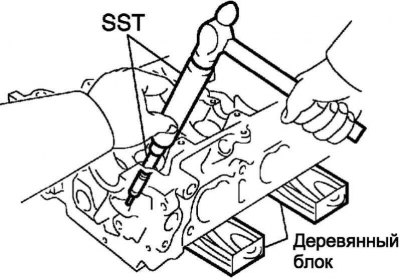
Сл. 2.241. Уклањање вођице вентила
Користите ССТ алат да избаците вођицу вентила (пиринач. 2.241).
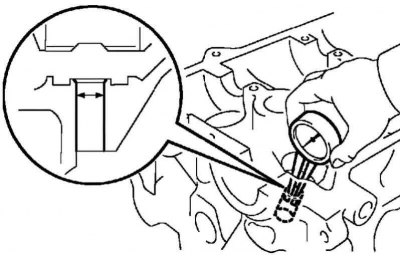
Сл. 2.242. Мерење пречника седишта вођице вентила у глави цилиндра
Користећи мерач проврта, измерите пречник седишта вођице вентила у глави цилиндра (пиринач. 2.242).
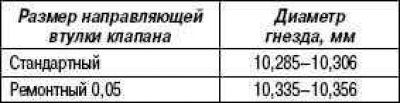
- Пречник: 10,285–10,306 мм.
Ако је пречник лежишта чауре у глави цилиндра већи од 10,306 мм, избушите седиште до пречника 10,335–10,356 мм да бисте уградили вођицу вентила превелике величине.
Поново загрејте главу цилиндра на температуру од 80-100°Ц.
Поставите главу цилиндра на дрвене блокове.
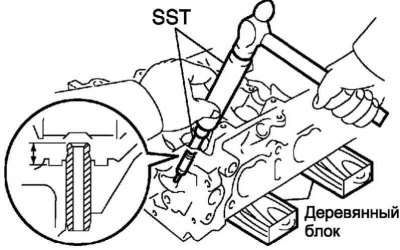
Сл. 2.243. Притиском на нову вођицу вентила
Користећи ССТ алат, притисните нову вођицу вентила до номиналне избочине (пиринач. 2.243).
- Висина избочина: 8,7-9,1 мм.
Сл. 2.244. Водећи отвор вентила
Са развртачем од 5,5 мм, избушите вођицу вентила до величине која обезбеђује номинални зазор између вођице вентила и стабла вентила (пиринач. 2.244).
Називни клиренс уља
Притиском на вођицу
Сл. 2.245. Шема притиска на иглу за вођење
Користите пластични чекић да забијете 2 водеће игле (пиринач. 2.245).
- Називна избочина: 5 мм.
Монтажа арматура
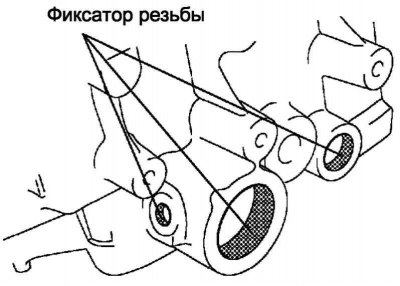
Сл. 2.246. Растојање означено бојом
Означите бојом прописани положај окова (пиринач. 2.246).
Сл. 2.247. Тачке за подмазивање
Подмажите отворе за спојеве у глави цилиндра машћу за причвршћивање (пиринач. 2.247).
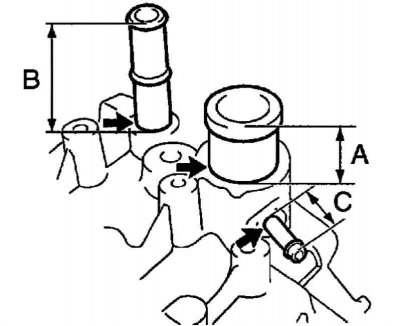
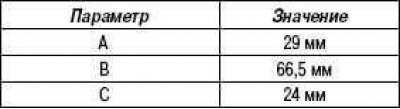
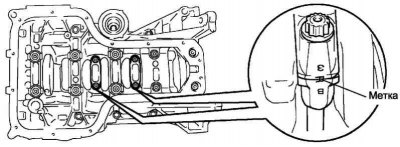
Сл. 2.248. Дубина уградње
Утиснути нове спојнице тако да се ознака налази у нивоу површине главе цилиндра (пиринач. 2.248).
Оцењене перформансе
Белешка. Притисните спојнице у року од 3 минута након наношења мазива за причвршћивање.
Напуните расхладну течност не раније од једног сата након постављања фитинга.
Монтажа клинова
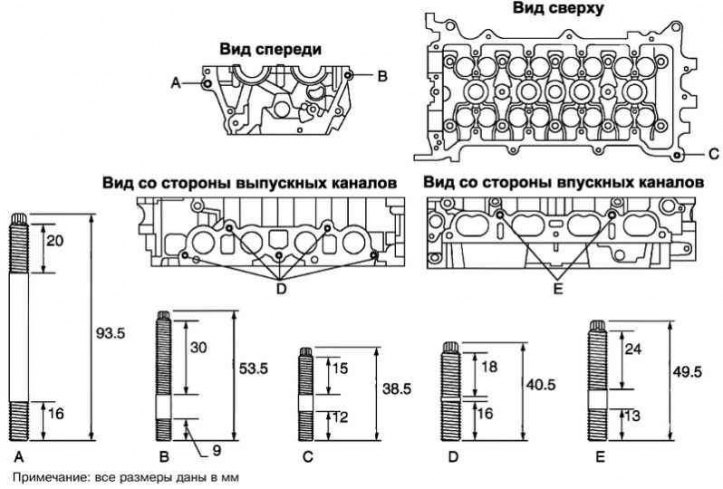
Сл. 2.249. Шема за уградњу клинова
Помоћу насадних кључева ТОРКС Е5 и Е7 умотајте 11 вијака (пиринач. 2.249).
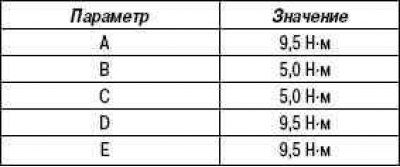
Обртни момент
Уградња опружних подложака вентила
Сл. 2.250. Инсталирање опружне подлошке вентила
Уградите 8 опружних подложака вентила у поклопац главе цилиндра (пиринач. 2.250).
Уградња заптивки вентила
Подмажите заптивке осовине вентила моторним уљем.
Белешка. Пазите да не помешате заптивке стабла усисног и издувног вентила. Неправилна уградња заптивки вентила може довести до квара.

Сл. 2.251. Означавање у боји заптивача стабла вентила
Заптивке вретена улазног вентила обојене у сиво, заптивке издувног вентила обојене у црно (пиринач. 2.251).
Користећи ССТ, ручно инсталирајте нове заптивке стабла вентила.
Уградња вентила
Уградите све вентиле у главу цилиндра према описаној процедури.
Поставите главу цилиндра на дрвене блокове.
Уградите вентиле, унутрашње опруге вентила и опружне плоче у главу цилиндра.

Сл. 2.252. Инсталирање крекера
Користећи ССТ, стисните опругу и инсталирајте 2 опруге вентила на вретену вентила.
Шишком 5 и чекићем лагано ударите горњи крај стабла вентила тако да крекери заузму правилан положај.
Белешка. Пазите да не оштетите крај стабла вентила.
Монтажа подизача вентила
Подмажите 16 подизача вентила моторним уљем.
Сл. 2.253. Инсталација потисника
Уградите 16 подизача вентила у главу цилиндра (пиринач. 2.253).
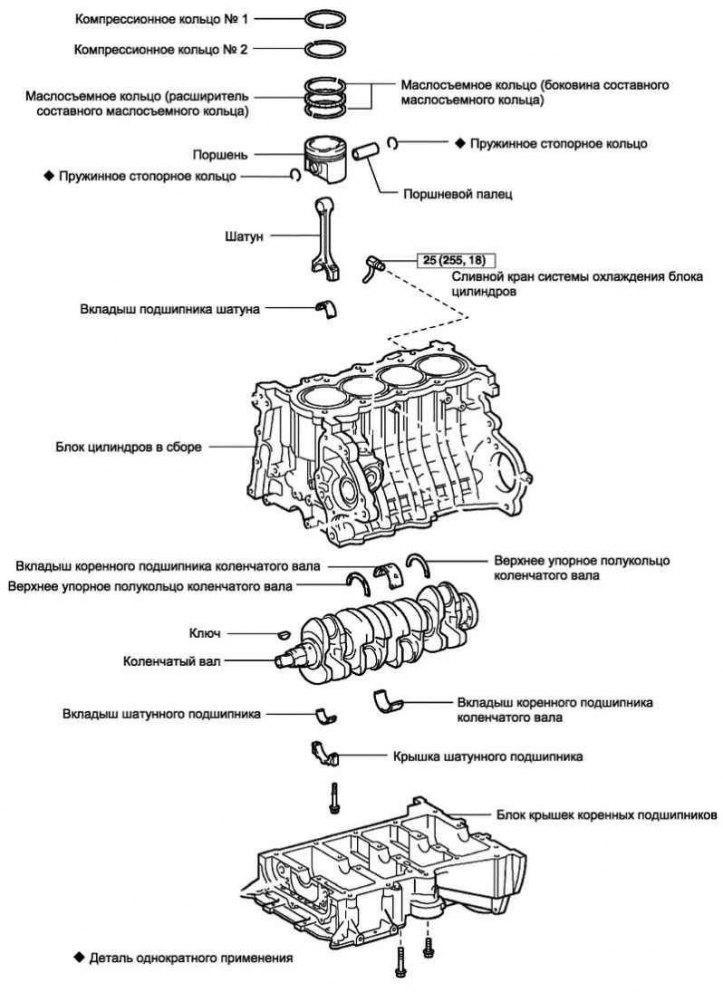
Сл. 2.254. Компоненте блока цилиндара
Инсталирање конусног завртња #2
Користећи утичницу 10, уврнути конусни утикач са новом заптивком.
- Момент затезања: 44 Нм.
Преграда блока цилиндара.
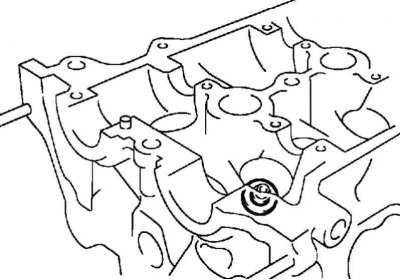
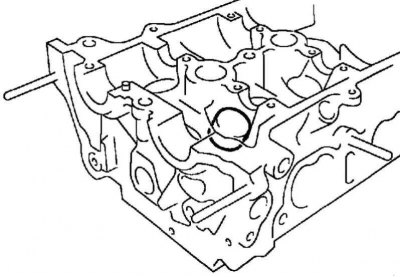
Уклањање склопа славине за испуштање расхладне течности
Сл. 2.255. славина за испуштање расхладне течности
Извадите из блока цилиндара дизалицу за одвод расхладне течности у скупу (пиринач. 2.255).
Провера аксијалног зазора клипњаче
Окрените радилицу и поставите клип цилиндра бр. 1 у ТДЦ на такту компресије.
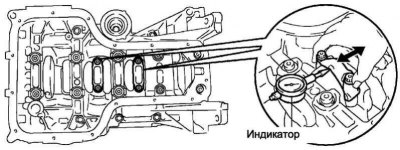
Сл. 2.256. Провера аксијалног зазора клипњаче цилиндара бр. 2 и бр. 3
Померајући клипњачу напред-назад, помоћу индикатора измерите аксијални зазор у клипњачама цилиндара бр. 2 и бр (пиринач. 2.256).
- Називни аксијални зазор: 0,160 - 0,342 мм.
- Максимални дозвољени аксијални зазор: 0,342 мм.
Ако аксијални зазор премашује максималну дозвољену вредност, замените клипњачу.
Ако је потребно, замените радилицу.
Окрените радилицу и поставите клип цилиндра #2 у ТДЦ на такту компресије.
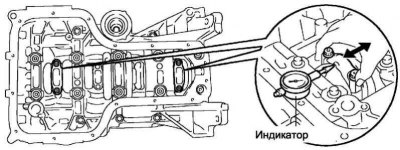
Сл. 2.257. Провера аксијалног зазора клипњаче цилиндара бр. 1 и бр. 4
Померајући клипњачу напред-назад, помоћу индикатора измерите аксијални зазор у клипњачама цилиндара бр. 1 и бр (пиринач. 2.257).
- Називни аксијални зазор: 0,160 - 0,342 мм.
- Максимални дозвољени аксијални зазор: 0,342 мм.
Ако аксијални зазор премашује максималну дозвољену вредност, замените клипњачу.
Ако је потребно, замените радилицу.
Провера зазора уља клипњаче
Окрените радилицу и поставите клип цилиндра бр. 1 у ТДЦ на такту компресије.
Измерите зазор уља у клипњачама цилиндара #2 и #3.
Белешка. Не окрећите радилицу током мерења.
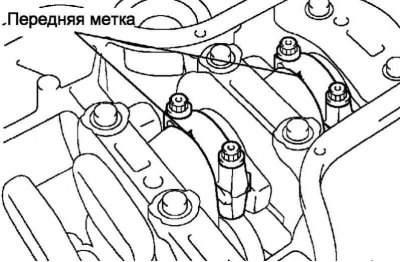
Обојите клипњаче и поклопце лежаја одговарајућим бројевима цилиндара.
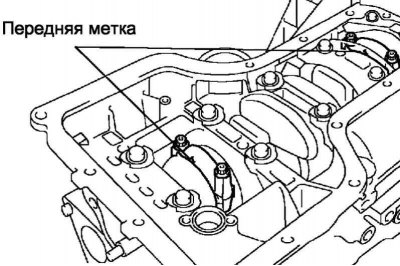
Сл. 2.258. Ознаке у боји
Ознаке на клипњачама и на поклопцима лежајева су неопходне за правилну монтажу (пиринач. 2.258).
Сл. 2.259. Уклањање вијака поклопца клипњаче
Користећи ССТ, уклоните 4 монтажна вијка и уклоните 2 поклопца клипњаче (пиринач. 2.259).
Очистите све клипњаче и шкољке лежајева клипњаче.
Проверите да ли има удубљења или огреботина на осовиницама и шкољкама лежаја.

Сл. 2.260. Полагање пластичног калибра
Положите згужвани пластични мерач дуж осовинице (пиринач. 2.260).
Сл. 2.261. Ознаке на поклопцима лежајева клипњаче
Уверите се да су језичци на поклопцима лежајева клипњаче у исправном смеру (пиринач. 2.261).
Нанесите лагани слој моторног уља на навоје и испод глава вијака поклопца клипњаче.
Користећи ССТ, затегните завртње у неколико корака до прописаног обртног момента.
- Момент затезања: 20 Нм.
Означите бојом предњу страну сваког од вијака поклопца клипњаче.
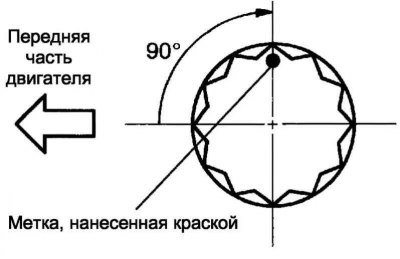
Сл. 2.262. Угао ротације завртња поклопца
Затегните завртње за причвршћивање поклопца за 90°, као што је приказано на слици 2.262.
Уверите се да се радилица глатко окреће.
Користећи ССТ, уклоните 4 вијка и 2 поклопца клипњаче.
Измерите склопиве пластичне мераче на најширој тачки.
- Номинални зазор уља: 0,028–0,060 мм.
- Максимални дозвољени размак уља: 0,080 мм.
Белешка. Потпуно уклоните склопиве пластичне мераче након мерења.
Белешка. Ако зазор уља премашује максималну дозвољену вредност, замените шкољку лежаја клипњаче.
Белешка. Ако је потребно, избрусите или замените радилицу.
Белешка. Ознака ТАИХО се наноси или на страну избочине или на супротну страну.
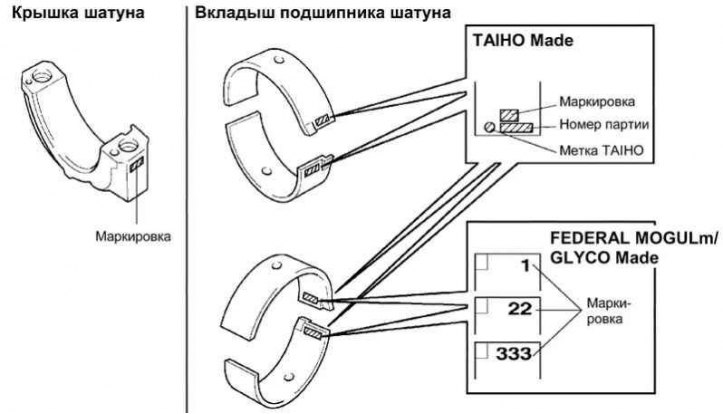
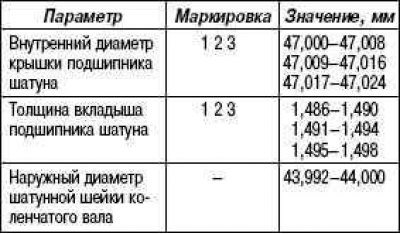
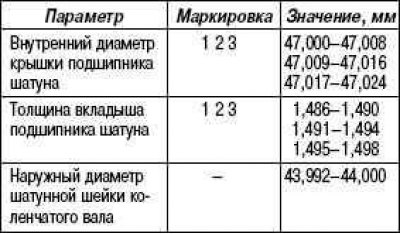
Сл. 2.263. Ознаке и ознаке на поклопцима клипњача и на шкољкама лежајева клипњача
Приликом замене шкољке лежаја изаберите број утиснут на клипњачи. Оклопи лежаја се испоручују у 3 стандардне класе величине означене одговарајућим бројевима «1», «2» И «3» (пиринач. 2.263).
Окрените радилицу и поставите клип цилиндра #2 у ТДЦ на такту компресије.
Измерите зазор уља у клипњачама цилиндара бр.1 и бр.4 (види сл. 2.258).
Белешка. Не окрећите радилицу током мерења.
Обојите клипњаче и поклопце лежаја одговарајућим бројевима цилиндара.
Белешка. Ознаке на клипњачама и на поклопцима лежајева су неопходне за правилну монтажу.
Користећи ССТ, уклоните 4 вијка и 2 поклопца клипњаче.
Очистите све клипњаче и шкољке лежајева клипњаче.
Проверите да ли има удубљења или огреботина на осовиницама и шкољкама лежаја.

Сл. 2.264. Полагање пластичног калибра
Положите згужвани пластични мерач дуж осовинице (пиринач. 2.264).
Сл. 2.265. Предње ознаке на поклопцима лежајева клипњаче
Уверите се да су предње ознаке на поклопцима лежајева клипњаче правилно постављене (пиринач. 2.265).
Нанесите лагани слој моторног уља на навоје и испод глава вијака поклопца клипњаче.
Користећи ССТ 09205-16010, затегните завртње у неколико корака до прописаног обртног момента.
- Момент затезања: 20 Нм.
Означите бојом предњу страну сваког од вијака поклопца клипњаче.
Затегните завртње за причвршћивање поклопца за 90°, као што је приказано на слици 2.262.
Уверите се да се радилица глатко окреће.
Користећи ССТ, уклоните 4 вијка и 2 поклопца клипњаче.
Измерите склопиве пластичне мераче на најширој тачки.
- Номинални зазор уља: 0,028–0,060 мм.
- Максимални дозвољени размак уља: 0,080 мм.
Белешка. Потпуно уклоните склопиве пластичне мераче након мерења.
Белешка. Ако зазор уља премашује максималну дозвољену вредност, замените шкољку лежаја клипњаче.
Белешка. Ако је потребно, избрусите врат или замените радилицу.
Белешка. Ознака ТАИХО се наноси или на страну избочине или на супротну страну.
Белешка. Приликом замене шкољке лежаја изаберите број утиснут на клипњачи. Оклопи лежаја се испоручују у 3 стандардне класе величине означене одговарајућим бројевима «1», «2» И «3».
Уклањање шипки у скупу
Сл. 2.266. Уклањање наслага са врха цилиндра
Уклоните угљеник са врха цилиндра помоћу развртача (пиринач. 2.266).
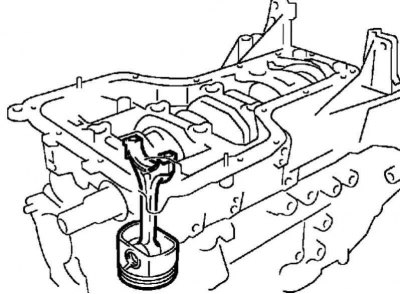
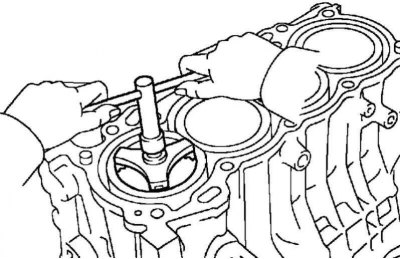
Сл. 2.267. Гурање клипа
Гурните клип, заједно са клипњачом и горњом шкољком лежаја, горе и ван цилиндра (пиринач. 2.267).
Белешка. Шкољке лежаја клипњаче, клипњача и поклопац клипњаче су један сет, тако да их треба спојити.
Белешка. Приликом демонтаже, клипове и клипњаче треба преклопити како би се приликом накнадне монтаже могли уградити на иста места.
Уклањање шкољки лежаја клипњаче
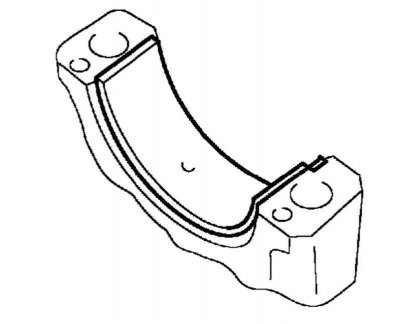
Сл. 2.268. Доња шкољка лежаја клипњаче
Скините доњи лежај клипњаче са поклопца (пиринач. 2.268).
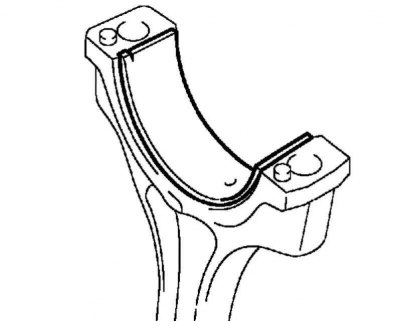
Сл. 2.269. Горњи лежај клипњаче
Скините горњи лежај клипњаче са клипњаче (пиринач. 2.269).
Уклањање клипних прстенова
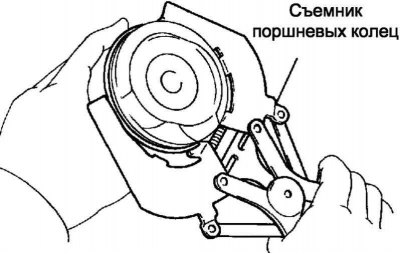
Сл. 2.270. Уклањање компресионих прстенова
Помоћу клешта за клипне прстенове уклоните 2 компресиона прстена (пиринач. 2.270).
Рукама уклоните 2 бочне стране прстена за стругање уља.
Уклањање склопа клипа са клипом
Сл. 2.271. Уклањање причврсних прстенова
Користите мали одвијач да уклоните 2 прстена (пиринач. 2.271).
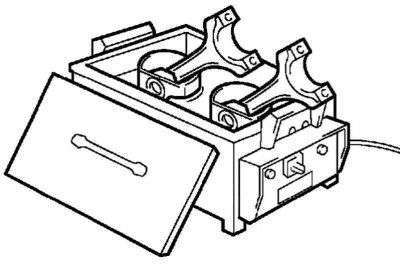
Сл. 2.272. Загревање клипова у посебном блоку
Загрејати клипове на температуру од 80-90°Ц (пиринач. 2.272).
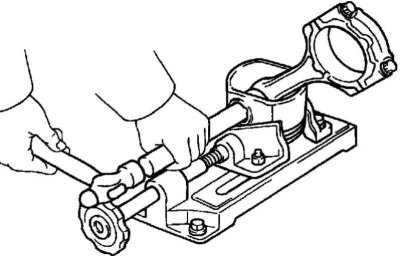
Сл. 2.273. Избијање клипа
Користећи пластични чекић и месингану шипку, пажљиво избијте клип и уклоните клипњачу (пиринач. 2.273).
Белешка. Клипни клинови се бирају према величини отвора на клипу.
Белешка. Поставите клипове, клинове, копче, клипњаче и чахуре лежаја клипњаче тако да буду постављени на првобитна места приликом накнадне монтаже.
Уклањање радилице
Сл. 2.274. Вијци поклопца главног лежаја
Уклоните 10 монтажних вијака са блока главне капице лежаја (пиринач. 2.274).
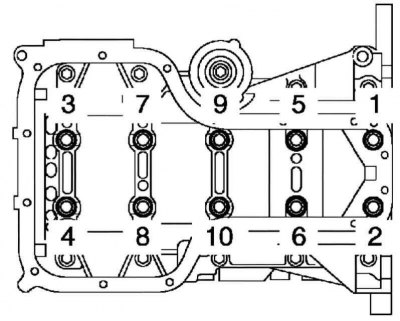
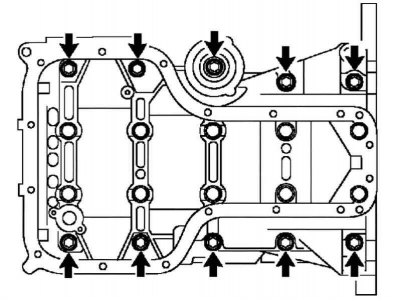
Сл. 2.275. Редослед окретања вијака капица главних лежајева
У неколико корака, равномерно, олабавите и одврните 10 вијака поклопаца лежајева блокова у редоследу приказаном на слици 2.275.

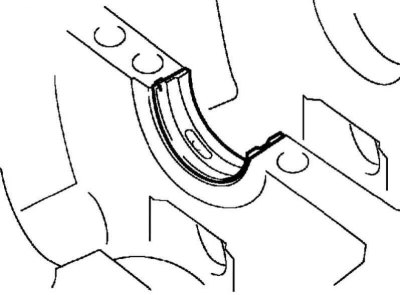
Сл. 2.276. Уклањање блока капица главних лежајева
Користећи шрафцигер на назначеним местима између блока цилиндра и блока главног поклопца лежаја, одвојите блок поклопца главног лежаја (пиринач. 2.276).
Белешка. Пазите да не оштетите спојне површине блока цилиндра и склопа капице главног лежаја.
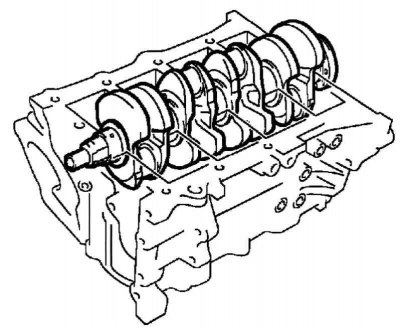
Сл. 2.277. Уклањање радилице из блока цилиндра
Уклоните радилицу из блока цилиндра (пиринач. 2.277).
Провера аксијалног зазора радилице
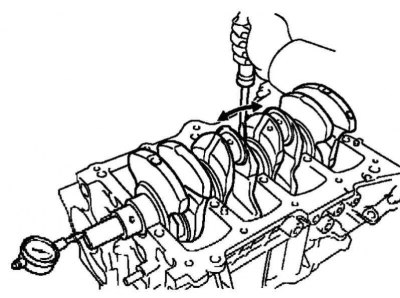
Сл. 2.278. Уклањање аксијалног зазора радилице
Помоћу шрафцигера, померајући радилицу у аксијалном правцу, измерите аксијални зазор помоћу индикатора бројчаника (пиринач. 2.278).
- Називни аксијални зазор: 0,04 - 0,24 мм.
- Максимални дозвољени аксијални зазор: 0,30 мм.
Ако аксијални зазор прелази максимално дозвољену вредност, измерите дебљину потисних полупрстенова.
Ако дебљина потисног полупрстена није у оквиру спецификације, замените потисни полупрстен.
Белешка. Називна дебљина потисног полупрстена: 2.430–2.480 мм.
Уклањање горњих потисних полупрстенова радилице
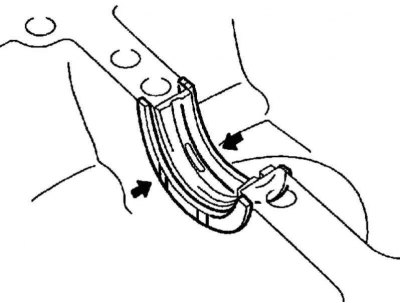
Сл. 2.279. Потисните полупрстенове
Уклоните 2 потисна полупрстена са блока цилиндра (пиринач. 2.279).
Уклањање шкољки главног лежаја
Сл. 2.280. Шкољка главног лежаја
Уклоните 5 шкољки главних лежајева из блока цилиндра (пиринач. 2.280).
Белешка. Поставите шкољке главних лежајева и потисне подлошке у редоследу који им омогућава да се уграде на првобитна места током монтаже.
Студ турн оут
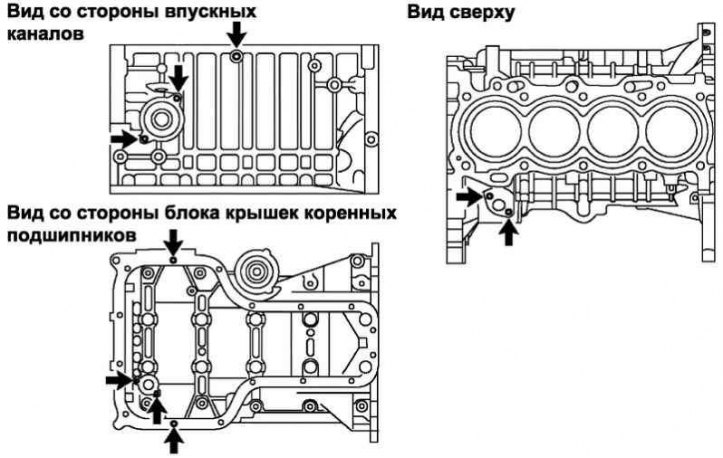
Сл. 2.281. Локација клинова блока цилиндра
Користећи насадне кључеве ТОРКС Е5 и Е7, уклоните 9 вијака (пиринач. 2.281).