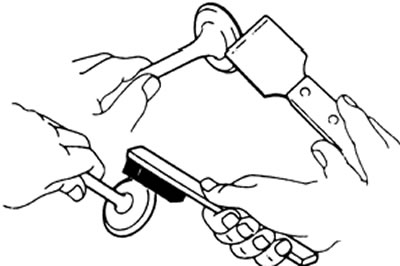
А) Окрећући радилицу, доведите сваки клип редом у ТДЦ. Користећи стругач, уклоните наслаге угљеника са дна сваког клипа.
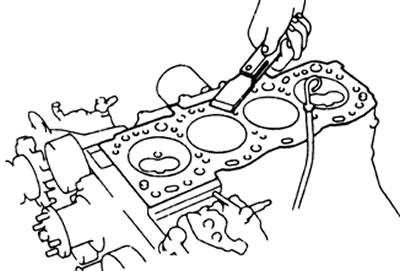
б) Уклоните сав материјал заптивки са спојне површине блока цилиндра.
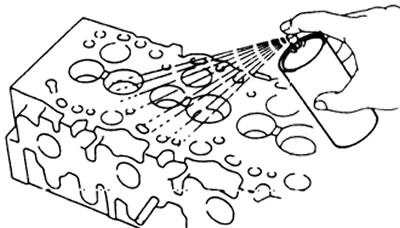
В) Користите компримовани ваздух да уклоните остатке заптивке, уља и воде са површина и рупа у блоку.
Опрез: Користите заштитне наочаре током ове операције.
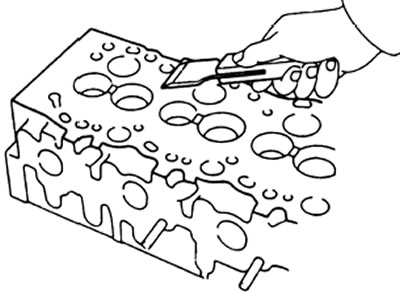
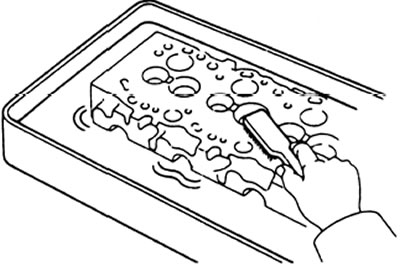
2. Користећи стругач, уклоните сав материјал заптивки са контактне равни разводника и главе цилиндра.
Пажња: потребно је пажљиво извршити операцију како не бисте огребали површине.
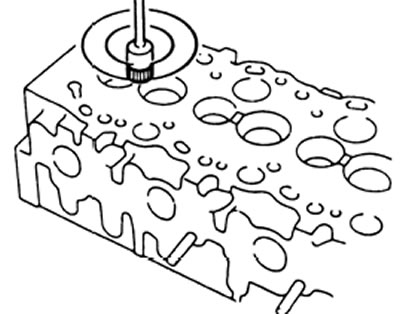
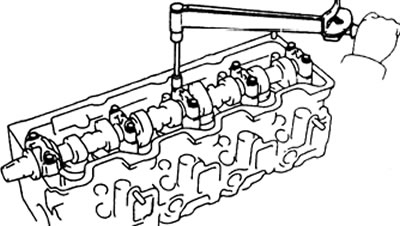
3. Користећи жичану четку, уклоните све наслаге из комора за сагоревање.
Пажња: Неопходно је пажљиво извршити операцију како не бисте огребали површину за парење.
4. Користећи четку за вођицу вентила и растварач, очистите све вођице вентила.
5. Темељно очистите главу цилиндра меком четком и растварачем.
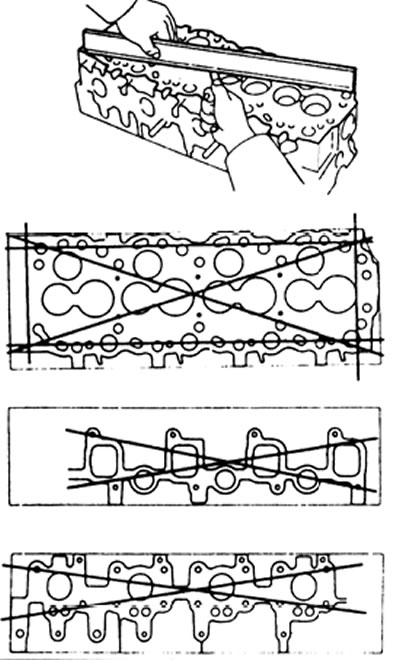
6. Прецизним лењиром и мерачем проверите да ли су спојене површине главе цилиндра савијене.
Максимална дозвољена неравнина:
- Л серија - 0,20 мм
- КЗ серија - 0,15 мм
7. Користећи пенетрирајућу боју, проверите да ли има пукотина у коморама за сагоревање, усисним и издувним отворима, горњој и доњој површини главе.
8. Очистите вентиле.
А) Користећи стругач, уклоните све наслаге угљеника са диска вентила.
б) Користећи жичану четку, темељно очистите вентил.
9. Проверите стање језгара вентила и утикача за усмеравање.
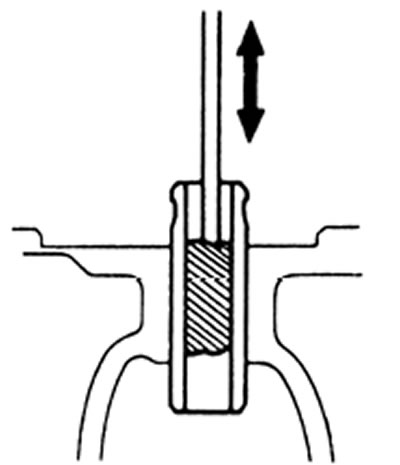
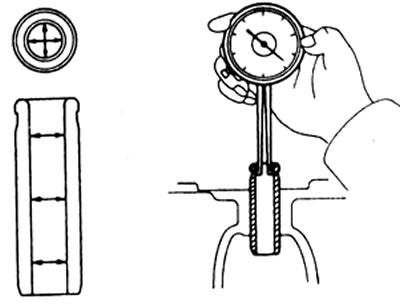
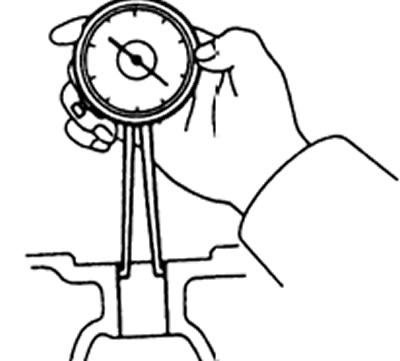
А) Користите унутрашњи мерач да измерите унутрашњи пречник вођица вентила као што је приказано на слици.
Унутрашњи пречник 8,01-8,03 мм
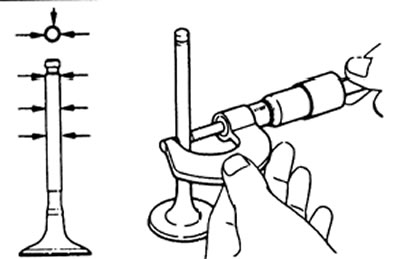
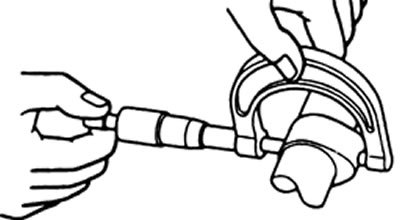
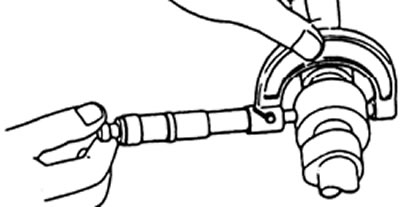
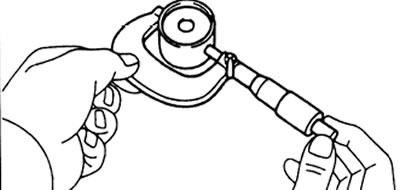
б) Помоћу микрометра измерите пречник стабла вентила.
Пречник вретена вентила:
- Усис 7.975-7.990 мм
- Издувни 7.960-7.975 мм
В) Одузмите пречник стабла вентила од измереног пречника отвора вођице вентила.
Називни клиренс:
- Улазни вентил - 0,020-0,055 мм
- Издувни вентил - 0,035-0,070 мм
Максимални дозвољени размак:
- Улазни вентил - 0,08 мм
- Издувни вентил - 0,10 мм
Ако зазор премашује максимум, замените вентиле и водећу чауру.
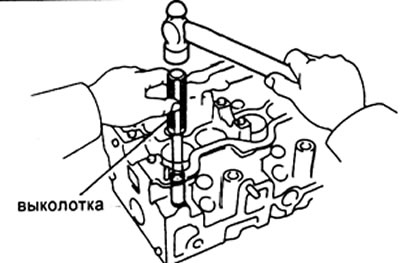
10. Ако је потребно, замените вођице вентила.
А) Користећи бушилицу и чекић, избијте водеће чауре.
б) Измерите рупу у глави блока за водећу чауру помоћу индикатора - унутрашњег мерача.
В) Изаберите нову водећу чахуру (номиналне или поправне величине).
Ако пречник отвора за чауру у глави цилиндра прелази 13,025 мм, обрадите рупу до превелике величине.
Величина за поправку: 13,054-13,075 мм Ако пречник отвора за чауру у глави цилиндра прелази 13,075 мм, замените главу блока.
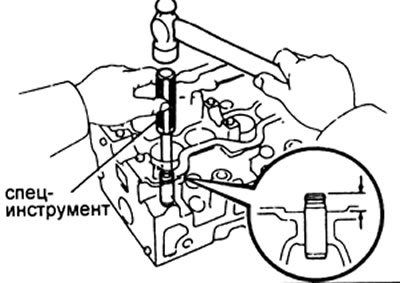
Г) Помоћу специјалног алата и чекића лагано ударите нову водећу чахуру на своје место. У овом случају, чаура треба да вири из главе цилиндра за 10,8 -11,2 мм (Л-серија) или 12.8 - 13.2 (КЗ-серија).
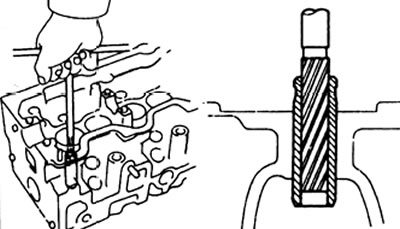
д) Свееп (08 мм), обрадите унутрашњи пречник водеће чауре да бисте добили називни зазор између чауре за вођење и вретена вентила.
11. Провера стања косина вентила и њихова рестаурација.
А) Брушење треба да буде довољно за уклањање удубљења и наслага.
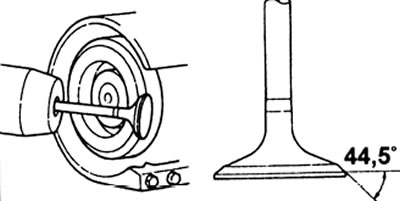
б) Проверите тачан угао конуса вентила добијеног као резултат млевења.
Називни угао
- Л серија - 44,5°
- КЗ серија - 45,5°
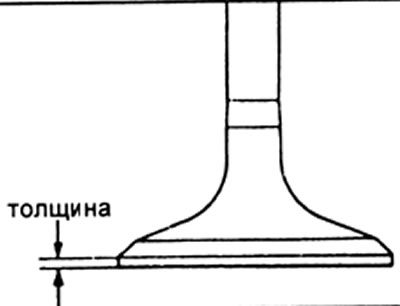
В) Проверите дебљину диска вентила.
Називна дебљина:
- Улазни вентил - 1,6 мм
- Издувни вентил - 1,7 мм
Минимална дебљина:
- Улазни вентил - 1,1 мм
- Издувни вентил - 1,2 мм
Ако је дебљина отвора испод минимално дозвољене вредности, замените вентил.
Г) Проверите укупну дужину вентила.
Називна дужина вентила:
- Усис - 103,29 - 103,69 мм
дипломирање:
- Л серија - 103,14 - 103,54 мм
- Серија КЗ - 103,29 - 103,69 мм
Минимална дужина вентила:
- Усис - 102,79 мм
дипломирање:
- Л серија - 102,64 мм
- Серија КЗ - 102,79 мм
Ако је дужина вентила мања, замените вентил.
д) Проверите да ли је лице вентила истрошено. Ако постоје знаци хабања, избрусите крај или замените вентил.
Опрез: Брушење не сме да смањи минималну дозвољену укупну дужину вентила.
12. Проверите и очистите седишта вентила.
А) Фрезои (45°) очисти седла.
б) Контролно седиште вентила. Нанесите танак слој беле боје на ивицу вентила. Притисните вентил на седиште. Не окрећите вентил.
В) Проверите контакт између лица вентила и седишта:
- ако се отисак боје налази равномерно по целом обиму радне косине вентила, тада се оса вентила поклапа са осом седпа. Ако није, замените вентил.
- ако је отисак боје равномерно распоређен по целом обиму радне косине седишта вентила, тада се осовина водеће чауре и седиште поклапају. Ако не, избрусите седиште.
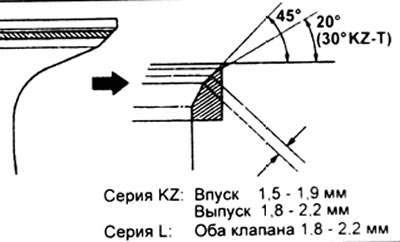
- уверите се да се контактна површина налази на средини седишта вентила и да има ширину од 1,8 - 2,2 мм.

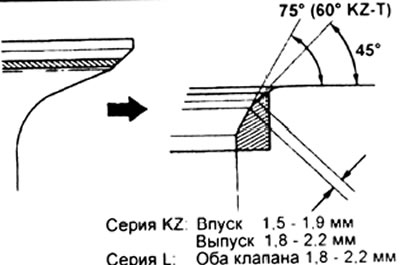
Ако је ширина контактне мрље изван наведених граница, исправите је на следећи начин:
Ако је контактна површина превисока на седишту вентила, користите 20° (30°за КЗ моторе) а секачи од 45°фиксирају седиште.
Ако је контактна површина прениска на седишту вентила, користите ножеве за 75° (60°за КЗ моторе) и 45°.
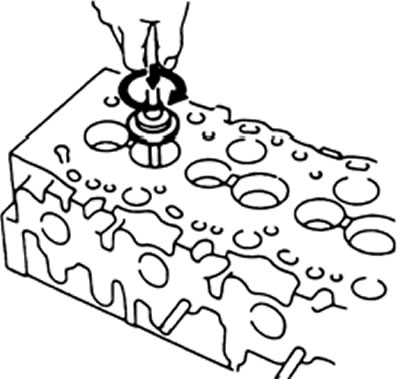
Г) Прислоните вентил на седиште вентила пастом за лајпање.
д) Након преклапања, исперите вентил и седиште вентила.
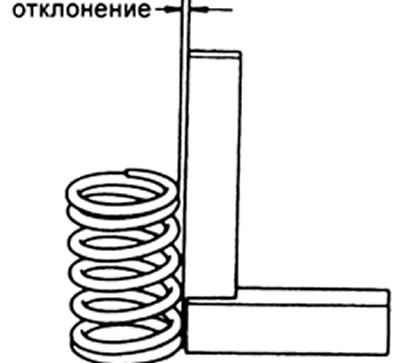
13. Неповратне опруге вентила.
А) Користећи прецизан квадрат, измерите неусклађеност опруге вентила.
Максимално одступање - 2 мм
Ако је одступање више него прихватљиво, замените опругу вентила.
б) Помоћу чељусти измерите слободну дужину опруге:
Дужина опруге:
- серија Л са жутом ознаком - 46,20 мм
- са плавом ознаком - 49,14 мм
- Серија КЗ - 48,54 мм
Ако дужина опруге није тачна, замените опругу.

В) Користећи тестер опруга, измерите отклон опруге под оптерећењем.
Под оптерећењем - 301 - 332 Н
Дужина опруге - 37,0 мм
Ако је мерење ван спецификације, замените опругу вентила.
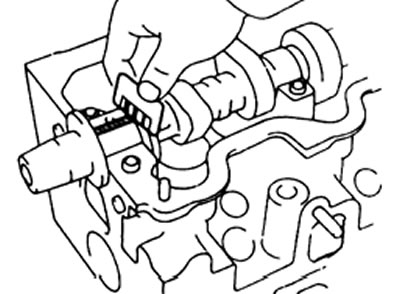
14. Проверите брегасте осовине и њихове лежајеве.
А. Проверите отпуштање брегастог вратила:
А) Уградите брегасту осовину на призме.
б) Користите мерач за мерење да измерите отпуштање брегастог вратила дуж средњег носача лежаја.
Максимално дозвољено истицање:
- Л серија - 0,10 мм
- КЗ серија - 0,60 мм
Ако је излаз већи од нормалног, замените брегасто вратило.
Б. Проверите висину брегова:
Називна висина брега:
улаз
- 2Л серија - (Т) 53,45 - 53,47 мм
- Серија 3Л - 54,29 - 54,31 мм
- Серија КЗ - 54,81 - 54,91 мм
дипломирање
- Л серија - 54,99 - 55,01 мм
- Серија КЗ - 56,14 - 56-24 мм
Минимална дозвољена висина брега:
улаз
- 2Л модели - 53,35 мм
- 3Л модели - 53,79 мм
- модели 2Л - Т 52,95 мм
- КЗ модели - 54,39 мм
дипломирање
- Л серија - 54,49 мм
- Серија КЗ - 55,72 мм
Ако је висина брегаста мања од минималне дозвољене вредности, замените брегасто вратило.
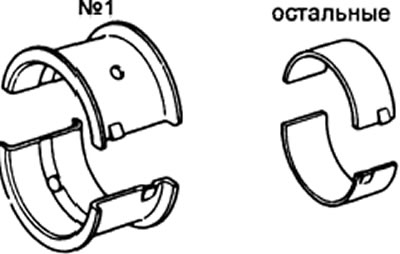
Б. Проверите пречник лежајева брегастог вратила.
Номинална величина:
Серија Л:
- Врат #1 - 34.969 - 34.985 мм
- Остатак - 27.969 - 27.985 мм
величина поправке бр. 1:
- Врат #1 - 34.844 - 34.860 мм
- Остатак - 27.844 - 27.860 мм
величина поправке бр. 2:
- Врат #1 - 34.719 - 34.735 мм
- Остатак - 27.719 - 27.735 мм
КЗ серија:
- сви вратови - 27.969 - 27.985 мм
Ако пречник рукавца лежаја није тачан, измерите зазор у лежајевима вратила.
Г. (Само за Л серију): Проверите да ли шкољке лежаја имају струготине и зарезе. Ако су слушалице оштећене, замените их.
Д. (Сви мотори) Измерите зазор у лежајевима брегастог вратила.
А) Очистите поклопце лежајева и носаче брегастог вратила.
б) Положите брегасту осовину на лежајне површине главе цилиндра.
В) Поставите пластични мерач на сваки лежај брегастог вратила.

Г) Поставите поклопце лежаја и затегните монтажне завртње на 25 Н.м (Л-серија) или 18 Н.м (КЗ-серија).
Пажња: Не окрећите брегасту осовину.
д) Уклоните поклопце лежаја
е) Измерите ширину мерача и одредите размак.
Називни клиренс:
- Л серија - 0,022-0,074 мм
- Серија КЗ - 0,025 0,062 мм
- Максимални клиренс - 0,10 мм
и) Уклоните све преостале калибре.
Ако зазор уља премашује максималну дозвољену вредност, замените шкољке лежаја или брегасто вратило.
Е. (Само Л серија) Ако је потребно, избрусити и избрусити рукавце брегасте осовине до превелике величине. Поставите лабаве листове лежајева грла поправних величина.
И. (Сви мотори) Проверите величину аксијалног зазора брегастог вратила.
А) Уградите брегасту осовину на своје место.
б) Померите брегасто вратило напред-назад, измерите аксијални зазор.
Називни аксијални зазор:
- Л серија 0,08 - 0,28 мм
- КЗ серија 0,08 - 0,18 мм
Максимални аксијални клиренс:
- Л серија - 0,35 мм
- КЗ серија - 0,25 мм
Ако аксијални зазор премашује максималну дозвољену вредност, замените шкољку лежаја бр. 1 или брегасто вратило.
15. Проверите стање потискивача вентила и отвора испод потискивача.
А) Измерите пречник потискача микрометром.
Пречник потиска - 40.892 - 40.902 мм
б) Измерите пречник отвора на глави цилиндра помоћу индикатора - унутрашњег мерача.
Пречник рупе
- Л серија - 40,96 - 40,98 мм
- Серија КЗ - 40,93 - 40,95 мм
В) Одузмите измерени пречник отвора од измереног пречника отвора.
Номинални клиренс, мм:
- Л серија - 0,058-0,088 мм
- Серија КЗ - 0,038 - 0,63 мм
- Максимални клиренс - 0,08 мм
Ако зазор премашује максималну вредност, замените потискивач. Ако је потребно, замените главу блока.
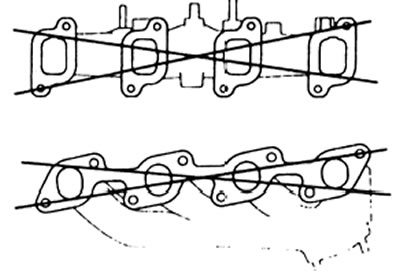
16. Проверите усисне и издувне гране. Прецизним лењиром и пипачем измерите савијање контактних равни усисног и издувног колектора.
Максимално савијање - 0,4 мм
Ако је савијање веће од прихватљивог, замените разводник.
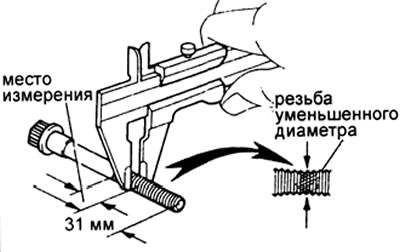
17. Проверите стање вијака главе блока цилиндара.
Користећи калипер, измерите спољни пречник навоја на месту најмањег пречника.
Номинални спољни пречник - 11,80-12,00 мм
Минимални спољни пречник - 11,60 мм
Ако је спољни пречник мањи од минималне дозвољене вредности, замените вијак.