
Приржавілі кріпильні вироби з ланцюгом полегшення їх відгвинчування і, щоб уникнути поломки, слід обробити перед стриганням спеціальним просочним маслом. Деякі механіки вважають за краще використовувати для цієї мети скипидар, який зручно наносити із спеціальної маленької ємності з довгим носиком. Після змочування кріплення просочувальним маслом перед відпусканням гайки або болта слід дати олії кілька хвилин на те, щоб вона добре просочила проржавілий шар. Крепежні вироби, що сильно проржавіли, можна зрубати зубилом, спиляти слюсарною ножівкою або видалити за допомогою спеціального гайколома, який можна придбати в магазині, що торгує інструментами.
При зрізанні головки болта або обламуванні шпильки при складанні залишок різьбової частини можна висвердлити або витягти за допомогою спеціального екстрактора. Більшість автомайстерень в змозі виконати цю, а також інші ремонтні процедури (наприклад, відновлення зірваного різьблення в різьбових отворах).
Плоскі та стопорні шайби при складанні слід встановлювати у вихідні положення. Пошкоджені шайби слід замінювати на нові. Ніколи не встановлюйте стопорні шайби безпосередньо на м'які металеві поверхні (наприклад, алюмінієві), елементи з тонкого листового металу або пластику.
Розміри кріпильних виробів
З багатьох причин виробники автомобілів все частіше застосовують метричні кріпильні вироби. Однак важливо знати різницю між цим (більш універсальним) кріпленням і кріпленням стандарту SAE, що іноді використовується (або американським). Незважаючи на зовнішню схожість, кріпильні вироби цих двох типів не взаємозамінні.
Всі болти, як стандарту SAE, так і метричні, класифікуються за діаметром, кроком різьблення та довжиною. Наприклад, болт стандарту SAE 1/2 - 13x1 має півдюйми в діаметрі, 13 витків різьблення на один дюйм і довжину 1 дюйм. Метричний болт М12 - 1.75x25 має діаметр 12 мм, крок різьблення (відстань між сусідніми витками) 1.75 мм та довжину 25 мм. Обидва болти зовні практично ідентичні, проте не взаємозамінні. Крім перелічених ознак, як метричні болти, так і болти стандарту SAE можна ідентифікувати шляхом зовнішнього огляду головки. По-перше, відстань між гранями головки метричного болта вимірюється в міліметрах, тоді як у болта SAE – у дюймах (це ж справедливо і для гайок). Внаслідок цього гайковий ключ стандарту SAE не підходить для використання з метричним кріпленням, і навпаки. Крім того, на головках більшої частини болтів стандарту SAE зазвичай є радіальні ризики, що визначають максимальний допустимий момент затягування болта (клас міцності). Чим більше рисок, там вищий клас міцності (на автомобілях зазвичай застосовуються болти класу міцності від 0 до 5). Клас міцності метричних болтів визначається цифровим кодом. Цифри коду зазвичай відливаються, як і не американському кріпленні, на головці болта (на автомобілях зазвичай застосовуються болти класів міцності 8.8, 9.8 та 10.9).
Маркування класу міцності також можна використовувати для визначення відмінності між шестигранними гайками БАЕ та метричними гайками. Для ідентифікації класу міцності гайок БАЕ застосовуються точкові мітки, вибиті на одній з торцевих поверхонь гайки, в той час як маркування метричних гайок виконується за допомогою цифрового коду. Чим більше точок або більше значення цифрового коду, тим вище допустимий момент затягування гайки.
Метричні шпильки також мають маркування на торцях відповідно до класу міцності. На великі шпильки наноситься цифровий код, тоді як дрібніші мають маркування як геометричних фігур.
Слід зазначити, що значна честь кріплення, особливо класів міцності від 0 до 2, взагалі маркується. У цьому випадку єдиним способом відхилення кріплення SAE від метричного є вимірювання кроку різьблення або порівняння різьблення із заздалегідь ідентифікованим кріпильним виробом. Слід пам'ятати, що під класифікацію SAE потрапляє лише дрібне кріплення. Велике кріплення з неметричним різьбленням є кріпленням американського стандарту (USS).
Тек як вироби кріплення одного і того ж геометричного розміру (як стандартні, так і метричні) можуть мати різні класи міцності, при заміні болтів, гайок і шпильок слід приділяти увагу відповідності класу міцності встановлюваного нового кріплення та «старого».
Послідовність та методика затягування
Затягування більшої честі різьбових з'єднань слід виконувати відповідно до зусилля (момент затягування - це зусилля, що обертає, прикладається до різьбового елемента, такого як гайка або болт). Перевищення моменту затягування може призвести до послаблення та поломки різьбового елемента, в той час як недостатня затяжка може призвести до відпускання елементів. Болти, гвинти і шпильки в залежності від матеріалу, з якого вони виготовлені, і діаметра їх різьблення мають конкретні значення моменту затягування, багато з яких, наведені в «Технічних даних» на початку кожного розділу. Строго дотримуйтесь наведених рекомендацій щодо зусиль затягування кріплення, що застосовується. Для кріпильних виробів, для яких не визначено конкретні значення моменту затягування, як посібник можна використовувати представлену тут загальну таблицю значень моментів затягування.


Ці значення дано для сухих (незмащених) кріпильних виробів, загвинчуваних у сталь чи чавун (не в алюміній). Як згадано вище, величину моменту затяжки, який можна безпечно прикласти до елемента кріплення, визначають розмір і клас міцності. Значення, вказані тут, є приблизними для кріплення класів міцності 2 і 3. Вищий клас міцності може допустити більший момент затягування.
Певні різьбові з'єднання (як, наприклад, кріплення головки циліндрів, піддону картера та різних кришок) щоб уникнути деформації кріпильних виробів, слід відпускати і затягувати в строго певній послідовності. Порядок затягування та відпускання такого кріплення наведено у тексті відповідного розділу цього Посібника. Якщо спеціальний порядок не обумовлений, щоб уникнути деформації елемента, слід дотримуватися наведеної нижче процедури.
На першій стадії усі болти/гайки слід затягувати зусиллям від руки. Далі кожен з елементів кріплення по черзі слід повернути ще не один повний оборот, причому слід затягувати в перехресній послідовності. Далі, повернувшись до першого елементу, слід повторити процедуру в тому ж порядку, затягуючи кріплення ще на півоберта. Продовжуйте виконання процедури, дотягуючи кожен болт/гайку тепер уже на чверть оберту на один підхід, доки всі вони не будуть затягнуті необхідним зусиллям. При відпусканні та вигвинчуванні кріплення слід діяти в аналогічній манері, але у зворотній послідовності.
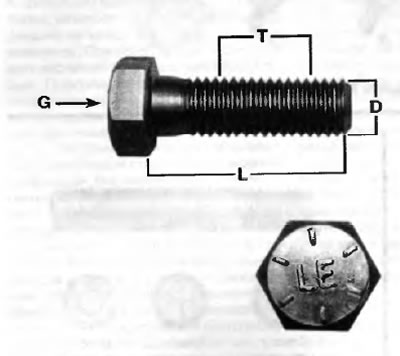
Маркування болтів за їх класом міцності/розмірами відповідно до стандарту SAE
G - Маркування класу міцності
L - Довжина (у дюймах)
Т - Крок різьблення (кількість витків на дюйм)
D – Номінальний діаметр (у дюймах)
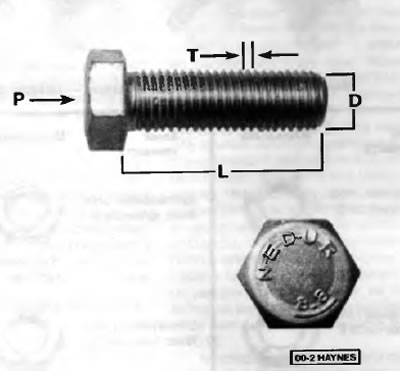
Метрично маркування болтів за їх класом міцності/розмірами
G - Клас міцності
L - Довжина (а міліметрах)
Т - Крок різьблення (відстань між витками різьблення у міліметрах)
D – Діаметр