
Zhrdzavené spojovacie prvky s retiazkou na uľahčenie ich odskrutkovania a zabránenie zlomeniu je potrebné pred odlomením ošetriť špeciálnym penetračným olejom. Niektorí mechanici radšej používajú na tento účel terpentín, ktorý sa pohodlne nanáša zo špeciálnej malej nádoby s dlhým výtokom. Po navlhčení spojovacieho prvku penetračným olejom, pred uvoľnením matice alebo skrutky, nechajte olej niekoľko minút dôkladne nasiaknuť zhrdzavenú vrstvu. Silne skorodované spojovacie prvky je možné odrezať dlátom, odpíliť pílkou alebo odstrániť špeciálnym kľúčom, ktorý je možné zakúpiť v obchode s nástrojmi.
Pri odrezaní hlavy skrutky alebo odlomení čapu pri montáži je možné zvyšok závitovej časti vyvŕtať alebo odstrániť pomocou špeciálneho vyťahovača. Väčšina autoservisov je schopná vykonať tento a ďalšie opravárenské postupy (oprava odizolovaných závitov v závitových otvoroch).
Ploché podložky a poistné podložky by mali byť počas montáže nainštalované na svoje pôvodné miesta. Poškodené podložky by sa mali vymeniť za nové. Nikdy neinštalujte poistné podložky priamo na mäkké kovové povrchy (napríklad hliník), prvky vyrobené z tenkého plechu alebo plastu.
Rozmery upevňovacieho prvku
Z mnohých dôvodov výrobcovia automobilov čoraz častejšie používajú metrické spojovacie prvky. Je však dôležité poznať rozdiel medzi tým (všestrannejšie) spojovacie prvky a niekedy používané spojovacie prvky normy SAE (alebo americký). Napriek vonkajšej podobnosti nie sú tieto dva typy spojovacích prvkov zameniteľné.
Všetky skrutky, či už SAE alebo metrické, sú klasifikované podľa priemeru, stúpania závitu a dĺžky. Napríklad skrutka SAE 1/2 - 13x1 má priemer pol palca, 13 závitov na palec a dĺžku 1 palec. Metrická skrutka M12 - 1,75x25 má priemer 12 mm, stúpanie závitu (vzdialenosť medzi susednými zákrutami) 1,75 mm a 25 mm dlhé. Obidve skrutky sú navonok takmer identické, ale nie sú zameniteľné. Okrem uvedených funkcií možno metrické aj SAE skrutky identifikovať vizuálnou kontrolou hlavy. Po prvé, vzdialenosť medzi plochami hlavy metrickej skrutky sa meria v milimetroch, zatiaľ čo pre skrutku SAE je to v palcoch (to isté platí pre orechy). V dôsledku toho nie je kľúč SAE vhodný na použitie s metrickými spojovacími prvkami a naopak. Okrem toho majú hlavy väčšiny skrutiek SAE zvyčajne radiálne značky, ktoré určujú maximálny povolený krútiaci moment skrutiek (silovú triedu). Čím viac rizík, tým vyššia trieda pevnosti (na vozidlách sa zvyčajne používajú skrutky pevnostnej triedy 0 až 5). Trieda pevnosti metrických skrutiek je určená číselným kódom. Kódové čísla sú zvyčajne odliate, podobne ako neamerické upevňovacie prvky, na hlave skrutky (na vozidlách sa zvyčajne používajú skrutky pevnostných tried 8.8, 9.8 a 10.9).
Označenie triedy vlastností možno použiť aj na rozlíšenie medzi šesťhrannými maticami BAE a metrickými maticami.Na identifikáciu triedy vlastností orechov BAE sú bodové značky vyrazené na jednej z koncových plôch matice, zatiaľ čo metrické matice sú označené číselným kódom. Čím väčší je počet bodov alebo čím väčšia je hodnota digitálneho kódu, tým vyšší je povolený uťahovací moment matice.
Na koncoch sú označené aj metrické cvočky podľa triedy pevnosti. Na veľké vlásenky sa aplikuje digitálny kód, zatiaľ čo menšie sú označené vo forme geometrických tvarov.
Treba poznamenať, že značný počet spojovacích prvkov, najmä triedy pevnosti od 0 do 2, nie je vôbec označený. V tomto prípade je jediným spôsobom, ako rozlíšiť spojovací prvok SAE od metrického, zmerať stúpanie závitu alebo porovnať závit so známym spojovacím prvkom. Malo by sa pamätať na to, že do klasifikácie SAE spadajú iba malé spojovacie prvky. Veľké spojovacie prvky s nemetrickými závitmi sú americké štandardné spojovacie prvky (USS).
Tek ako spojovacie prvky rovnakej geometrickej veľkosti (štandardné aj metrické) môžu mať rôzne triedy pevnosti, pri výmene skrutiek, matíc a svorníkov treba venovať pozornosť dodržaniu triedy pevnosti inštalovaných nových spojovacích prvkov a «starý».
Postupnosť a technika uťahovania
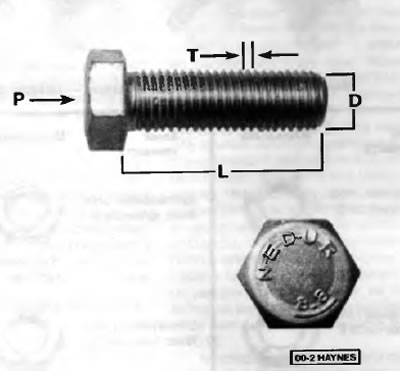
Väčšina závitových spojov musí byť utiahnutá predpísaným krútiacim momentom (uťahovací moment je moment aplikovaný na závitový prvok, ako je matica alebo skrutka). Nadmerný krútiaci moment môže spôsobiť uvoľnenie a zlomenie závitového prvku, zatiaľ čo nízky krútiaci moment môže nakoniec spôsobiť uvoľnenie prvkov. Skrutky, skrutky a svorníky majú v závislosti od materiálu, z ktorého sú vyrobené, a od priemeru ich závitov špecifické hodnoty uťahovacieho momentu, z ktorých mnohé sú uvedené v «Technické dáta» na začiatku každej kapitoly. Dôsledne dodržiavajte uvedené odporúčania pre uťahovacie sily použitých spojovacích prvkov. Pre upevňovacie prvky, pre ktoré nie sú definované špecifické hodnoty krútiaceho momentu, môže byť ako pomôcka použitá tu uvedená všeobecná tabuľka krútiaceho momentu.


Tieto hodnoty sú pre suché (nenamazané) upevňovacie prvky zaskrutkované do ocele alebo liatiny (nie v hliníku). Ako je uvedené vyššie, veľkosť krútiaceho momentu, ktorý možno bezpečne aplikovať na spojovací prvok, je určená veľkosťou a triedou pevnosti. Tu uvedené hodnoty sú približné pre spojovacie prvky triedy pevnosti 2 a 3. Vyššia trieda pevnosti môže umožniť vyšší uťahovací moment.
Určité závitové spojenia (ako je upevnenie hlavy valcov, olejovej vane a rôznych krytov) aby ste predišli deformácii upevňovacích prvkov, uvoľnite a utiahnite ich v presne definovanom poradí. Postup pri uťahovaní a uvoľňovaní takýchto spojovacích prvkov je uvedený v texte príslušnej kapitoly tohto návodu. Ak nie je určený špeciálny postup, je potrebné dodržať nasledujúci postup, aby sa zabránilo deformácii prvku.
V prvej fáze by mali byť všetky skrutky/matice dotiahnuté rukou. Ďalej by mal byť každý upevňovací prvok postupne otočený o viac ako jednu celú otáčku a mal by byť utiahnutý v krížovom poradí. Ďalej, po návrate k prvému prvku by ste mali zopakovať postup v rovnakom poradí a utiahnuť upevňovacie prvky o ďalšiu polovicu otáčky. Pokračujte v postupe a utiahnite každú skrutku/maticu, teraz o štvrť otáčky, jedným ťahom, kým nie sú všetky utiahnuté na požadovaný krútiaci moment. Pri uvoľňovaní a odskrutkovaní upevňovacích prvkov postupujte podobne, ale v opačnom poradí.
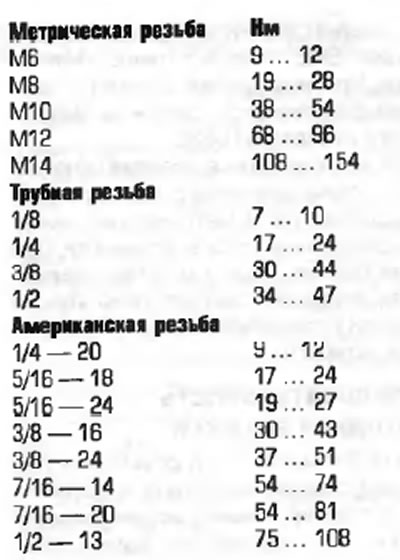
Označenie skrutiek podľa ich pevnostnej triedy / rozmerov podľa normy SAE
G - Označenie triedy pevnosti
L - Dĺžka (v palcoch)
T - stúpanie závitu (závitov na palec)
D - Menovitý priemer (v palcoch)
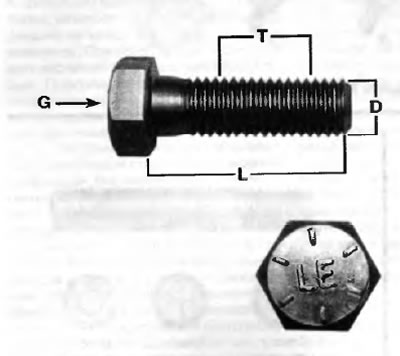
Metrické značenie skrutiek podľa ich pevnostnej triedy/rozmerov
G - Silová trieda
L - Dĺžka (a milimetre)
T - stúpanie závitu (vzdialenosť medzi závitmi v milimetroch)
D - Priemer