
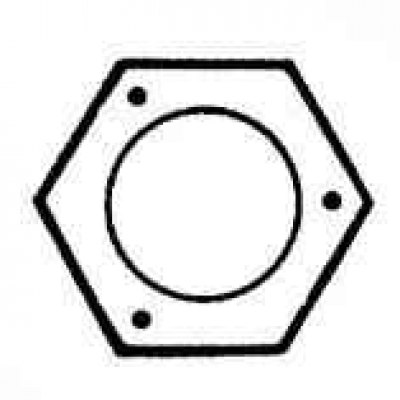
Хек нут Класа снаге 5 | 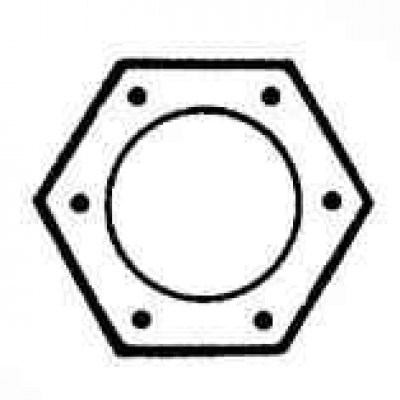
Хек нут Класа снаге 8 |
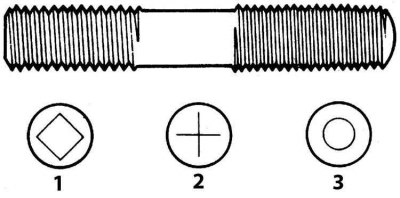
1 - Класа чврстоће 10.9
2 - Класа чврстоће 9.8
3 - Класа чврстоће 8.8
Ознака класе својстава за метричке шестоугаоне навртке
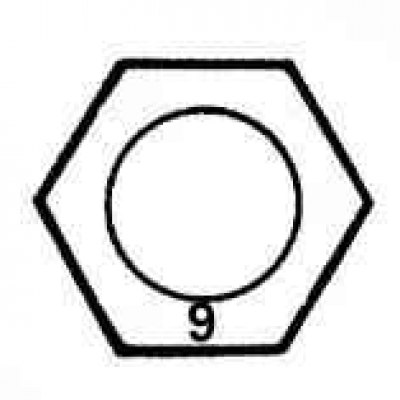
Хек нут Класа снаге 9 | 
Хек нут Класа снаге 10 |
Крајеви метричких клинова су такође означени према њиховој класи чврстоће. На велике клинове се примењује дигитални код, док су мањи означени у облику геометријских облика.
Треба напоменути да значајан део причвршћивача, посебно класе чврстоће од 0 до 2, уопште није означен. У овом случају, једини начин да се амерички причвршћивачи разликују од метричких затварача је мерење корака навоја или упоређивање навоја са навојима јединствено идентификованог елемента.
Треба имати на уму да само мали причвршћивачи потпадају под САЕ класификацију. Већи предмети са неметричким навојима су стандардни причвршћивачи у САД (USS).
Пошто причвршћивачи исте геометријске величине (и стандардне и метричке) могу имати различите класе чврстоће, приликом замене вијака, навртки и клинова, посебну пажњу треба обратити на усаглашеност класе чврстоће уграђених нових елемената са уклоњеном класом чврстоће.
Начин и поступак затезања навојних спојева
Затезање већине навојних спојева треба да се врши силама које су одређене према захтевима Спецификација датим на почетку сваког поглавља овог упутства (под силом затезања причвршћивача треба разумети обртни момент који се на њега примењује). Претерано затезање причвршћивача може нарушити интегритет причвршћивача, док недовољно затезање доводи до несигурног спајања компоненти које се спајају. Завртњи, завртњи и завртњи, у зависности од материјала од којег су направљени и пречника дела са навојем, обично имају строго дефинисане дозвољене силе затезања, од којих су многе, као што је већ поменуто, дате у спецификацијама на почетку сваке Поглавље. Строго се придржавајте препорука датих о силама затезања причвршћивача који се користе на возилу. За затезање причвршћивача који нису наведени у спецификацијама, користите табелу обртног момента испод. Вредности дате у табели су засноване на причвршћивачима класе чврстоће 2 и 3 (Причвршћивачи вишег квалитета омогућавају више затезања), поред тога, подразумева се да затезање суве (са неподмазаним навојем) причвршћивачи уврнути у челик или ливени (не алуминијум) детаљ.
Метричке величине навоја
| М6 | 9 – 12 Нм |
| М8 | 19 - 28 Нм |
| М10 | 38 - 54 Нм |
| М12 | 68 - 96 Нм |
| М14 | 109 - 154 Нм |
Величине навоја цеви
| 1/8 | 7 – 10 Нм |
| 1/4 | 17 - 24 Нм |
| 3/8 | 30 - 44 Нм |
| 1/2 | 34 - 47 Нм |
САЕ/УСС величине навоја
| 1/4 – 20 | 9 – 12 Нм |
| 5/16 – 18 | 17 - 24 Нм |
| 5/16 – 24 | 19 - 27 Нм |
| 3/8 – 16 | 30 - 43 Нм |
| 3/8 – 24 | 37 - 51 Нм |
| 7/16 – 24 | 55 - 74 Нм |
| 7/16 – 20 | 55 - 81 Нм |
| 1/2 – 13 | 75 - 108 Нм |
Причвршћивачи који се налазе око периметра компоненте (као што су вијци главе цилиндра, уљно корито и разни поклопци) да би се избегла деформација дела, мора се дати и затегнути по строго дефинисаном редоследу. Поступак затезања и увлачења оваквих причвршћивача дат је у тексту релевантних поглавља Водича, као и на бр. илустрације. Осим ако није спецификована посебна процедура, треба следити следеће смернице како би се избегла деформација компоненте.
У првом кораку, сви завртњи/матице морају бити затегнути прстима. Даље, сваки од елемената за причвршћивање заузврат достиже још један пуни окрет, а прелазак са једног вијка / матице на други мора се извршити дијагоналним редоследом (цик-цак). Даље, враћајући се на први елемент, поновите процедуру истим редоследом, затегнувши причвршћиваче још пола окрета. Наставите са процедуром, затегните сваки елемент сада за четвртину окрета у једном потезу док се сви не затегну потребном силом. Када отпуштате причвршћиваче, поступите на сличан начин, али обрнутим редоследом.
Демонтажа компоненти
Демонтажа свих компоненти мора бити обављена тако да се током уградње сваки део може поставити на своје првобитно место и на исправан начин. Покушајте да запамтите карактеристичне спољашње карактеристике склопа, ако је потребно, направите ознаку слетања делова, чија се инсталација на месту може извршити на двосмислен начин (на пример, урезана потисна подлошка на вратилу, итд.). Добра је идеја да уклоњене делове ставите на чисту радну површину редоследом којим су уклоњени. Такође ће бити корисно направити једноставне шематске скице или снимити корак по корак фотографије растављене компоненте.
Када дајете причвршћиваче, покушајте да означите његов првобитни положај на склопу. Често се враћањем причвршћивача и подложака одмах након уклањања одговарајућег дела избегне забуна током монтаже. Ако то није могуће, све причвршћиваче треба ставити у кутију посебно припремљену за ову намену, подељену на делове и одговарајуће обележене, или једноставно у посебне означене кутије. Овај приступ је посебно користан када се ради са компонентама које се састоје од много малих делова, као што су карбуратор, алтернатор, склоп вентила, инструмент табла или украсни пресвлаке.
Приликом одвајања електричних контаката и конектора, треба обратити пажњу на обележавање жица или свежња помоћу лепљиве траке са дигиталним или словним кодом нанетим на њега.
Заптивне површине
На свим возилима, заптивке се користе за заптивање спојева спојних површина два или више делова и служе за спречавање цурења уља и других течности и одржавање високог притиска/вакума унутар склопа.
Често су такве заптивке пре уградње премазане течном или пастом за заптивање (заптивач). Понекад, током времена, или под утицајем повишених температура или притисака, тако јака «лепљење» спајање површина једна са другом, да распарчавање делова постаје тежак задатак. У многим случајевима, успешно искључење «заглавити» компонентама се помаже ударањем по ободу споја чекићем меког лица. У ту сврху можете користити и обичан чекић, ударајући кроз дрвени или пластични одстојник. Ливена кућишта и компоненте осетљиве на ударе не би требало да се пипају. Када се појави ова врста проблема, увек прво проверите да ли су сви причвршћивачи уклоњени.
Избегавајте радознале делове помоћу одвијача или шипке за хватање уметнуте у подручје споја, јер то може лако оштетити површине које се спајају, што ће даље довести до развоја цурења. Ако избегавате трзање «заглавити» монтажни елементи не успеју, користите оловку од старе ознаке за ову сврху, али запамтите да сви чипови који су се формирали морају бити пажљиво уклоњени како са спојних површина, тако и из унутрашњих шупљина компоненти сецираног склопа.
Након одвајања делова, њихове површине које се спајају морају се пажљиво очистити помоћу стругача како би се уклонили трагови старог материјала заптивке. Очврсли фрагменти могу се претходно омекшати помоћу претварача рђе или специјалног хемијског састава. У овом случају, као стругач може се користити комад бакарне цеви са спљоштеним и зашиљеним крајем. Остаци неких заптивки могу се лако уклонити бакарном четком, међутим, без обзира на методу која се користи, спојне површине треба да буду потпуно чисте и суве као резултат обраде. Ако је из било ког разлога спојна површина оштећена, попуните недостатке заптивачем заптивке пре састављања склопа. У већини случајева, требало би да користите неочвршћивач (или није потпуно излечен) заптивач.
Савети за уклањање црева
Пажња! Ако је ваш аутомобил опремљен системом за климатизацију, никада не одвајајте црева од компоненти система све док специјалиста за климатизацију не испразни пут у сервисној станици.
Мере предострожности које треба предузети приликом уклањања црева су веома сличне онима за уклањање заптивки. Избегавајте оштећење површина фитинга и цеви на које се навлаче крајеви црева, јер то може изазвати развој цурења. Конкретно, последњи захтев се односи на поступак уклањања црева радијатора. Због различитих хемијских реакција које се одвијају у тракту расхладног система, често се јавља «лепљење» гумена црева до површина фитинга и разводних цеви. Да бисте уклонили црево, пре свега, олабавите стезаљку његовог причвршћивања. Затим ухватите црево близу стезаљке клештима и почните да га ротирате на фитингу / прикључној цеви с десна на лево. Наставите на овај начин док се црево потпуно не ослободи, а затим уклоните црево из прикључка. Мала количина силикона или другог мазива уведена у отвор између прикључка и црева ће уштедети труд. Пре уградње црева, подмазати унутрашњу површину поред краја, као и спољашњу површину фитинга раствором сапунасте воде или малом количином силиконске масти.
У крајњем случају, или ако је неопходно заменити црево новим, крај црева који се ставља на спојницу може се исећи ножем и затим одвојити од површине фитинга. У исто време, покушајте да не оштетите метал фитинга / спојне цеви са оштрицом.
Ако је обујмица црева оштећена, замените је новом. Обујмице типа Твист обично ослабе током времена, па их је, без обзира на стање, боље заменити практичнијим завртњем или пужом.