
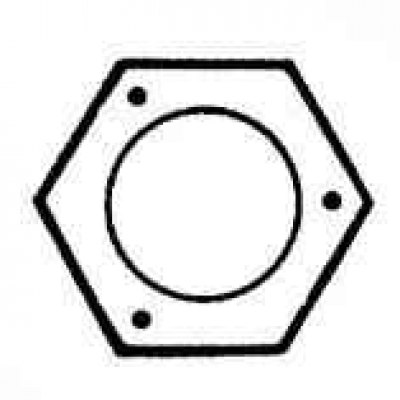
Šesťhranná matica Trieda pevnosti 5 | 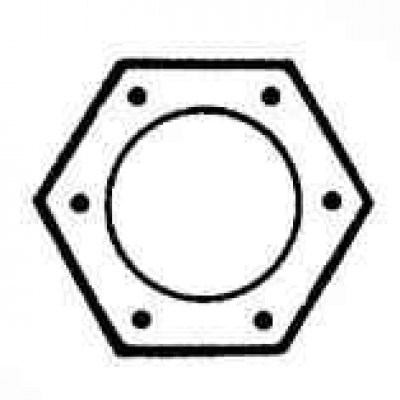
Šesťhranná matica Trieda pevnosti 8 |
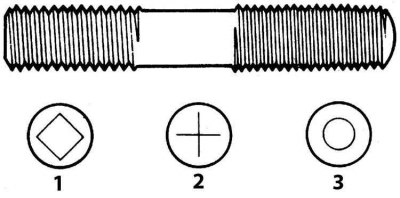
1 - Silová trieda 10.9
2 - Pevnostná trieda 9.8
3 - Pevnostná trieda 8.8
Označenie triedy vlastností pre metrické šesťhranné matice
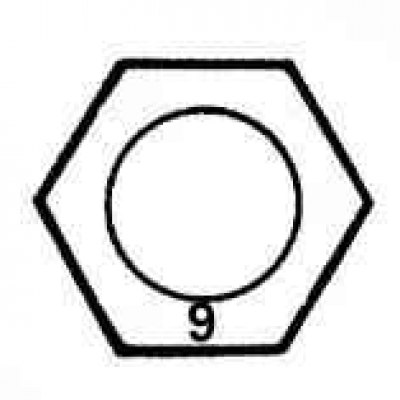
Šesťhranná matica Silová trieda 9 | 
Šesťhranná matica Trieda pevnosti 10 |
Konce metrických kolíkov sú tiež označené podľa triedy pevnosti. Na veľké kolíky sa aplikuje digitálny kód, zatiaľ čo menšie sú označené vo forme geometrických tvarov.
Treba poznamenať, že významná časť spojovacích prvkov, najmä trieda pevnosti od 0 do 2, nie je vôbec označená. V tomto prípade jediný spôsob, ako odlíšiť americké spojovacie prvky od metrických spojovacích prvkov, je zmerať stúpanie závitu alebo porovnať závity so závitmi jednoznačne identifikovaného prvku.
Malo by sa pamätať na to, že do klasifikácie SAE spadajú iba malé spojovacie prvky. Väčšie položky s nemetrickými závitmi sú americké štandardné spojovacie prvky (USS).
Pretože spojovacie prvky rovnakej geometrickej veľkosti (štandardné aj metrické) môžu mať rôzne pevnostné triedy, pri výmene skrutiek, matíc a svorníkov treba venovať osobitnú pozornosť súladu pevnostnej triedy inštalovaných nových prvkov s odstránenou pevnostnou triedou.
Spôsob a postup uťahovania závitových spojov
Uťahovanie väčšiny závitových spojov by sa malo vykonávať silami určenými požiadavkami špecifikácií uvedených na začiatku každej kapitoly tohto návodu (pod uťahovacou silou upevňovacích prvkov by sa mal chápať krútiaci moment, ktorý je naň aplikovaný). Prílišné utiahnutie spojovacieho prvku môže narušiť integritu spojovacieho prvku, zatiaľ čo nedostatočné utiahnutie vedie k neistému spojeniu spojovacích komponentov. Skrutky, skrutky a čapy, v závislosti od materiálu, z ktorého sú vyrobené, a od priemeru závitovej časti majú zvyčajne presne definované prípustné uťahovacie sily, z ktorých mnohé, ako už bolo spomenuté vyššie, sú uvedené v špecifikáciách na začiatku každého kapitola. Prísne dodržujte uvedené odporúčania o sile uťahovania upevňovacích prvkov používaných na vozidle. Pre uťahovanie upevňovacích prvkov, ktoré nie sú uvedené v špecifikáciách, použite nižšie uvedenú tabuľku krútiaceho momentu. Hodnoty uvedené v tabuľke sú založené na spojovacích prvkoch pevnostných tried 2 a 3 (Upevňovacie prvky vyššej triedy umožňujú väčšie utiahnutie), okrem toho sa rozumie, že sprísnenie suš (s nemazaným závitom) upevňovacie prvky zaskrutkované do ocele alebo odliatku (nie hliník) detail.
Veľkosti metrických závitov
| M6 | 9 – 12 Nm |
| M8 | 19 - 28 Nm |
| M10 | 38 - 54 Nm |
| M12 | 68 - 96 Nm |
| M14 | 109 - 154 Nm |
Veľkosti potrubných závitov
| 1/8 | 7 – 10 Nm |
| 1/4 | 17 - 24 Nm |
| 3/8 | 30 - 44 Nm |
| 1/2 | 34 - 47 Nm |
Veľkosti závitov SAE/USS
| 1/4 – 20 | 9 – 12 Nm |
| 5/16 – 18 | 17 - 24 Nm |
| 5/16 – 24 | 19 - 27 Nm |
| 3/8 – 16 | 30 - 43 Nm |
| 3/8 – 24 | 37 - 51 Nm |
| 7/16 – 24 | 55 - 74 Nm |
| 7/16 – 20 | 55 - 81 Nm |
| 1/2 – 13 | 75 - 108 Nm |
Upevňovacie prvky umiestnené po obvode komponentu (ako sú skrutky hlavy valcov, olejová vaňa a rôzne kryty) aby sa predišlo deformácii dielu, musí sa dať a utiahnuť v presne definovanom poradí. Postup uťahovania a sťahovania takýchto spojovacích prvkov je uvedený v texte príslušných kapitol príručky, ako aj na č. ilustrácie. Ak nie je špecifikovaný špeciálny postup, mali by sa dodržiavať nasledujúce pokyny, aby sa zabránilo deformácii komponentu.
V prvom kroku musia byť všetky skrutky/matice dotiahnuté prstami. Ďalej každý z upevňovacích prvkov postupne dosiahne ešte jednu celú otáčku a prechod z jednej skrutky / matice na druhú sa musí vykonať v diagonálnom poradí (krížovka). Ďalej, po návrate k prvému prvku by ste mali zopakovať postup v rovnakom poradí a utiahnuť upevňovacie prvky o ďalšiu polovicu otáčky. Pokračujte v postupe a teraz utiahnite každý prvok jedným ťahom o štvrtinu otáčky, kým nie sú všetky utiahnuté požadovanou silou. Pri uvoľňovaní upevňovacích prvkov postupujte podobne, ale v opačnom poradí.
Demontáž komponentov
Demontáž všetkých komponentov musí byť vykonaná tak, aby pri montáži bolo možné každý diel nainštalovať na svoje pôvodné miesto a správnym spôsobom. Pokúste sa zapamätať si charakteristické vonkajšie znaky zostavy, ak je to potrebné, urobte pristávacie označenie častí, ktorých inštalácia na mieste môže byť vykonaná nejednoznačným spôsobom (napríklad drážkovaná prítlačná podložka na hriadeli atď.). Odstránené diely je dobré položiť na čistú pracovnú plochu v poradí, v akom boli odstraňované. Bude tiež užitočné zostaviť jednoduché schematické náčrty alebo urobiť fotografie rozobraného komponentu krok za krokom.
Keď dávate upevňovacie prvky, snažte sa označiť ich pôvodnú polohu na zostave. Opätovná inštalácia upevňovacích prvkov a podložiek ihneď po odstránení zodpovedajúcej časti často zabráni zmätku počas montáže. Ak to nie je možné, všetky upevňovacie prvky by sa mali umiestniť do škatule špeciálne pripravenej na tento účel, rozdelené na sekcie a vhodne označené, alebo jednoducho do samostatných označených škatúľ. Tento prístup je užitočný najmä pri práci s komponentmi pozostávajúcimi z mnohých malých častí, ako je karburátor, alternátor, ventilový rozvod, prístrojová doska alebo ozdobné čalúnenie.
Pri odpájaní elektrických kontaktov a konektorov je potrebné venovať pozornosť označovaniu vodičov alebo zväzkov pomocou lepiacej pásky s digitálnym alebo písmenovým kódom.
Tesniace plochy
Na všetkých vozidlách sa tesnenia používajú na utesnenie spojenia spojovacích plôch dvoch alebo viacerých častí a slúžia na zabránenie úniku olejov a iných kvapalín a udržiavanie vysokého tlaku / vákua vo vnútri zostavy.
Často sú takéto tesnenia pred inštaláciou potiahnuté tekutou alebo pastovou tesniacou hmotou (tmel). Niekedy po čase, alebo vplyvom zvýšených teplôt či tlakov taký silný «lepenie» párovanie povrchov k sebe, takže rozkúskovanie častí sa stáva náročnou úlohou. V mnohých prípadoch úspešné odpojenie «zaseknutý» komponentov sa pomáha poklepaním zvonku po obvode spoja kladivom s mäkkým lícom. Na tento účel môžete použiť aj obyčajné kladivo, ktoré prerazí drevenú alebo plastovú rozperu. Liatinové kryty a komponenty citlivé na nárazy by sa nemali dotýkať. Keď sa vyskytne tento typ problému, vždy najskôr skontrolujte, či boli odstránené všetky upevňovacie prvky.
Zabráňte páčeniu častí skrutkovačom alebo páčidlom vloženým do oblasti spoja, pretože to môže ľahko poškodiť spojovacie plochy, čo ďalej povedie k vzniku netesností. Ak sa vyhýbate trhaniu «zaseknutý» montážne prvky zlyhajú, použite na tento účel pero zo starej značky, ale pamätajte, že všetky vytvorené triesky sa musia opatrne odstrániť zo spojovacích plôch aj z vnútorných dutín komponentov rozrezanej zostavy.
Po oddelení častí musia byť ich spojovacie plochy starostlivo očistené pomocou škrabky, aby sa odstránili stopy starého tesniaceho materiálu. Vytvrdené úlomky môžu byť vopred zmäkčené konvertorom hrdze alebo špeciálnym chemickým zložením. V tomto prípade možno ako škrabku použiť kus medenej rúrky so splošteným a zahroteným koncom. Zvyšky niektorých tesnení možno ľahko odstrániť medenou kefou, avšak bez ohľadu na použitú metódu by mali byť spojovacie plochy v dôsledku spracovania úplne čisté a suché. Ak je z akéhokoľvek dôvodu poškodená spojovacia plocha, pred montážou zostavy vyplňte chyby tesniacim tmelom. Vo väčšine prípadov by ste mali použiť nevytvrdzujúci (alebo nie je úplne vyliečená) tmel.
Tipy na odstránenie hadice
Pozor! Ak je vaše auto vybavené klimatizačným systémom, nikdy neodpájajte žiadne hadice od komponentov systému, kým cestu nevypustí v servise odborník na klimatizáciu.
Opatrenia, ktoré je potrebné prijať pri odstraňovaní hadíc, sú veľmi podobné opatreniam pri odstraňovaní tesnení. Zabráňte poškodeniu povrchov armatúr a potrubí, na ktoré sú natiahnuté konce hadíc, pretože to môže spôsobiť vznik netesností. Najmä posledná uvedená požiadavka sa vzťahuje na postup demontáže hadíc chladiča. V dôsledku rôznych chemických reakcií prebiehajúcich v trakte chladiaceho systému k nemu často dochádza «lepenie» gumové hadice na povrchy armatúr a odbočiek. Ak chcete hadicu odstrániť, najskôr uvoľnite svorku jej upevnenia. Potom uchopte hadicu v blízkosti svorky pomocou klieští a začnite ňou otáčať na armatúre / spojovacej rúre sprava doľava. Pokračujte týmto spôsobom, kým sa hadica úplne neuvoľní, potom hadicu vyberte z armatúry. Malé množstvo silikónu alebo iného maziva zavedené do medzery medzi armatúrou a hadicou ušetrí námahu. Pred inštaláciou hadice namažte vnútorný povrch susediaci s koncom, ako aj vonkajší povrch armatúry roztokom mydlovej vody alebo malým množstvom silikónového tuku.
V krajnom prípade, alebo ak je bezpodmienečne nutné vymeniť hadicu za novú, je možné koniec hadice nasadenej na tvarovku odrezať nožom a následne oddeliť od povrchu tvarovky. Zároveň sa snažte nepoškodiť kov tvarovky / spojovacej rúrky s čepeľou.
Ak je hadicová svorka poškodená, vymeňte ju za novú. Twist svorky sa zvyčajne časom oslabujú, takže bez ohľadu na stav je lepšie ich nahradiť praktickejšou skrutkou alebo šnekom.