
Називни аксијални зазор:
- ЕЈ серија - 0,150-0,250 мм
- Серија КЗ - 0,100 - 0,300 мм
Максимални аксијални клиренс:
- ЕЈ серија - 0.300 мм
- Серија КЗ - 0,350 мм
Ако је крајњи зазор већи од максималног, замените склоп клипњаче. Замените радилицу ако је потребно.
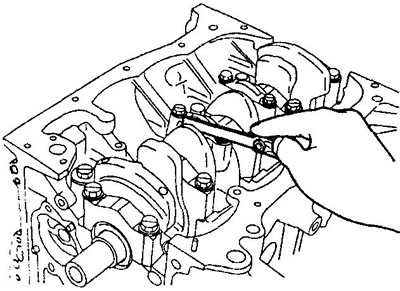
2. Скините поклопац доње главе клипњаче и проверите радијални зазор лежаја клипњаче.
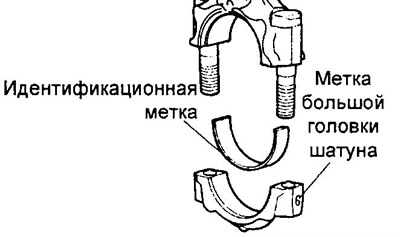
А) Проверите поравнање ознака на клипњачи и поклопцу клипњаче како бисте касније обезбедили исправно поновно састављање.
Ако нема ознака, нанесите их на поклопце и клипњаче.
б) Отпустите два завртња (КЗ серија) или ораси (ЕЈ-серија) причвршћивање капе доње главе клипњаче.
В) Скините поклопац клипњаче.
Напомена: Доња половина чауре мора остати у поклопцу клипњаче.
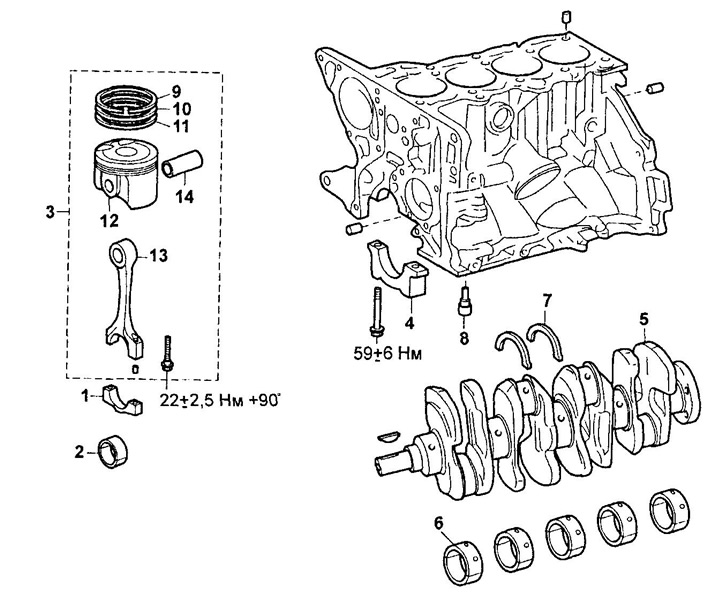
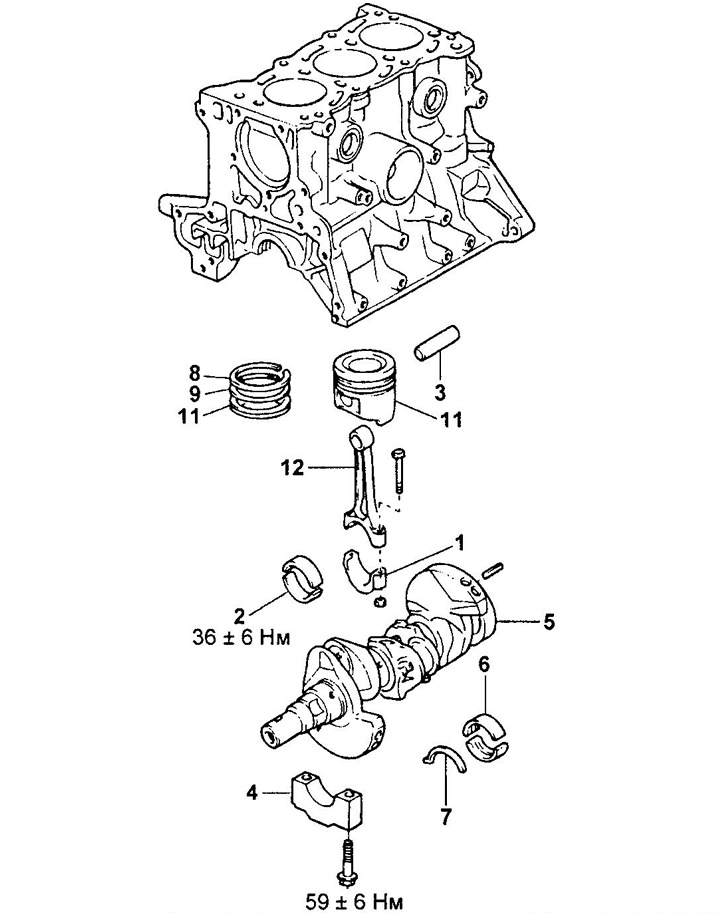
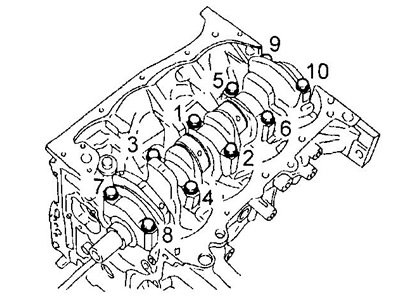
Демонтажа и монтажа блока цилиндара (КЗ серија).
1 - поклопац клипњаче,
2 - шкољке лежајева клипњаче,
3 - клип са склопом клипњаче,
4 - капица главног лежаја,
5 - радилица,
6 - шкољка главног лежаја,
7 - упорни полупрстен,
8 - млазница за уље,
9 - компресиони прстен бр. 1,
10 - компресиони прстен бр.2,
11 - прстен за стругање уља,
12 - клип,
13 - клипњача,
14 - клипни клип.
Г) Очистите радилицу и лежајеве.
д) Проверите да ли има удубљења и огреботина на носачу клипњаче и на површини лежаја.
Ако има огреботина или огреботина, замените лежајеве. Замените радилицу ако је потребно.
Напомена: Немојте мешати горњу и доњу шкољку лежаја.
е) Уградите пластични мерач за мерење зазора у клизним лежајевима преко радилице.

и) Поставите доњи поклопац клипњаче тако што ћете поравнати ознаке шибица. Затегните завртње (КЗ серија) или ораси (ЕЈ-серија) моунтс (за детаље погледајте пододељак "Склапање" одељка "Цилиндар блок").
Белешка:
- Не ротирајте радилицу.
- Нанесите мало уља на навоје и испод главе вијака пре него што их инсталирате.
Обртни момент:
ЕЈ серија - 36±6 Нм
КЗ серија:
- 1. степен — 22±2,5 Нм
- 2. фаза - затегните за 90°
х) Скините доњи поклопац клипњаче тако што ћете одврнути завртње / одврнути матице.
И) Измерите максималну ширину спљоштене жице мерача да бисте одредили радијални зазор лежаја клипњаче.
Зазор лежаја клипњаче:
ЕЈ серија:
- номинални - 0,020 - 0,044 мм
- максимално - 0,070 мм
КЗ серија:
- номинални - 0,016 - 0,040 мм
- максимално - 0,070 мм
(ЕЈ-серија) Ако је зазор већи од максималног, замените шкољке лежаја клипњаче.
(КЗ серија) Ако је зазор већи од максималног, проверите пречник рукавца радилице, унутрашњи пречник великог краја клипњаче и дебљину облога. Замените истрошене делове.
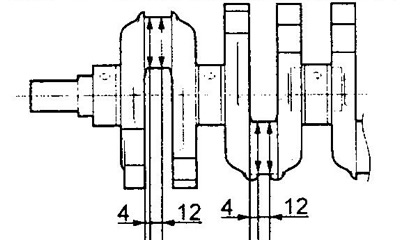
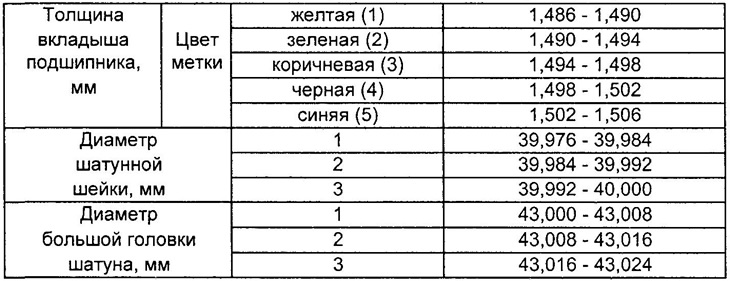
До) (КЗ серија) Измерите пречник клипњача радилице у четири међусобно окомита правца, као што је приказано на слици.
- Номинални пречник - 39.992 - 40.000 мм
Серија К3
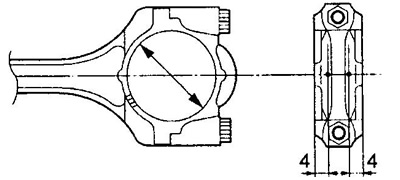
л) (КЗ серија) Измерите унутрашњи пречник великог краја клипњаче.
- Номинални пречник - 43.000 - 43.008 мм
м) (КЗ серија) Измерите дебљину лежаја клипњаче.
- Називна дебљина - 1.488 - 1.492 мм
Напомена: Ако је потребно, избрусите радилицу до поправке величине.
- Рем. (0,25) - 39.726 - 39.766 мм
н) (ЕЈ-серија) Замените шкољке лежајева клипњаче новим. Користите лежајеве који имају исту ознаку као коришћени или изаберите нове кошуљице према табели "Избор облога лежаја клипњаче (ЕЈ-серија) ". Немојте поново брусити радилицу.
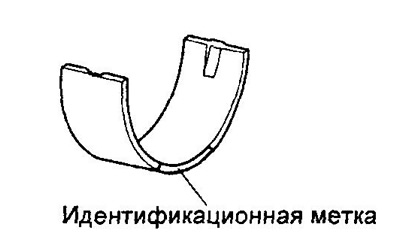
Проверите идентификационе ознаке.
 |  |
О) Уклоните остатке жице за калибрацију са радних површина врата и кошуљице.
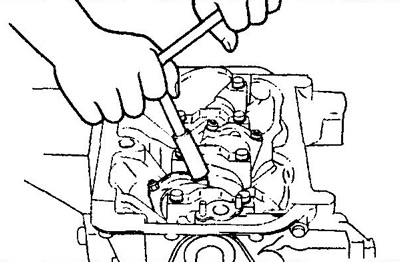
3. Уклоните склоп клипа и клипњаче.
А) Користите развртач да уклоните наслаге угљеника са врха цилиндра.
Демонтажа и монтажа блока цилиндара (ЕЈ-серија).
1 - поклопац клипњаче,
2 - шкољке лежајева клипњаче,
3 - клип,
4 - капица главног лежаја,
5 - радилица,
6 - шкољка главног лежаја,
7 - упорни полупрстен,
8 - компресиони прстен бр.1,
9 - компресиони прстен бр. 2,
10 - прстен за стругање уља,
11 - клип,
12 - клипњача.
Табела. Избор шкољки лежаја клипњаче (ЕЈ-серија).
Напомена: Ознака лежаја клипњаче = ознака великог краја - ознака рукавца радилице.
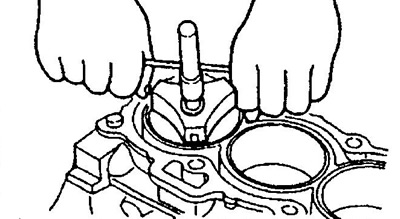
б) Скините склоп клипа са клипњачом и горњом шкољком лежаја кроз врх блока цилиндра.
Белешка: (ЕЈ-серија) ставите гумена црева на навоје вијака да бисте избегли оштећење.
ЕЈ серија.
Белешка:
- Држите лежајеве, клипњачу и поклопац заједно.
- Распоредите клипове са клипњачама и облогама тако да одговарају цилиндрима.
4. Уклоните лежајеве клипњаче.
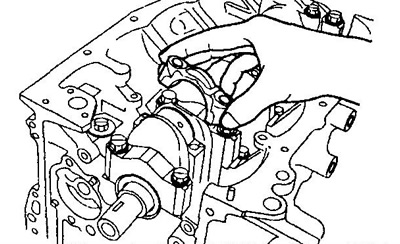
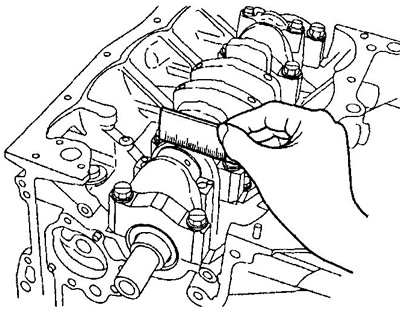
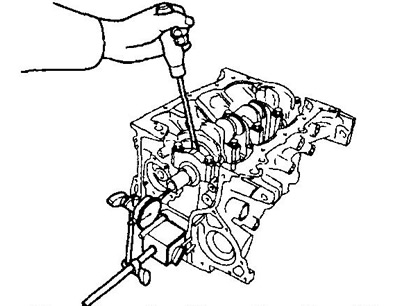
5. Користите индикатор да измерите аксијални зазор радилице тако што ћете је померати напред-назад помоћу одвијача.
- Називни аксијални зазор - 0,02 - 0,22 мм
- Максимални аксијални зазор - 0,30 мм
Ако је аксијални зазор већи од максималног, замените потисне подлошке.
Дебљина потисних полупрстенова:
- Серија КЗ - 1,92 - 1,99 мм
- ЕЈ-ВЕ - 1,94-1,99 мм
6. Уклоните капице главних лежајева и проверите радијалне зазоре уља.
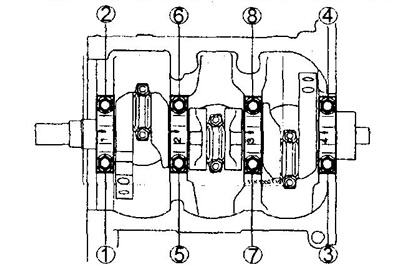
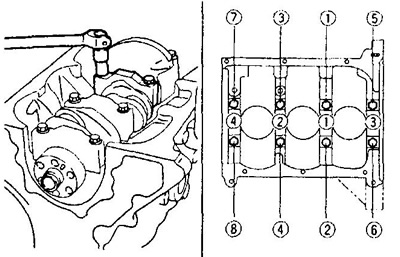
А) Олабавите и уклоните завртње поклопца главног лежаја равномерно у неколико пролаза редоследом приказаним на илустрацији.
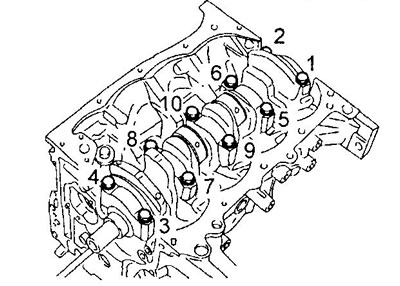
КЗ серија.
EJ-VE.
б) Док тресете одврнуте завртње у рупама капица главних лежајева, уклоните поклопце заједно са доњим шкољкама и доњим потисним подлошкама.
Белешка:
- Држите капице главних лежајева заједно са доњим лежајевима.
- Поставите капице главних лежајева и потисне подлошке по редоследу монтаже.
В) Подигните радилицу.
Напомена: Оставите горње шкољке лежаја и горње потисне подлошке у блоку цилиндра.
Г) Очистите сваки главни носач и лежајеве.
д) Проверите површину сваког главног рукавца и лежајева да ли има удубљења и огреботина. Ако су врат или уметак оштећени, замените уметке. Поново избрусите или замените радилицу ако је потребно.
е) Положите коленасто вратило у блок цилиндара.
и) Поставите пластични мерач зазора лежаја на сваки рукавац.

х) Поставите поклопце корених лежајева и затегните завртње у редоследу приказаном на цртежу.
- Момент затезања - 59±6 Нм
Напомена: Не ротирајте радилицу.
КЗ серија.
EJ-VE.
И) Уклоните капице главних лежајева.
До) Измерите максималну ширину спљоштене жице да бисте одредили радијални зазор.
Зазор главног лежаја:
КЗ серија:
- номинални - 0,016 - 0,036 мм
- максимално - 0,070 мм
ЕЈ серија:
- номинални - 0,004 - 0,028 мм
- максимално - 0,060 мм

(ЕЈ-серија) Ако је зазор већи од максималног, изаберите нове шкољке главног лежаја.
(КЗ серија)
Ако је зазор много већи од номиналног, измерите пречник главних рукаваца радилице, пречник лежишта главног лежаја у блоку цилиндра и дебљину кошуљица (види доле).
Замените истрошене делове.
Ако је потребно, избрусите радилицу до величине поправке и изаберите нове облоге према формули: Измерени пречник главног носача + дебљина нове кошуљице к 2 = 0,016 - 0,036 мм
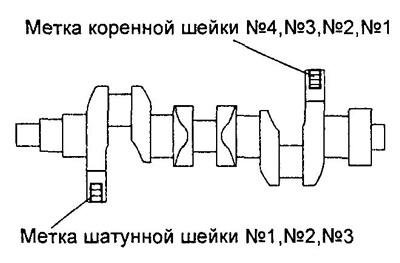
л) (КЗ серија) Измерите пречник главног рукавца радилице у две тачке (А) И (ИН).
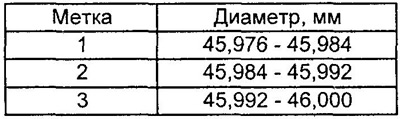
- Номинални пречник - 45.988 - 46.000 мм
Ако је пречник већи од номиналног, избрусити радилицу до величине за поправку.
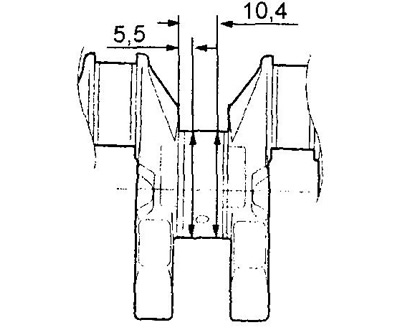
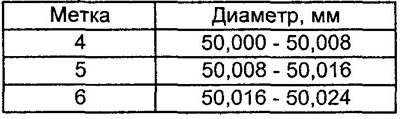
м) (КЗ серија) Измерите унутрашњи пречник лежишта главног лежаја у блоку цилиндра на две локације 3 мм од ивица носача.
- Номинални пречник - 50.000 - 50.018 мм
Напомена: приликом замене потребно је користити делове исте групе величина као они који се замењују.
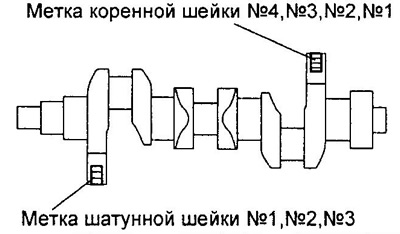
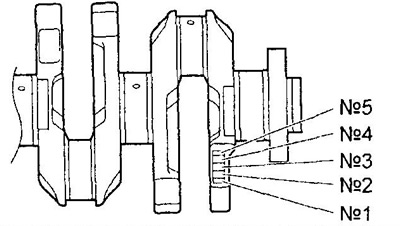
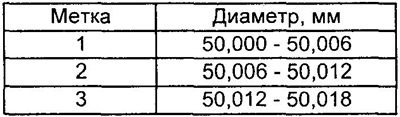
Ознака рукавца радилице (КЗ серија).
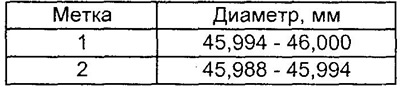 |  |
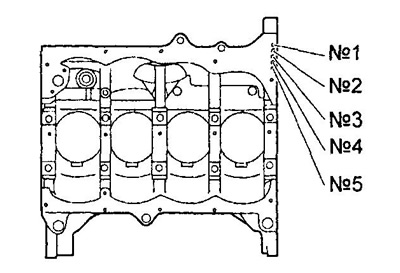
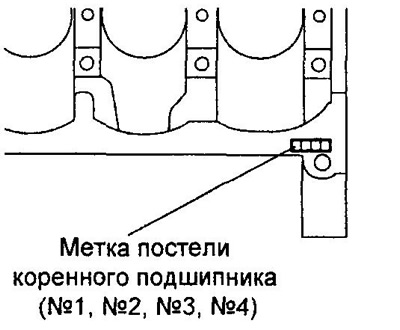
Ознака лежишта главног лежаја блока цилиндра (КЗ серија).
 |  |
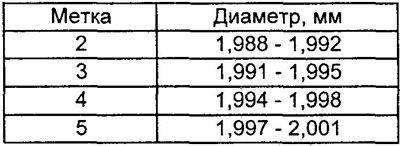
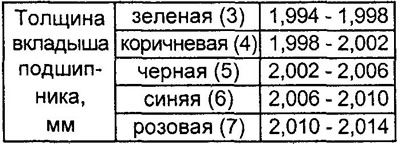
Ознака чауре главног лежаја (КЗ серија).
 |  |
Табела за одређивање група величина кошуљица (КЗ серија).
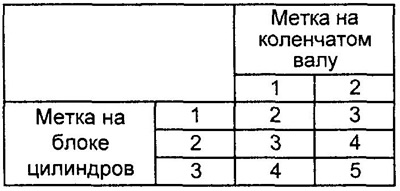
Пример: ознака "3" на блоку цилиндра + ознака "2" на радилици = збир "5" (потребан уметак - бр.5).
н) (ЕЈ-серија) Покупите нове облоге главних лежајева.
Ознака лежишта главног лежаја блока цилиндра (ЕЈ-серија).
 |  |
Ознака рукавца радилице (ЕЈ-серија).
 |  |
Табела за одређивање групе величина шкољке главног лежаја (ЕЈ-серија).
Пример: ознака шкољке главног лежаја = (ознака лежишта главног лежаја блока цилиндра) - (ознака рукавца радилице) + 2.
О) Уклоните пластичне мераче.
9. Уклоните радилицу.
А) Подигните радилицу.
б) Уклоните горње шкољке главног лежаја и горње потисне подлошке из блока цилиндра.
Напомена: Уградите главне лежајеве и потисне подлошке по редоследу уградње.