
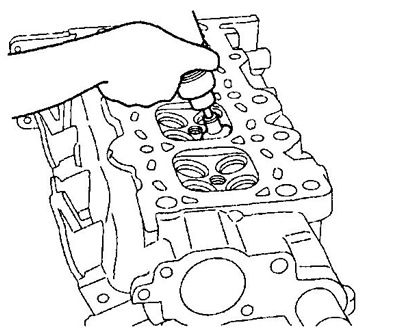
А) Окретањем радилице, узастопно поставите клипове у ТДЦ. Користите стругач за чишћење површина дна клипа од наслага угљеника.
б) Помоћу стругача уклоните остатке заптивке главе са површине конектора блока цилиндра.
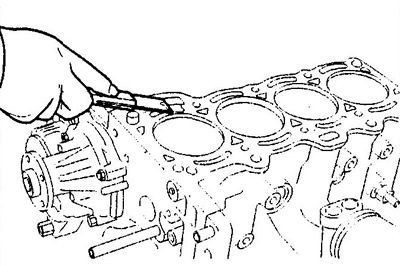
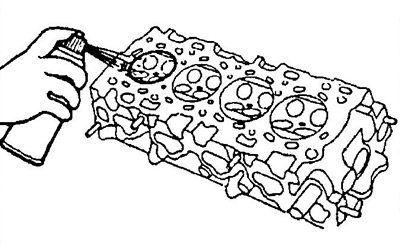
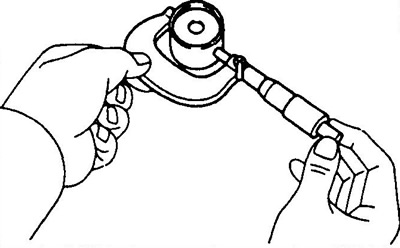
В) Користите компримовани ваздух да уклоните наслаге угљеника и остатке заптивки са површине блока цилиндра и рупа за вијке.
Напомена: Када користите компримовани ваздух, водите рачуна о својим очима.
2. Очистите главу цилиндра.
А) Очистите површину главе блока од остатака заптивке главе.
Напомена: Пазите да не оштетите спојну површину заптивача главе блока.
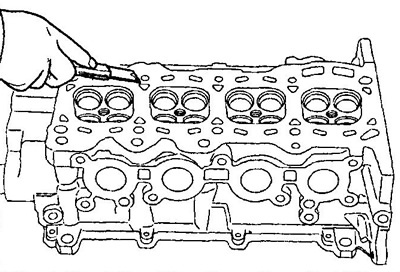
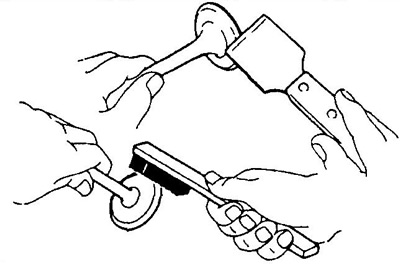
б) Очистите површине комора за сагоревање главе блока жичаном четком, уклањајући све преостале наслаге угљеника.
В) Очистите отворе вођице вентила четком и растварачем.
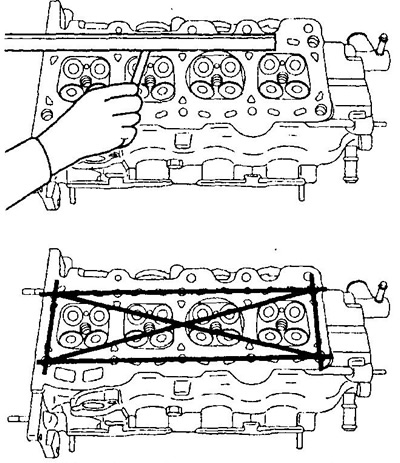
3. Проверите главу цилиндра.
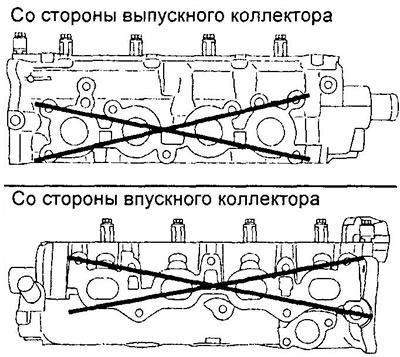
А) Прецизним лењиром и равним мерачем, као што је приказано на слици, проверите равност радних површина споја главе цилиндра:
- са површином блока цилиндра;
- површине усисног и издувног колектора.
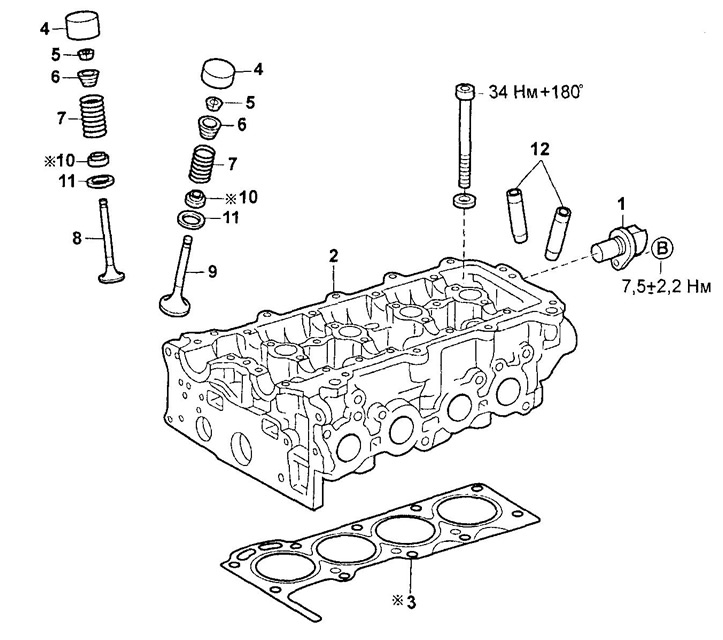
Демонтажа и монтажа главе блока цилиндара (К3 серија).
1 - сензор положаја радилице,
2 - глава цилиндра,
3 - заптивка главе цилиндра,
4 - подизач вентила,
5 - крекери,
6 - опружна плоча вентила,
7 - опруга вентила,
8 - улазни вентил,
9 - издувни вентил,
10 - поклопац за стругање уља,
11 - седиште опруге вентила,
12 - водич вентила.
КЗ серија.

ЕЈ серија.
Максимална дозвољена неравност површине:
КЗ серија:
- гасни спој - 0,04 мм
- спојни усисни колектор - 0,10 мм
- спојни издувни колектор - 0,05 мм
ЕЈ серија:
- гасни спој - 0,10 мм
- спојни усисни колектор - 0,10 мм
- спојни издувни колектор - 0,10 мм
Ако количина равности прелази максимално дозвољену, замените главу цилиндра.
б) Користећи пенетрирајућу боју, проверите да ли има пукотина у коморама за сагоревање, улазним и излазним отворима и на интерфејсу гаса. Ако постоје пукотине, замените главу цилиндра.
4. Очистите вентиле.
А) Користите стругач да уклоните наслаге угљеника са диска вентила.
б) Потпуно очистите вентил меком четком.
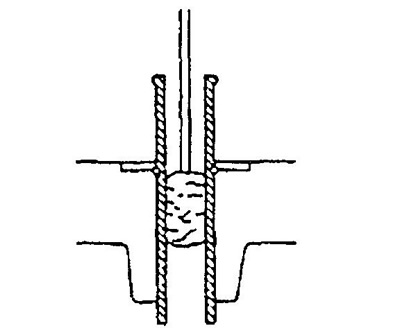
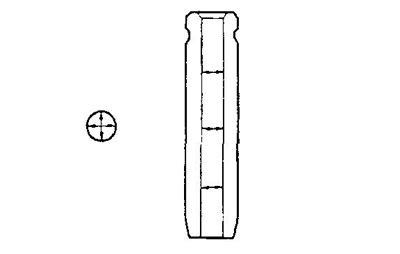
5. Проверите пречнике вретена вентила и водилице вентила.
А) Измерите унутрашњи пречник вођица вентила помоћу мерача проврта.
Унутрашњи пречник вођице:
- Серија К3 - 5.010 - 5.022 мм
- ЕЈ серија - 5.000 - 5.012 мм
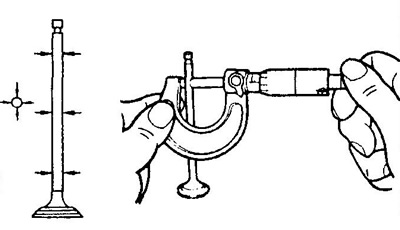
б) Измерите пречник стабла вентила микрометром.
Пречник вретена вентила:
- усисни вентил - 4.975- 4.990 мм
- издувни вентил - 4.965 - 4.980 мм
В) Пронађите размак између стабла вентила и вођице мерењем разлике између пречника стабла вентила и унутрашњег пречника вођице вентила.
Називни клиренс уља:
КЗ серија:
- усисни вентил - 0,020 - 0,047 мм
- издувни вентил - 0,030 - 0,057 мм
ЕЈ серија:
- усисни вентил - 0,020 - 0,060 мм
- издувни вентил - 0,030 - 0,070 мм
Максимални размак уља:
КЗ серија:
- усисни вентил - 0,06 мм
- издувни вентил - 0,07 мм
ЕЈ серија:
- усисни вентил - 0,07 мм
- издувни вентил - 0,08 мм
Ако је зазор већи од максималног, замените вентил и водилицу.
6. Ако је потребно, замените вођице вентила.
А) Главу цилиндра постепено загрејте у воденом купатилу до температуре од 80-100°Ц.
б) Користећи завесу и чекић, истисните водећу чахуру.

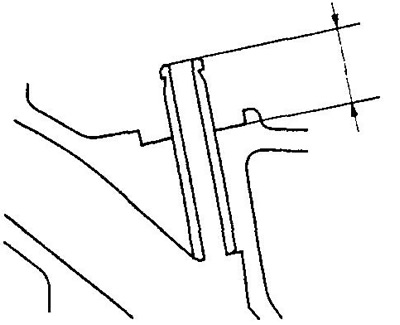
В) Инсталирајте вођицу вентила. Користећи померај и чекић, поставите нову вођицу вентила тако да вири из главе цилиндра на:
КЗ серија - 14,5±0,3 мм
ЕЈ серија:
- усисни вентил - 13,5±0,3 мм
- издувни вентил - 10,5±0,3 мм
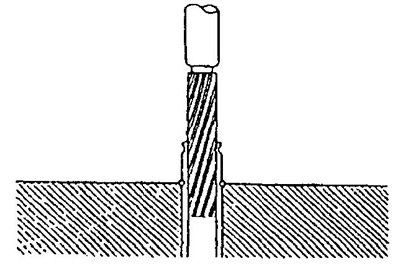
е) Користећи развртач, разврните унутрашњу рупу вођице да бисте обезбедили исправан зазор између вођице и стабла вентила.
7. Проверите и прелијте вентиле.
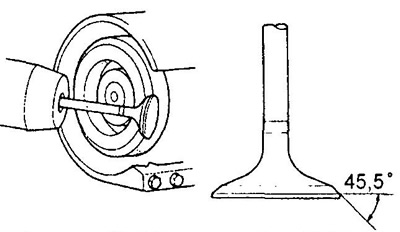
А) Брусите вентиле док се не елиминишу трагови чађи и огреботина.
б) Уверите се да закривљени кос вентила формира угао од 44,5°у односу на раван окомиту на осу вретена.
В) Проверите дебљину диска вентила.
- Називна дебљина диска вентила - 1,0±0,2 мм
- Минимална дебљина диска вентила је 0,75 мм
Ако је дебљина плоче цилиндричног дела мања од минималне дозвољене вредности, замените вентил.

Г) Проверите укупну дужину вентила.
Називна дужина вентила:
усисни:
- Серија КЗ - 88,15 мм
- Серија ЕЈ - 79,40 мм
дипломирање:
- Серија КЗ - 89,10 мм
- ЕЈ серија - 79,80 мм
Ако је укупна дужина мања од минималне, замените вентил.

д) Проверите стање површина вентила на истрошеност.
Ако је лице вентила истрошено, поново избрусите лице вентила или замените вентил.
Напомена: приликом поновног млевења не смањите укупну дужину вентила испод минимума.
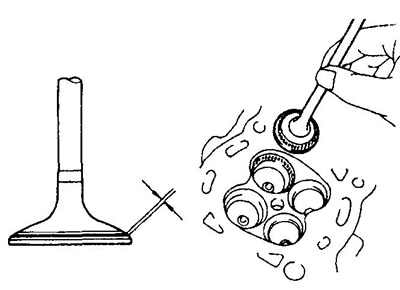
8. Контролна седишта вентила.
А) Користите резач са конусом од 45°за чишћење седишта вентила.
б) Проверите да ли вентил правилно лежи.
Нанесите танак слој беле боје на косину вентила. Притисните лице вентила на седиште, али немојте ротирати вентил. Затим уклоните вентил и прегледајте седиште вентила и косину.
Ако боја остане по целом обиму (360°) ивице вентила, вентил је концентричан. У супротном, замените вентил.
Ако се боја појављује по целом обиму (360°) седишта вентила, водич (рукав) вентили и седиште вентила су концентрични. У супротном, поново брусите косину.
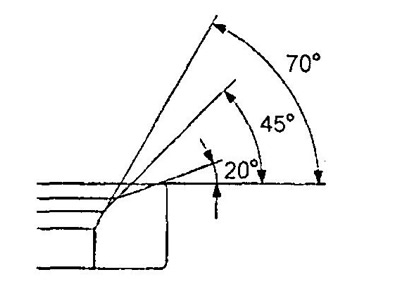
Уверите се да је контактна површина у средини лица вентила и да има ширину од 1,4 + 0,5 мм
У супротном, подесите иконицу на следећи начин:
- Ако је контактна површина превисока на предњој страни вентила, користите конусне глодалице од 20°и 45°да поново избрусите седиште.
- Ако је контактна површина прениска на предњој страни вентила, користите конусне глодалице за 70°и 45°да бисте поново избрусили седиште.
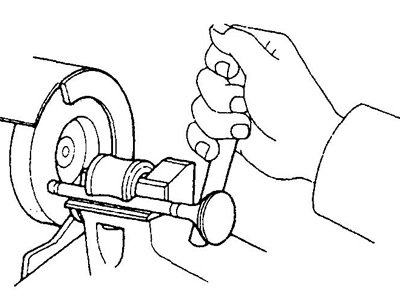
В) Ручно обложите вентил и седиште вентила абразивном пастом.
Г) Након преклапања, очистите вентил и седиште вентила.
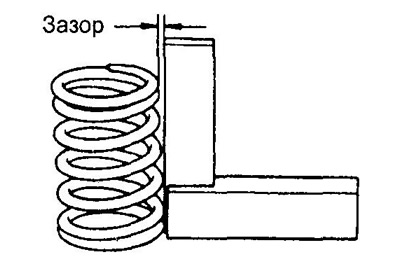
9. Проверите опруге вентила.
А) Користећи метални квадрат (90°), проверите да опруга вентила није окомита, као што је приказано на слици.
Максимална дозвољена неуправљивост је:
- КЗ серија - 1,8 мм
- ЕЈ серија - 1,6 мм
б) Помоћу чељусти измерите слободну дужину опруге:
Дужина опруге вентила:
- Серија КЗ - 45,54 мм
- ЕЈ серија - 36,97 мм
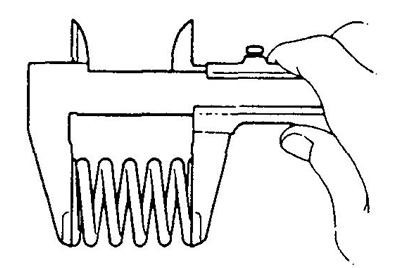
Ако је дужина опруге ван спецификације, замените опругу вентила.
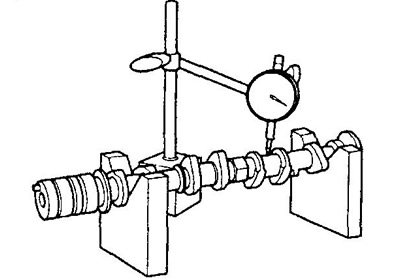
10. Проверите брегасте осовине и лежајеве.
А. Проверите зазор на крају брегастог вратила.
А) Уградите брегасту осовину у лежиште главе цилиндра.
б) Користите индикатор да измерите аксијални зазор док померате брегасте осовине напред-назад.
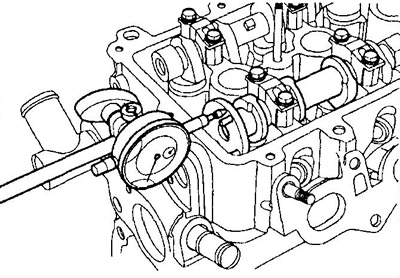
Аксијални зазор брегастих вратила:
КЗ серија:
- номинални - 0,10 - 0,24 мм
- максимално - 0,30 мм
ЕЈ серија:
- номинални - 0,04 - 0,10 мм
- максимално - 0,15 мм
Ако је аксијални зазор већи од максималног, замените брегасто вратило. Ако је потребно, замените поклопце лежајева и главу цилиндра.
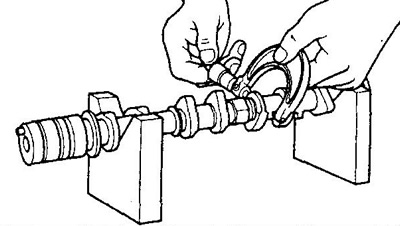
Б. Проверите отпуштање брегастог вратила.
Уградите брегасту осовину у призме у облику слова В и проверите њено отпуштање на централном врату.
- Максимално отпуштање - 0,3 мм
Б. Проверите висину режњева брегастог вратила.
Висина режња улазног брегастог вратила:
Оцењено:
- Серија КЗ - 40.400 - 40.500 мм
- ЕЈ-ДЕ - 38.200 - 38.300 мм
- ЕЈ-ВЕ - 40.250 мм
Минимум:
- Серија КЗ - 40,30 мм
- ЕЈ-ДЕ - 38,10 мм
Висина режња издувног брегастог вратила:
Оцењено:
- Серија КЗ - 39.910 - 40.010 мм
- ЕЈ-ДЕ - 38.050 - 38.150 мм
- ЕЈ-ВЕ - 40.250 мм
Минимум:
- Серија КЗ - 39,80 мм
- ЕЈ-ДЕ - 37,95 мм
Ако је висина брегаста мања од минималне, замените брегасто вратило.
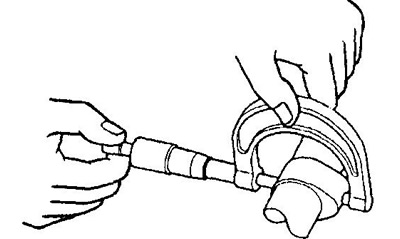
Д. Проверите димензије лежајева брегастог вратила мерењем њихових пречника микрометром.
Пречник лежајева брегастих вратила:
КЗ серија:
1. референца:
- усис - 33.984 - 34.000 мм
- издув - 25.979 - 25.995 мм
- остатак - 22.979 - 22.995 мм
ЕЈ серија:
- 1. ослонац - 25.979- 25.995 мм
- остатак - 22.979- 22.995 мм
Ако су пречници рукавца изван спецификација, проверите радијални зазор између чауре и лежаја.
Е. Проверите радијални зазор у лежајевима брегастог вратила.
А) Очистите радне површине рукаваца брегастог вратила и поклопца лежајева.
б) Поставите брегасте осовине у лежиште главе цилиндра.
В) Поставите комад пластичног мерача на сваки носач брегастог вратила.
Г) Уградите поклопце лежајева. Затегните завртње поклопца (За детаљније процедуре уградње брегасте осовине, погледајте одељак "Инсталација" у "глава цилиндра").
- Обртни момент - 12,5±2,0 Нм
Напомена: Не ротирајте брегасто вратило.
д) Уклоните поклопце лежајева.
е) Измерите ширину спљоштених пластичних мерача на најширој тачки и одредите зазор.
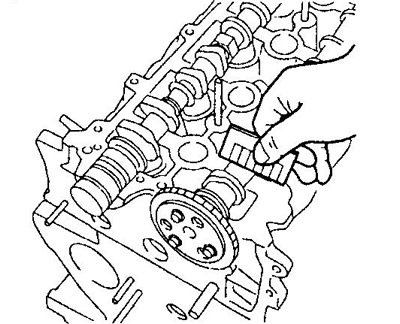
Радијални зазор у лежајевима брегасте осовине:
ЕЈ серија:
- номинално - 0,037 - 0,073 мм
- максимално - 0,10 мм
КЗ серија:
Улазно брегасто вратило:
- врат бр. 1 - 0,025 - 0,061 мм
- остатак - 0,037 - 0,073 мм
Издувна брегаста осовина - 0,037 - 0,073 мм
Ако је зазор већи од максималног, замените брегасто вратило. Замените поклопце лежаја и главу цилиндра ако је потребно.
и) Уклоните све преостале пластичне мераче.
11. Проверите потисне и бушотине испод потискивача у случају главе блока.
А) Користећи мерач отвора индикатора, измерите пречнике отвора за потискаче у глави цилиндра.
- Пречник бушења за потискивач у глави блока - 28.000 - 28.021 мм
б) Измерите пречник потискача микрометром.
- Номинални пречник потиска - 27.975-27.985
В) Проверите радијални зазор.
Одузмите пречник тапе од отвора у кућишту главе и одредите зазор.
- Размак између потискача и зида отвора за потискивач је 0,015 - 0,046 мм
Ако зазор прелази максимално дозвољени, замените потисник.