
Rastavljanje
1. Uklonite rasplinjač.
2. Uklonite usisni i ispušni razvodnik.
3. Ako je potrebno, odvojite usisni i ispušni razvodnik odvrtanjem i uklanjanjem spojnih vijaka.
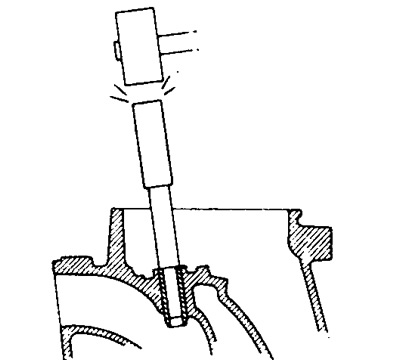
4. Uklonite ventile: pomoću izvlakača stisnite oprugu ventila i uklonite dva krekera; zatim uklonite disk ventila (ili rotator ventila), opruga, sjedište opruge, ventil i semering. Rasporedite skinute dijelove tako da se tijekom postavljanja ne pomiješaju.
5. Ako je potrebno, uklonite sljedeće dijelove:
A) Izlazna cijev rashladne tekućine.
b) Izlaz grijača.
V) Stražnja prirubnica glave cilindra.
Provjera i čišćenje dijelova i elemenata glave cilindra
1. Očistite dno klipova i ravninu spojnice bloka.
A) Okrenite radilicu i pomaknite svaki klip u TDC. Očistite dno klipa strugačem.
b) Uklonite ostatak brtve s blok konektora.
V) Komprimiranim zrakom ispuhajte kanale za ulje i rupe za vijke.
Upozorenje: Koristite zaštitu za oči kada koristite komprimirani zrak.
2. Uklonite ostatak brtvila s površina glave bloka i razdjelnika strugačem.
Pažnja: nemojte oštetiti očišćene površine.
3. Žičanom četkom uklonite naslage s površina komora za izgaranje kako ne biste oštetili površinu konektora glave cilindra.
4. Očistite rupe za vođenje ventila.
5. Temeljito očistite glavu cilindra mekom četkom i otapalom.
Pažnja: ne perite glavu u vrućim otapalima jer to može oštetiti dio.
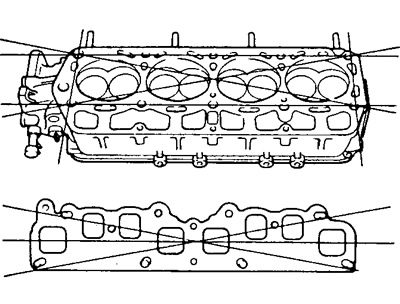
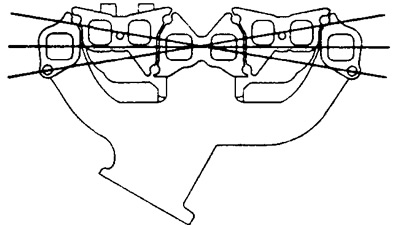
6. Koristeći precizno ravnalo i sonde, provjerite ravninu utičnica glave bloka cilindara duž linija označenih na crtežu. Maksimalna neravnina:
- Na priključku plinskog spoja - 0,15 mm
- Na konektoru usisne i ispušne grane - 0,10 mm
Ako je izmjerena vrijednost veća od navedenog maksimuma, zamijenite glavu ili ponovno izbrusite njezinu površinu (ali ne više od 0,30 mm).
7. Pomoću penetrirajuće boje provjerite ima li pukotina u komorama za izgaranje, ulaznim i izlaznim otvorima i površinama konektora. Ako postoje pukotine, zamijenite glavu.
8. Koristite strugač i žičanu četku za čišćenje naslaga ugljika s diska ventila.
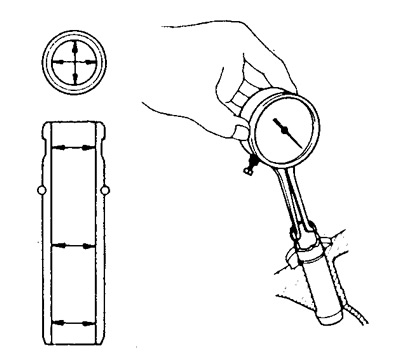
9. Pomoću mjerača provrta izmjerite promjere provrta vodilice ventila.
- Unutarnji promjer vodilica ventila - 8.010 - 8.030 mm
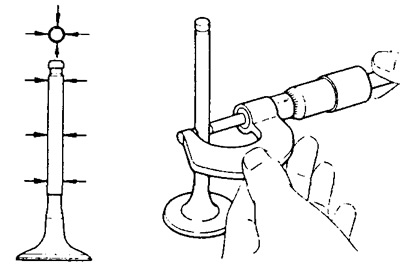
Pomoću mikrometra izmjerite promjere stabljika ventila na tri različite razine.
Promjer stabla ventila:
- Usis - 7.970 - 7.985 mm
- Ispuh - 7.965 - 7.980 mm
Oduzimanjem dobivenih promjera stabla ventila od odgovarajućih promjera provrta vodeće čahure odredite zazor u čahurama.
Nazivni razmak:
- usisni ventil - 0,025 - 0,060 mm
- ispušni ventil - 0,030 - 0,065 mm
Najveći dopušteni razmak:
- usisni ventil - 0,10 mm
- ispušni ventil - 0,12 mm
10. Ako je potrebno, zamijenite vodilicu.
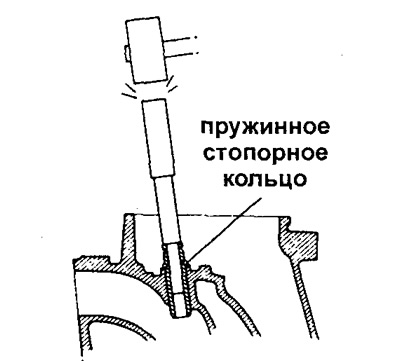
A) Pomoću klina i čekića otpustite čahuru vodilice, pazeći da je pričvrsni prsten čahure uklonjen.
b) Polako zagrijte glavu cilindra u vodenoj kupelji na temperaturu od 80-100°C.
V) Pomoću udarca i čekića izbijte čahuru vodilice.
G) Pomoću indikatora provrta izmjerite rupu u glavi bloka za čahuru vodilice.
d) Podignite novu nazivnu čahuru (STD) ili veličina popravka povećana za 0,05 mm (O/S).
Ako je rupa za čahuru u glavi cilindra veća od 13,027 mm, razbušite rupu na veličinu za popravak (13,050-13,077 mm).
Ako provrt prelazi 13,077 mm, zamijenite glavu cilindra.
e) Polako zagrijte glavu bloka na 80-100°C.
i) Koristeći bušilicu i čekić, zabijte novu čahuru ventila dok osigurač ne sjedne na mjesto.
h) Koristeći razvrtač od 8 mm, razvrtajte rupu čahure dok se ne postigne preporučeni zazor "provrt čahure - novi promjer ventila".
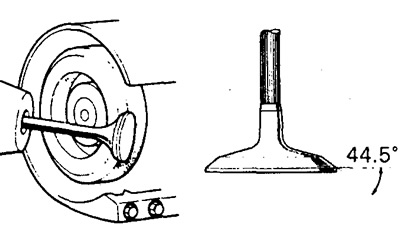
11. Provjerite i brusite ventile.
A) Izbrusite kosinu ventila kako biste uklonili znakove istrošenosti i naslaga.
b) Čeoni kut nepovratnog ventila (44,5°).
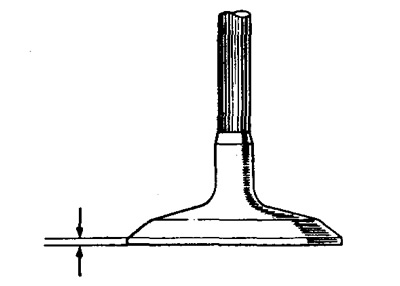
V) Provjerite debljinu prstena diska ventila.
Nazivna debljina prstena diska ventila je:
- Za usisni ventil - 1,0-1,4 mm
- Za ispušni ventil - 1,3-1,7 mm
Minimalna debljina prstena diska ventila je:
- Za usisni ventil - 0,5 mm
- Za ispušni ventil - 0,8 mm
Ako je minimalna debljina remena manja od navedenih vrijednosti, zamijenite ventil.
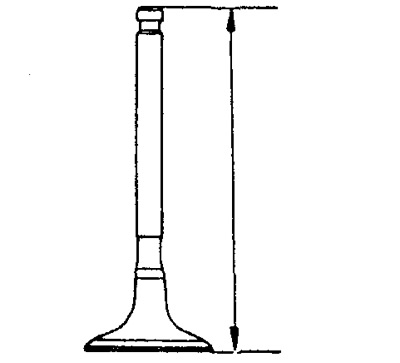
G) Provjerite ukupnu duljinu ventila. Nazivna i minimalna duljina ventila su:
- Za usis - 108,2 mm i 107,7 mm
- Za maturu - 108,5 mm i 108,0 mm
Ako je duljina ventila manja od minimalne, zamijenite ventil.
d) Ako je kraj stabla ventila istrošen, brusite kraj dok se istrošenost ne ukloni ili zamijenite ventil.
12. Provjerite i očistite sjedišta ventila.
A) Pomoću rezača od 45°obradite sjedišta ventila.
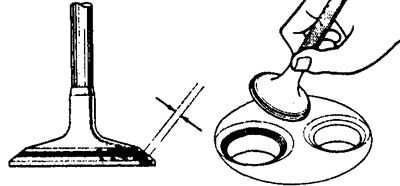
b) Provjerite sjedište ventila. Nanesite tanak sloj boje (olovno bijelo) na skošenje ventila, stavite ventil i lagano ga pritisnite, ali ne okrećite.
V) Kontrolni ventil i sjedište:
Ako se trag boje pojavi na svih 360°sjedišta ventila, tada su lopatica i sjedište ventila koncentrični.
Ako nije, ponovno izbrusite sjedalo. Provjerite kontaktnu oznaku na sredini ivice ventila:
Širina kontakta 1,2-1,6 mm za usisne i ispušne ventile.
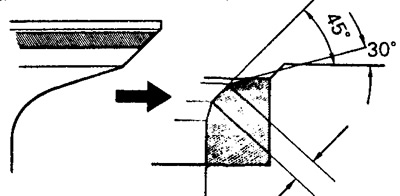
Ako je potrebno, izvršite prilagodbe na sljedeći način:
(1) ako je kontaktna oznaka previsoka na prednjoj strani ventila, koristite rezače od 30°i 45°da ispravite kontaktnu oznaku.
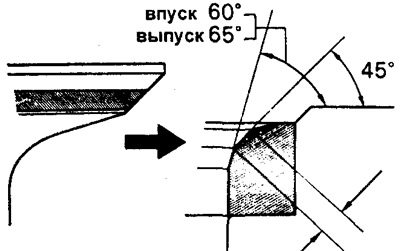
(2) ako je kontaktna oznaka preniska na prednjoj strani ventila, tada se rezači od 60°i 45°za ulazni ventil i rezači od 65°i 45°za ispušni ventil moraju koristiti za ispravljanje sjedišta ventila.
G) Prislonite ventil na sjedište abrazivnom pastom.
d) Nakon lepljenja, očistiti (ispiranje) ventil i sjedište od abraziva.
13. Opruge povratnog ventila.
A) Pomoću kutnika provjerite da opruge ventila nisu okomite.
- Najveća neokomitost - 2 mm
Za velika odstupanja, zamijenite oprugu ventila.
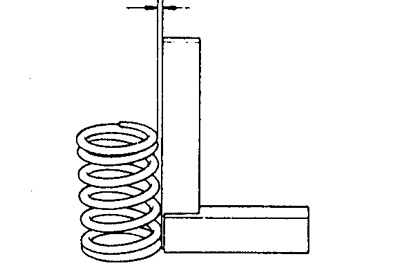
b) Pomoću čeljusti izmjerite slobodnu duljinu opruge.
- Duljina opruge - 47,0 mm
Ako se duljina opruge razlikuje od navedene vrijednosti, zamijenite oprugu.
V) Pomoću uređaja za ispitivanje opruga izmjerite silu potrebnu za sabijanje opruge na 40,6 mm:
- Sila - 282-345 N
Ako je izmjerena vrijednost izvan raspona, zamijenite oprugu.
14. Provjerite jaram i osovinu jarma.
A) Provjerite stanje radne površine klackalice u kontaktu sa stablom ventila.
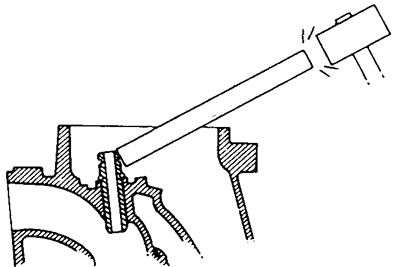
b) Provjerite razmak između klackalice i osovine klackalice pomicanjem klackalice kao što je prikazano na slici.
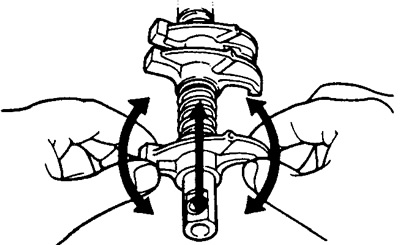
Ako osjetite pomicanje, rastavite sklop klackalice i provjerite ga.
V) Rastavite sklop klackalice/osovine postavljanjem klackalica odgovarajućim redoslijedom. Ako postoji istrošenost kontaktne površine glava klackalice, uklonite istrošenost brusilicom ili zamijenite klackalicu.
G) Provjerite razmak između osovine klackalice i klackalice:
Pomoću mjerača provrta izmjerite unutarnji promjer klackalice.
- Nazivna - 18.500 - 18.515 mm
Pomoću mikrometra izmjerite promjer osovine klackalice.
- Nazivna - 18,474 - 18,487 mm
Oduzimanjem promjera osi klackalice od promjera provrta klackalice odredite zazor.
- standard - 0,013-0,041 mm
- maksimalno dopušteno - 0,08 mm
Ako zazor premašuje najveću vrijednost, zamijenite klackalicu i osovinu.
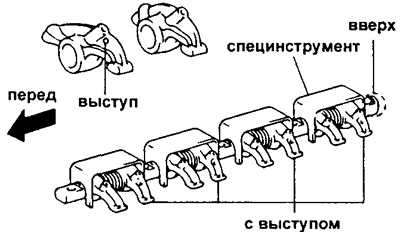
d) Sastavite čvor "rocker arms - osovina klackalica".
Provjerite je li stražnji kraj klackalice u ispravnom položaju, sastavite klackalice i opruge kao što je prikazano i držite ih zajedno s alatom.
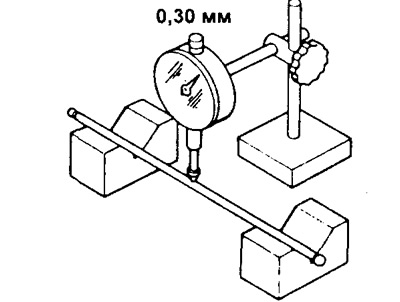
15. Provjerite potisne poluge.
A) Položite šipke na prizme.
b) Pomoću indikatora provjerite ravnost šipki.
Maksimalno odstupanje od ravnosti je 0,30 mm.
Ako je odstupanje veće, zamijenite stabljiku.
Provjerite otvor za ulje šipke. Ako je otvor začepljen, ispuhajte ga komprimiranim zrakom.
16. Provjerite usisni i ispušni razvodnik. Pomoću preciznog ravnala i pipa provjerite postoji li krivljenje (spljoštenost) kontaktne površine kolektora.
- Najveća dopuštena ravnost je - 0,40 mm
Pri visokim vrijednostima ovog pokazatelja zamijenite kolektor.