
Розбирання
1. Зніміть карбюратор.
2. Зніміть колектори впуску та випуску.
3. Якщо необхідно, роз'єднайте впускний та випускний колектори, відвернувши та знявши з'єднувальні болти.
4. Зніміть клапани: використовуючи знімач, стисніть клапанну пружину і зніміть два сухарі; потім зніміть тарілку клапана (або обертач клапана), пружину, сідло пружини, клапан та масловідбивний ковпачок. Розташуйте зняті деталі так, щоб не переплутати їх під час встановлення.
5. Якщо необхідно, зніміть такі деталі:
а) Патрубок відведення охолоджувальної рідини.
б) Вихідний патрубок підігрівача.
в) Задній фланець головки блоку циліндрів.
Перевірка та очищення деталей та елементів головки блоку циліндрів
1. Очистити днища поршнів та площину гнізда блоку.
а) Поверніть колінчастий вал і підведіть кожен поршень до ВМТ. Скребком очистіть днища поршнів.
б) Видаліть залишки прокладки з гнізда блоку.
в) Продуйте стисненим повітрям масляні канали та отвори під болти.
Попередження: під час використання стисненого повітря використовуйте захисні засоби для очей.
2. Видаліть скребком залишки прокладок з поверхонь головки блоку та колекторів.
Увага: не пошкодіть поверхні, що очищаються.
3. Видаліть металевою щіткою залишки відкладень з поверхонь камер згоряння, щоб не пошкодити поверхню роз'єму головки циліндрів.
4. Очистіть отвори під напрямними клапанами.
5. За допомогою м'якої щітки та розчинника ретельно очистіть головку циліндрів.
Увага: не промивайте головку в гарячих розчинниках, оскільки це може пошкодити деталь.
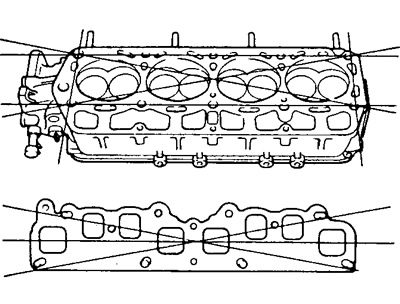
6. Використовуючи прецизійну лінійку та щупи, перевірте площину роз'ємів головки блоку циліндрів уздовж ліній, позначених на малюнку. Максимальна неплощинність:
- По роз'єму газового стику - 0,15 мм
- По роз'єму впускного та випускного колекторів - 0,10 мм
Якщо виміряна величина більша за вказаний максимум, замініть головку або перешліфуйте її поверхню (але не більше ніж на 0,30 мм).
7. Використовуючи проникаючий барвник, перевірте камери згоряння, впускні та випускні канали, поверхні роз'єму на наявність тріщин. За наявності тріщин замініть головку.
8. Скребком та металевою щіткою очистіть вуглецеві відкладення з тарілки клапана.
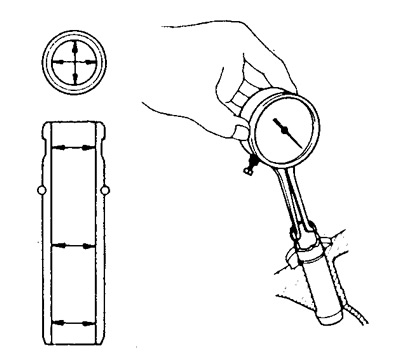
9. Використовуючи індикатор, виміряйте діаметри отворів напрямних втулок клапанів.
- Внутрішній діаметр напрямних втулок клапанів - 8,010 - 8,030 мм
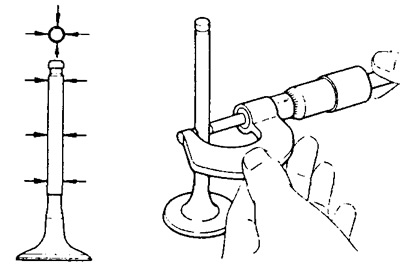
Мікрометром виміряйте діаметри стрижнів клапанів на трьох різних рівнях.
Діаметри стрижнів клапанів:
- Впускного - 7,970 - 7,985 мм
- Випускного - 7,965 - 7,980 мм
Віднімаючи отримані значення діаметрів стрижнів клапанів із відповідних значень діаметрів отворів напрямних втулок, визначте величину зазору у втулках.
Номінальна величина зазору:
- впускного клапана - 0,025 - 0,060 мм
- випускного клапана - 0,030 - 0,065 мм
Максимально допустима величина зазору:
- впускного клапана - 0,10 мм
- випускного клапана - 0,12 мм
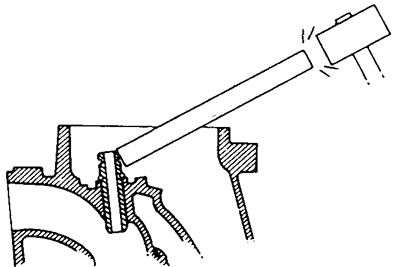
10. Якщо необхідно, замініть напрямну втулку.
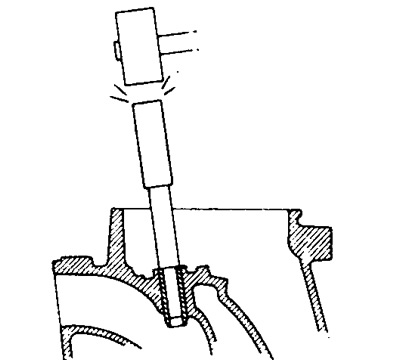
а) Використовуючи стрижень та молоток, необхідно послабити напрямну втулку, попередньо переконавшись, що стопорне кільце втулки знято.
б) Повільно нагрійте головку циліндрів у водяній ванній до температури 80-100°С.
в) Використовуючи вибивання і молоток, вибити напрямну втулку.
г) Використовуючи індикатор-нутромір, виміряйте отвір у головці блоку під напрямну втулку.
д) Підберіть нову номінальну втулку (STD) або збільшеного на 0,05 мм ремонтного розміру (O/S).
Якщо отвір під втулку в головці блоку циліндрів більше 13,027 мм, розсвердліть отвір до ремонтного розміру (13,050-13,077 мм).
Якщо отвір перевищує 13,077 мм, замініть головку блоку циліндрів.
е) Повільно нагрійте голівку блоку до 80-100°С.
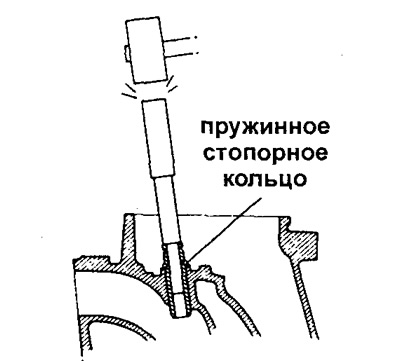
ж) Використовуючи оправлення та молоток, запресуйте нову втулку клапана доти, доки пружинне стопорне кільце не сяде на своє місце.
з) Використовуючи розгортку на 8 мм, розгорніть отвір втулки, до отримання зазору, що рекомендується, "отвір втулки — діаметр нового клапана".
11. Перевірити та відшліфувати клапани.
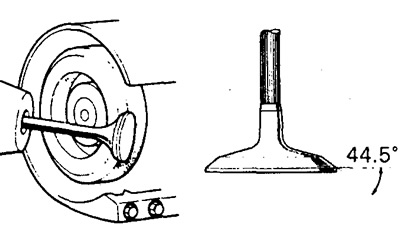
а) Відшліфуйте фаску клапана до зняття слідів зносу та нагару.
б) Перевірте кут робочої фаски клапана (44,5°).
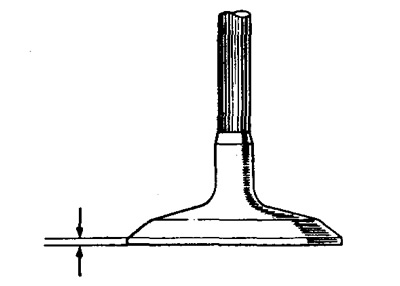
в) Перевірте товщину поясу тарілки клапана.
Номінальне значення товщини поясу тарілки клапана становить:
- Для впускного клапана – 1,0-1,4 мм
- Для випускного клапана – 1,3-1,7 мм
Мінімальне значення товщини пояска тарілки клапана становить:
- Для впускного клапана – 0,5 мм
- Для випускного клапана – 0,8 мм
Якщо мінімальна товщина пояска менша від зазначених значень, замініть клапан.
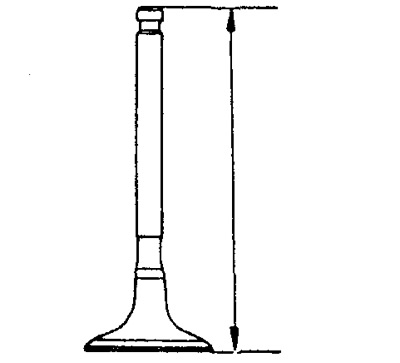
г) Перевірте загальну довжину клапана. Номінальне та мінімальне значення довжини клапана становить:
- Для впускного - 108,2 мм та 107,7 мм
- Для випускного - 108,5 мм та 108,0 мм
Якщо довжина клапана менша за мінімальну, замініть клапан.
д) Якщо торець стрижня клапана зношений, відшліфуйте торець до виведення слідів зносу або замініть клапан.
12. Перевірте та очистіть сідла клапанів.
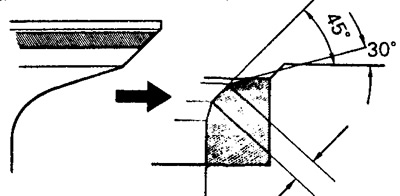
а) Використовуючи фрезу 45°, обробіть сідла клапанів.
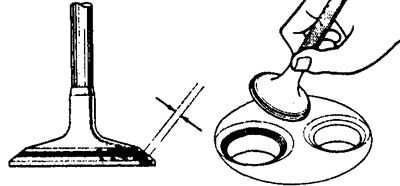
б) Перевірте посадку клапана у сідло. Нанесіть тонкий шар фарби (свинцеві білила) на фаску клапана, поставте клапан і притисніть його, але не обертайте.
в) Перевірте клапан і сідло:
Якщо слід фарби з'явився на всіх 360 сідла клапана, то тарілка і сідло клапана концентричні.
Якщо ні, перешліфуйте сідло. Перевірте слід контакту на середині фаски клапана:
Ширина контакту 1,2-1,6 мм для впускного та випускного клапанів.
За необхідності зробіть коригування так:
(1) якщо слід контакту розташований надто високо на фасці клапана, використовуючи фрези 30°і 45°скоригуйте слід контакту.
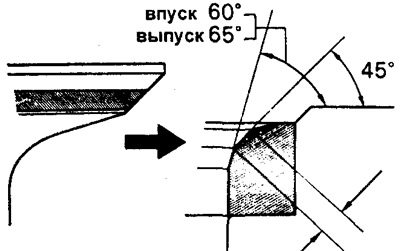
(2) якщо слід контакту розташований надто низько на фасці клапана, для корекції посадки клапана необхідно використовувати фрези 60°і 45°для впускного клапана і фрези 65°і 45°для випускного клапана.
г) Притерти клапан до сідла, використовуючи абразивну пасту.
д) Після притирання, очистіть (промийте) клапан та сідло від абразиву.
13. Перевірте клапанні пружини.
а) Використовуючи косинець, перевірте неперпендикулярність клапанних пружин.
- Максимальна неперпендикулярність – 2 мм
За більших значень неперпендикулярності замініть клапанну пружину.
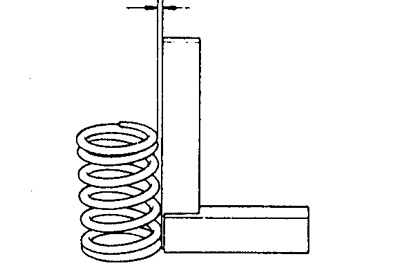
б) Використовуючи штангенциркуль, виміряйте довжину пружини у вільному стані.
- Довжина пружини - 47,0 мм
Якщо довжина пружини відрізняється від цього значення, замініть пружину.
в) Використовуючи контрольно-вимірювальний прилад для перевірки пружин, виміряйте зусилля, необхідне для стиснення пружини до розміру 40,6 мм
- Зусилля - 282-345 Н
Якщо виміряне значення виходить за допустимі межі, замініть пружину.
14. Перевірте коромисло та вісь коромисел.
а) Перевірте стан робочої поверхні коромисла, яка контактує з хвостовиком клапана.
б) Перевірте зазор між коромислом та віссю коромисел, рухаючи коромисло, як показано на малюнку.
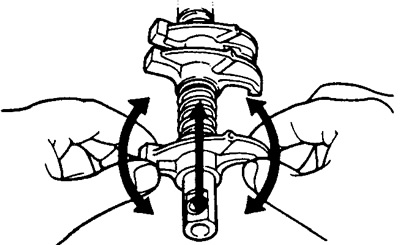
Якщо відчувається рухливість, розберіть вузол коромисел та перевірте його.
в) Розберіть вузол коромисел з віссю, розташувавши коромисла у порядку. Якщо на контактній поверхні бойків коромисел помітне зношування, видаліть сліди зношування шліфувальною машинкою або замініть коромисло.
г) Перевірте зазор між віссю коромисла та коромислом:
Використовуючи нутромір, виміряйте внутрішній діаметр коромисла.
- Номінальний - 18,500 - 18,515 мм
Використовуючи мікрометр, виміряйте діаметр осі коромисел.
- Номінальний - 18,474 - 18,487 мм
Віднімаючи величину діаметра осі коромисел із величини діаметра отвору коромисла, визначте величину зазору.
- стандартного - 0,013-0,041 мм
- максимально допустимого - 0,08 мм
Якщо зазор перевищує максимальну величину, замініть коромисло та вісь.
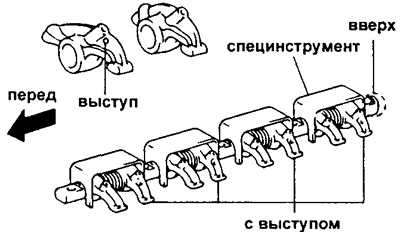
д) Зберіть вузол "коромисла - вісь коромисел".
Переконайтеся у правильності положення заднього кінця осі коромисел, зберіть коромисла та пружини, як показано, та утримуйте їх разом за допомогою спецпристосування.
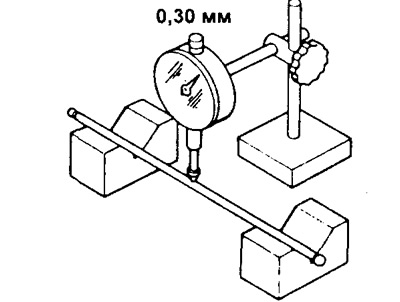
15. Перевірте штанги штовхачів.
а) Покладіть штанги на призми.
б) Використовуючи індикатор, перевірте прямолінійність штанг.
Максимальне відхилення прямолінійності 0,30 мм.
Якщо відхилення більше, замініть штангу.
Перевірте масляний отвір штанги. Якщо отвір забитий, продуйте його стисненим повітрям.
16. Перевірте впускний та випускний колектори. Використовуючи прецизійну лінійку і щуп перевірте викривлення (неплощинність) контактних поверхонь колекторів
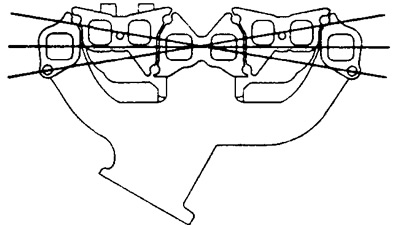
- Максимально допустима неплощинність становить - 0,40 мм
При більших значеннях цього показника замініть колектор.