
Demontáž
1. Demontujte karburátor.
2. Demontujte sacie a výfukové potrubie.
3. V prípade potreby oddeľte sacie a výfukové potrubie odskrutkovaním a odstránením spojovacích skrutiek.
4. Odstráňte ventily: pomocou sťahováka stlačte pružinu ventilu a vyberte dve sušienky; potom odstráňte kotúč ventilu (alebo rotátor ventilu), pružina, sedlo pružiny, ventil a olejové tesnenie. Odstránené diely usporiadajte tak, aby sa pri montáži nepomiešali.
5. V prípade potreby odstráňte nasledujúce diely:
A) Výstupné potrubie chladiacej kvapaliny.
b) Výstup ohrievača.
V) Zadná príruba hlavy valcov.
Kontrola a čistenie častí a prvkov hlavy valcov
1. Vyčistite spodné časti piestov a rovinu konektora bloku.
A) Otočte kľukovým hriadeľom a presuňte každý piest do TDC. Očistite dná piestov škrabkou.
b) Odstráňte zvyšok tesnenia z konektora bloku.
V) Vyfúkajte olejové kanáliky a otvory pre skrutky stlačeným vzduchom.
Upozornenie: Pri používaní stlačeného vzduchu používajte ochranu očí.
2. Odstráňte zvyšok tesnení z povrchov hlavy bloku a potrubí pomocou škrabky.
Pozor: nepoškodzujte čistené povrchy.
3. Pomocou drôtenej kefy odstráňte usadeniny z povrchov spaľovacích komôr, aby ste nepoškodili povrch konektora hlavy valcov.
4. Vyčistite vodiace otvory ventilu.
5. Hlavu valca dôkladne očistite mäkkou kefkou a rozpúšťadlom.
Pozor: neumývajte hlavu v horúcich rozpúšťadlách, mohlo by dôjsť k poškodeniu dielu.
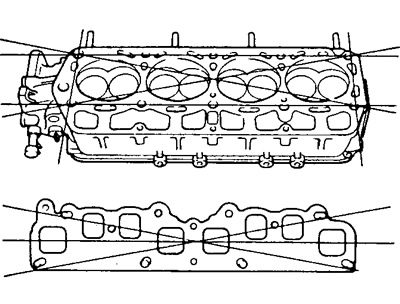
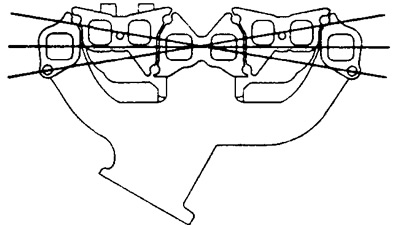
6. Pomocou presného pravítka a sond skontrolujte rovinu lôžok hlavy bloku valcov pozdĺž čiar vyznačených na výkrese. Maximálna nerovnosť:
- Na spojke plynového kĺbu - 0,15 mm
- Na konektore sacieho a výfukového potrubia - 0,10 mm
Ak je nameraná hodnota väčšia ako uvedené maximum, vymeňte hlavu alebo prebrúste jej povrch (ale nie viac ako 0,30 mm).
7. Pomocou penetračného farbiva skontrolujte spaľovacie komory, vstupné a výstupné otvory a povrchy konektorov, či nie sú prasknuté. Ak sú praskliny, vymeňte hlavu.
8. Pomocou škrabky a drôtenej kefy očistite karbónové usadeniny z kotúča ventilu.
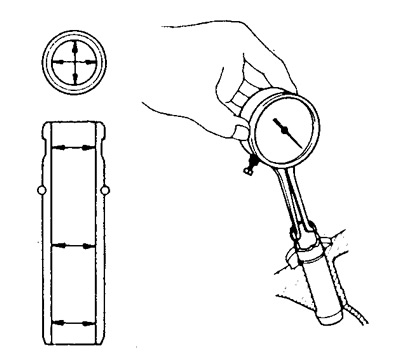
9. Pomocou dieromeru zmerajte priemery diery vedenia ventilu.
- Vnútorný priemer vedenia ventilov - 8,010 - 8,030 mm
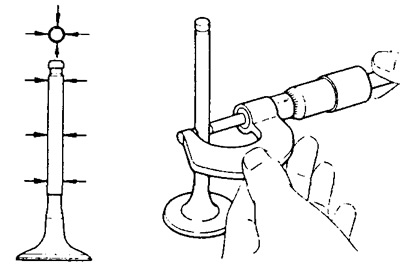
Pomocou mikrometra zmerajte priemery driekov ventilov v troch rôznych úrovniach.
Priemer drieku ventilu:
- Nasávanie - 7,970 - 7,985 mm
- Výfuk - 7,965 - 7,980 mm
Odčítaním získaných priemerov drieku ventilu od zodpovedajúcich priemerov otvoru vodiaceho puzdra určte vôľu v puzdrách.
Nominálne povolenie:
- sací ventil - 0,025 - 0,060 mm
- výfukový ventil - 0,030 - 0,065 mm
Maximálna povolená vzdialenosť:
- sací ventil - 0,10 mm
- výfukový ventil - 0,12 mm
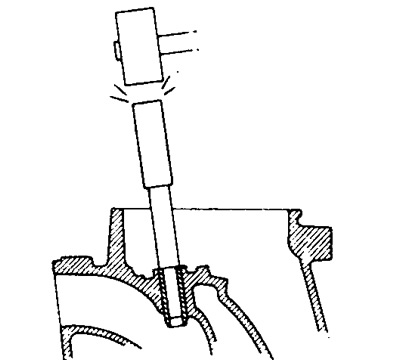
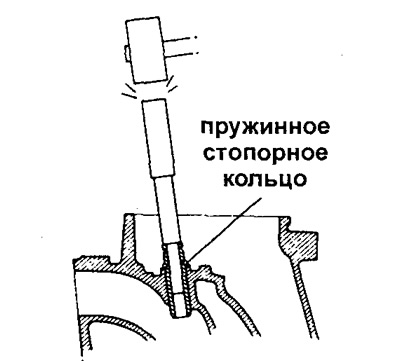
10. V prípade potreby vymeňte vodiace puzdro.
A) Pomocou kolíka a kladiva uvoľnite vodiacu objímku a uistite sa, že je odstránený poistný krúžok objímky.
b) Hlavu valcov pomaly zohrievajte vo vodnom kúpeli na teplotu 80-100°C.
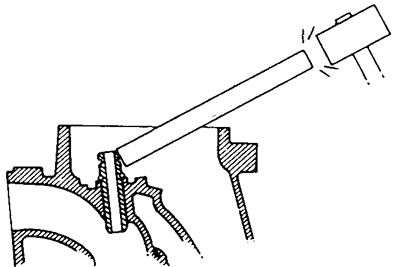
V) Pomocou razidla a kladiva vyrazte vodiacu objímku.
G) Pomocou indikátora vŕtania zmerajte otvor v hlave bloku pre vodiace puzdro.
d) Zoberte novú nominálnu objímku (STD) alebo veľkosť opravy zväčšená o 0,05 mm (O/S).
Ak je otvor pre objímku v hlave valca väčší ako 13,027 mm, vystružte otvor na veľkosť opravy (13,050-13,077 mm).
Ak vŕtanie presahuje 13,077 mm, vymeňte hlavu valca.
e) Hlavu bloku pomaly zahrejte na 80-100°C.
a) Pomocou unášača a kladiva zasúvajte nové puzdro ventilu, kým poistný krúžok nezapadne na svoje miesto.
h) Pomocou 8 mm výstružníka vystružujte otvor puzdra, kým nedosiahnete odporúčanú vôľu "vŕtanie puzdra - nový priemer ventilu".
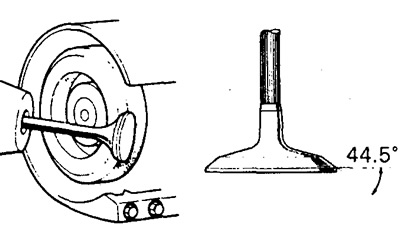
11. Skontrolujte a prebrúste ventily.
A) Prebrúste skosenie ventilu, aby ste odstránili známky opotrebovania a usadenín.
b) Skontrolujte uhol čela ventilu (44,5°).
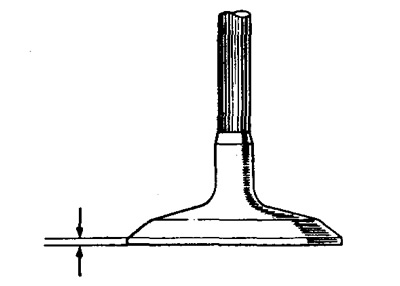
V) Skontrolujte hrúbku objímky disku ventilu.
Menovitá hrúbka objímky kotúča ventilu je:
- Pre sací ventil - 1,0-1,4 mm
- Pre výfukový ventil - 1,3-1,7 mm
Minimálna hrúbka objímky kotúča ventilu je:
- Pre sací ventil - 0,5 mm
- Pre výfukový ventil - 0,8 mm
Ak je minimálna hrúbka pásu menšia ako špecifikované hodnoty, vymeňte ventil.
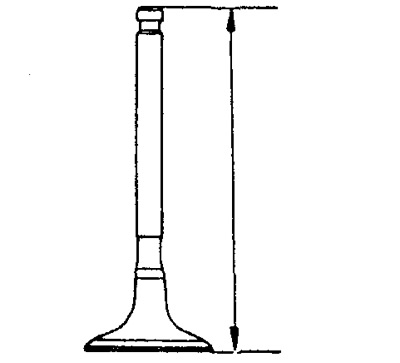
G) Skontrolujte celkovú dĺžku ventilu. Menovité a minimálne dĺžky ventilov sú:
- Pre nasávanie - 108,2 mm a 107,7 mm
- Pre odstupňovanie - 108,5 mm a 108,0 mm
Ak je dĺžka ventilu menšia ako minimálna, vymeňte ventil.
d) Ak je koniec drieku ventilu opotrebovaný, brúste koniec, kým sa opotrebovanie neodstráni, alebo ventil vymeňte.
12. Skontrolujte a vyčistite sedlá ventilov.
A) Pomocou 45°frézy opracte sedlá ventilov.
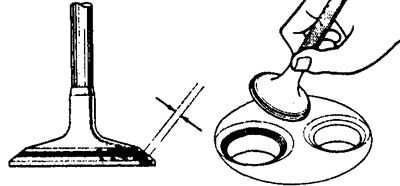
b) Skontrolujte sedenie ventilu. Naneste tenkú vrstvu farby (biele olovo) na skosenie ventilu nasaďte ventil a jemne ho stlačte, ale neotáčajte.
V) Spätný ventil a sedlo:
Ak sa na všetkých 360°sedla ventilu objaví stopa farby, tanier a sedlo ventilu sú sústredné.
Ak nie, sedadlo prebrúste. Skontrolujte kontaktnú značku v strede skosenia ventilu:
Šírka kontaktu 1,2-1,6 mm pre sacie a výfukové ventily.
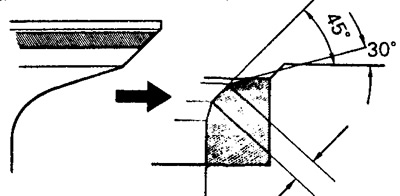
V prípade potreby vykonajte úpravy takto:
(1) ak je kontaktná značka príliš vysoko na čele ventilu, použite na opravu kontaktnej značky 30°a 45°frézy.
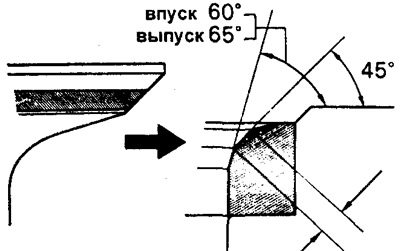
(2) ak je kontaktná značka príliš nízko na čele ventilu, potom sa na korekciu sedla ventilu musia použiť frézy 60°a 45°pre vstupný ventil a frézy 65°a 45°pre výfukový ventil.
G) Prilepte ventil k sedlu pomocou brúsnej pasty.
d) Po lapovaní očistite (opláchnuť) ventil a sedlo z abraz.
13. Skontrolujte pružiny ventilov.
A) Pomocou štvorca skontrolujte, či pružiny ventilu nie sú kolmé.
- Maximálna nekolmosť - 2 mm
V prípade veľkých nesúosovostí vymeňte pružinu ventilu.
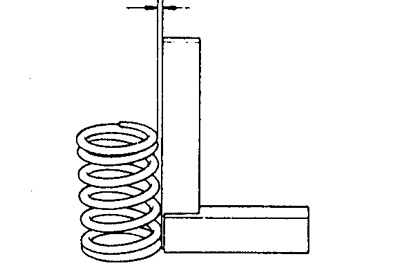
b) Pomocou posuvného meradla zmerajte voľnú dĺžku pružiny.
- Dĺžka pružiny - 47,0 mm
Ak sa dĺžka pružiny líši od špecifikovanej hodnoty, vymeňte pružinu.
V) Pomocou testera pružín zmerajte silu potrebnú na stlačenie pružiny na 40,6 mm:
- Sila - 282-345 N
Ak je nameraná hodnota mimo rozsahu, vymeňte pružinu.
14. Skontrolujte strmeň a os strmeňov.
A) Skontrolujte stav pracovnej plochy vahadla v kontakte s driekom ventilu.
b) Skontrolujte vôľu medzi vahadlom a hriadeľom vahadla pohybom vahadla, ako je znázornené na obrázku.
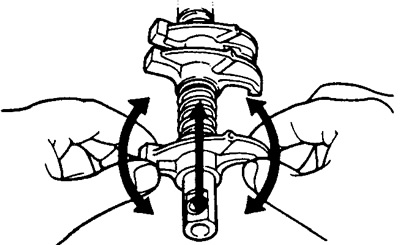
Ak pocítite pohyb, demontujte zostavu vahadla a skontrolujte ju.
V) Demontujte zostavu vahadla/nápravy umiestnením vahadiel v správnom poradí. Ak dôjde k opotrebovaniu kontaktnej plochy vahadiel, odstráňte opotrebovanie brúskou alebo vymeňte vahadlo.
G) Skontrolujte vôľu medzi nápravou vahadla a vahadlom:
Pomocou dieromeru zmerajte vnútorný priemer vahadla.
- Menovité - 18 500 - 18 515 mm
Pomocou mikrometra zmerajte priemer hriadeľa vahadla.
- Menovité - 18,474 - 18,487 mm
Odčítaním priemeru osi vahadiel od priemeru otvoru vahadla určte vôľu.
- štandardná - 0,013-0,041 mm
- maximálne prípustné - 0,08 mm
Ak vôľa prekročí maximálnu hodnotu, vymeňte vahadlo a nápravu.
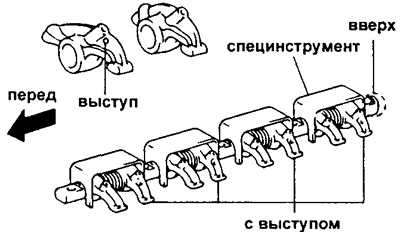
d) Zostavte uzol "vahadla - os vahadiel".
Uistite sa, že zadný koniec hriadeľa vahadla je v správnej polohe, zostavte vahadlá a pružiny podľa obrázka a držte ich spolu s náradím.
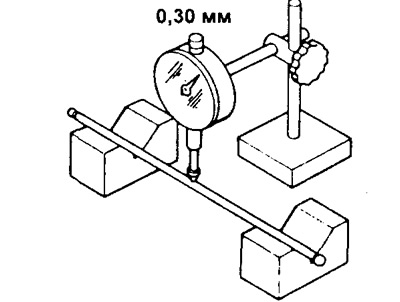
15. Skontrolujte tlačné tyče.
A) Položte tyče na hranoly.
b) Pomocou indikátora skontrolujte rovnosť tyčí.
Maximálna odchýlka od priamosti je 0,30 mm.
Ak je odchýlka väčšia, predstavec vymeňte.
Skontrolujte olejový otvor tyče. Ak je otvor upchatý, vyfúknite ho stlačeným vzduchom.
16. Skontrolujte sacie a výfukové potrubie. Pomocou presného pravítka a škárovej mierky skontrolujte deformáciu (plochosť) kontaktné plochy kolektorov.
- Maximálna povolená rovinnosť je - 0,40 mm
Pri vysokých hodnotách tohto indikátora vymeňte kolektor.