
Демонтажа
1. Уклоните карбуратор.
2. Уклоните усисне и издувне гране.
3. Ако је потребно, одвојите усисну и издувну грану тако што ћете одврнути и уклонити прикључне завртње.
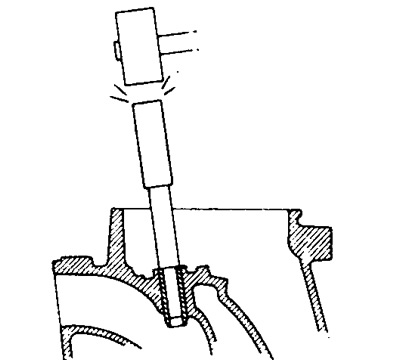
4. Уклоните вентиле: помоћу извлакача стисните опругу вентила и уклоните два крекера; затим уклоните диск вентила (или ротатор вентила), опруга, седиште опруге, вентил и уљна заптивка. Поставите уклоњене делове тако да се не помешају током уградње.
5. Ако је потребно, уклоните следеће делове:
А) Одводна цев расхладне течности.
б) Излаз грејача.
В) Задња прирубница главе цилиндра.
Провера и чишћење делова и елемената главе цилиндра
1. Очистите дно клипова и раван конектора блока.
А) Окрените радилицу и померите сваки клип у ТДЦ. Очистите дно клипа стругачем.
б) Уклоните остатак заптивке са конектора блока.
В) Издувајте пролазе за уље и рупе за вијке компримованим ваздухом.
Упозорење: Користите заштиту за очи када користите компримовани ваздух.
2. Уклоните остатке заптивки са површина главе блока и разводника стругачем.
Пажња: немојте оштетити очишћене површине.
3. Жичаном четком уклоните наслаге са површина комора за сагоревање како не бисте оштетили површину конектора главе цилиндра.
4. Очистите отворе за вођицу вентила.
5. Главу цилиндра темељно очистите меком четком и растварачем.
Пажња: немојте прати главу у врућим растварачима, јер то може оштетити део.
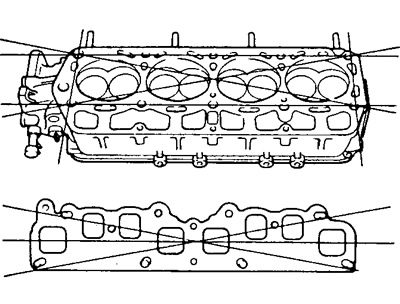
6. Користећи прецизан лењир и сонде, проверите раван утичница главе блока цилиндара дуж линија означених на цртежу. Максимална неравнина:
- На конектору гасног споја - 0,15 мм
- На конектору усисног и издувног колектора - 0,10 мм
Ако је измерена вредност већа од наведеног максимума, замените главу или поново избрусите њену површину (али не више од 0,30 мм).
7. Користећи пенетрирајућу боју, проверите коморе за сагоревање, улазне и излазне отворе и површине конектора на пукотине. Ако постоје пукотине, замените главу.
8. Користите стругач и жичану четку да очистите наслаге угљеника са диска вентила.
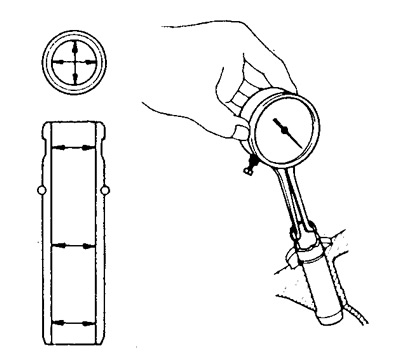
9. Користећи мерач проврта, измерите пречнике отвора вођице вентила.
- Унутрашњи пречник вођица вентила - 8.010 - 8.030 мм
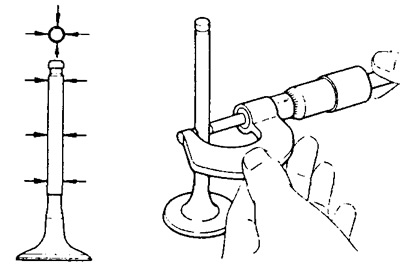
Користећи микрометар, измерите пречнике вретена вентила на три различита нивоа.
Пречник вретена вентила:
- Усис - 7.970 - 7.985 мм
- Издув - 7.965 - 7.980 мм
Одузимањем добијених пречника вретена вентила од одговарајућих пречника отвора водеће чауре, одредите зазор у чаурама.
Номинални клиренс:
- усисни вентил - 0,025 - 0,060 мм
- издувни вентил - 0,030 - 0,065 мм
Максимални дозвољени размак:
- усисни вентил - 0,10 мм
- издувни вентил - 0,12 мм
10. Ако је потребно, замените вођицу.
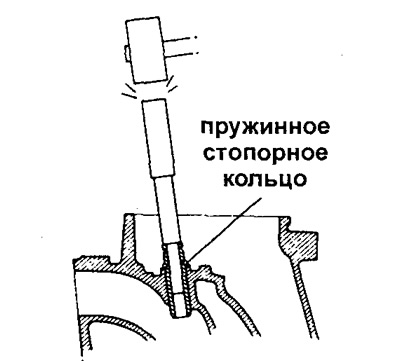
А) Помоћу игле и чекића олабавите водећу чахуру, пазећи да је причврсни прстен чауре уклоњен.
б) Главу цилиндра полако загрејте у воденом купатилу до температуре од 80-100°Ц.
В) Користећи бушилицу и чекић, избијте водећу чахуру.
Г) Користећи индикатор проврта, измерите рупу у глави блока за водећу чахуру.
д) Узмите нову номиналну чахуру (STD) или величина поправке повећана за 0,05 мм (O/S).
Ако је рупа за чауру у глави цилиндра већа од 13,027 мм, онда је разврстати до величине за поправку (13.050-13.077 мм).
Ако проврт прелази 13,077 мм, замените главу цилиндра.
е) Полако загрејте главу блока на 80-100°Ц.
и) Користећи замах и чекић, увуците нову чауру вентила док прстен не шкљоцне на своје место.
х) Користећи развртач од 8 мм, развртајте отвор чауре док не добијете препоручени зазор за "отвор за чахуру – нови пречник вентила".
11. Провера и млевење вентила.
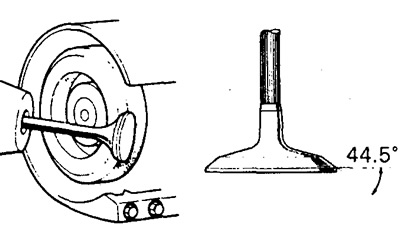
А) Избрусите косину вентила да бисте уклонили знакове хабања и наслаге.
б) Контролни угао чеоног вентила (44,5°).
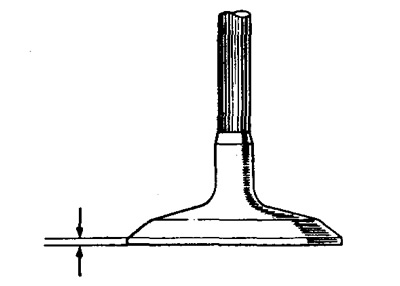
В) Проверите дебљину прстена диска вентила.
Номинална дебљина прстена диска вентила је:
- За усисни вентил - 1,0-1,4 мм
- За издувни вентил - 1,3-1,7 мм
Минимална дебљина прстена диска вентила је:
- За усисни вентил - 0,5 мм
- За издувни вентил - 0,8 мм
Ако је минимална дебљина појаса мања од наведених вредности, замените вентил.
Г) Проверите укупну дужину вентила. Номинална и минимална дужина вентила су:
- За унос - 108,2 мм и 107,7 мм
- За дипломирање - 108,5 мм и 108,0 мм
Ако је дужина вентила мања од минималне, замените вентил.
д) Ако је крај стабла вентила истрошен, избрусите крај док се хабање не уклони или замените вентил.
12. Проверите и очистите седишта вентила.
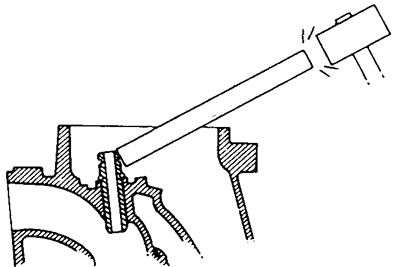
А) Користећи секач за 45°, обрадите седишта вентила.
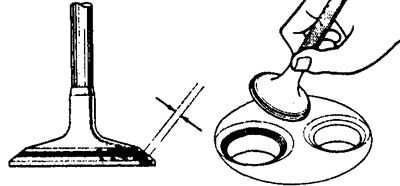
б) Проверите седиште вентила. Нанесите танак слој боје (бело олово) на коси вентила, ставите вентил и лагано га притисните, али не ротирајте.
В) Неповратни вентил и седиште:
Ако се на свих 360°седишта вентила појави траг боје, тада су клапна и седиште вентила концентрични.
Ако није, поново избрусите седиште. Проверите контактну ознаку у средини ивице вентила:
Ширина контакта 1,2-1,6 мм за усисне и издувне вентиле.
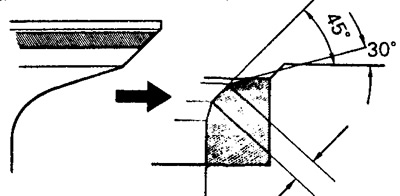
Ако је потребно, извршите подешавања на следећи начин:
(1) ако је контактна ознака превисока на предњој страни вентила, користите ножеве за 30°и 45°да исправите контактну ознаку.
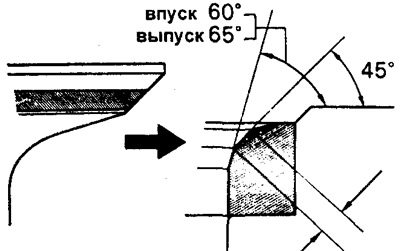
(2) ако је контактна ознака прениска на предњој страни вентила, тада се морају користити резачи за 60°и 45°за улазни вентил и 65°и 45°за издувни вентил за корекцију седишта вентила.
Г) Причврстите вентил на седиште помоћу абразивне пасте.
д) Након лапирања, очистите (исперите) вентил и седиште од абразива.
13. Неповратне опруге вентила.
А) Користећи квадрат, проверите да опруге вентила нису управне.
- Максимална неуправност - 2 мм
За велике неусклађености, замените опругу вентила.
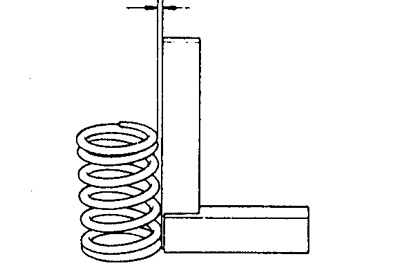
б) Помоћу чељусти измерите слободну дужину опруге.
- Дужина опруге - 47,0 мм
Ако се дужина опруге разликује од наведене вредности, замените опругу.
В) Користећи тестер опруге, измерите силу потребну за сабијање опруге на 40,6 мм:
- Сила - 282-345 Н
Ако је измерена вредност ван опсега, замените опругу.
14. Проверите јарам и осовину јарма.
А) Проверите стање радне површине клацкалице у контакту са вретеном вентила.
б) Проверите зазор између клацкалице и клацкалице померањем клацкалице као што је приказано на слици.
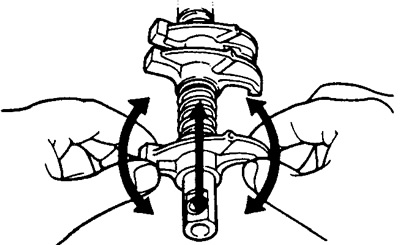
Ако се осети кретање, раставите склоп клацкалице и проверите га.
В) Раставите склоп клацкалице/осовине тако што ћете их поставити одговарајућим редоследом. Ако постоји хабање на контактној површини клацкалица, уклоните хабање брусилицом или замените клацкалицу.
Г) Проверите зазор између осовине клацкалице и клацкалице:
Користећи мерач проврта, измерите унутрашњи пречник клацкалице.
- Називна - 18.500 - 18.515 мм
Помоћу микрометра измерите пречник осовине клацкалице.
- Називна - 18.474 - 18.487 мм
Одузимајући пречник осе клацкалице од пречника отвора клацкалице, одредите зазор.
- стандард - 0,013-0,041 мм
- максимално дозвољено - 0,08 мм
Ако зазор премашује максималну вредност, замените клацкалицу и осовину.
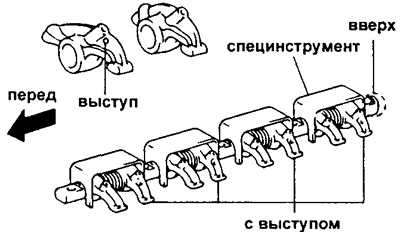
д) Саставите клацкалицу - склоп осовине клацкалице.
Уверите се да је задњи крај клацкалице у исправном положају, саставите клацкалице и опруге као што је приказано и држите их заједно са алатом.
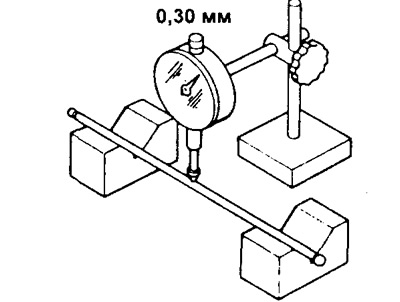
15. Проверите потисне шипке.
А) Положите шипке на призме.
б) Користећи индикатор, проверите равност шипки.
Максимално одступање од правости је 0,30 мм.
Ако је одступање веће, замените дршку.
Проверите рупу за уље шипке. Ако је рупа зачепљена, издувајте је компримованим ваздухом.
16. Проверите усисне и издувне гране. Користећи прецизан лењир и пипач, проверите да ли постоји искривљеност (спљоштеност) контактне површине колектора.
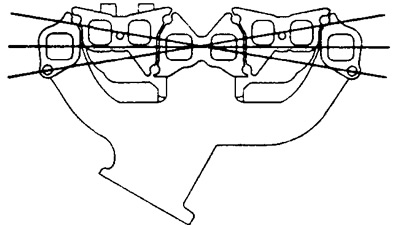
- Максимална дозвољена равност је - 0,40 мм
При високим вредностима овог индикатора, замените колектор.