
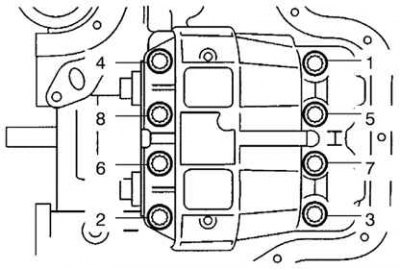
Мал. 2.68. Послідовність відвертання болтів кріплення кришки балансирного механізму
У кілька проходів, послідовно, відверніть вісім болтів кріплення та зніміть кришку балансирного механізму (Мал. 2.68).

Мал. 2.69. Вимірювання зазорів у підшипниках ковзання за допомогою пластикового калібратора
Пластиковим калібратором виміряйте зазори в підшипниках ковзання на кожну шию (Мал. 2.69).
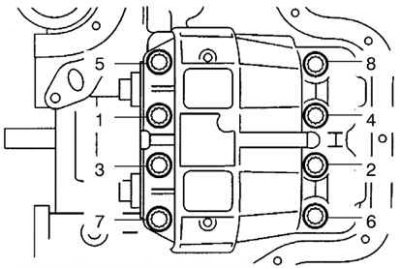
Мал. 2.70. Порядок загортання болтів кріплення кришки балансирного механізму
Нанесіть трохи моторного масла під головки та на різьблення болтів кріплення. Встановіть кришку механізму балансування. У декілька проходів, послідовно, загорніть вісім болтів кріплення кришки балансирного механізму з моментом затягування 22 Н·м (Мал. 2.70).
Промаркуйте фарбою болти. Доверніть болти на 90°у послідовності, вказаній на малюнку 2.70. Переконайтеся, що маркування на болтах тепер розташоване під 90°по відношенню до початкового положення (рис 2.71).
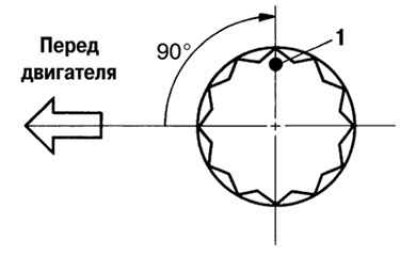
Мал. 2.71. Кут правильного положення та місце нанесення маркувальної мітки: 1 – маркувальна мітка
Зніміть кришку балансу. Виміряйте максимальну ширину сплющеного калібрувального дроту, визначивши по ньому величину радіального зазору.
Радіальний зазор:
- стандартний – 0,004–0,031 мм;
- гранично допустимий – 0,031 мм.
Якщо зазор перевищує допустимий, замініть підшипники балансирних валів. Якщо проміжок у межах норми, встановіть підшипники балансирних валів на місце.
Примітка. При заміні вкладок стандартного розміру використовуйте вкладки однієї розмірної групи. Є три стандартні розміри вкладишів.
Діаметр ліжка підшипника:
- маркування «1» - 26,000-26,006 мм;
- маркування «2» - 26,007-26,012 мм;
- маркування «3» - 26,013-26,018 мм.
Діаметр опорної шийки валу – 22,985–23,000 мм
Товщина стінки вкладиша (у центральній частині):
- маркування «1» - 1,486-1,489 мм;
- маркування «2» - 1,489-1,492 мм;
- маркування «3» - 1,492-1,495 мм.