

Orez. 2.263. Verificarea chiulasei
Cu o riglă de precizie și un ecartament plat, așa cum se arată în Figura 2.263, verificați deformarea suprafețelor de lucru ale chiulasei care se potrivesc cu suprafața blocului de cilindri și cu suprafețele galeriilor de admisie și evacuare.
Distorsiunea maximă admisă a suprafeței:
- bloc cilindric - 0,05 mm;
- colectoare - 0,08 mm.
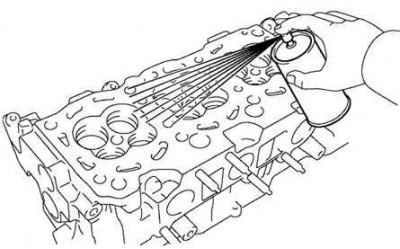
Orez. 2.264. Utilizarea vopselei la verificarea blocului cilindric
Dacă cantitatea de deformare depășește valoarea maximă admisă, înlocuiți chiulasa sau șlefuiți-o. Folosind un colorant penetrant, verificați dacă există fisuri în camerele de ardere, orificiile de intrare și de evacuare și la interfața cu gaz (orez. 2.264).
Dacă există crăpături, înlocuiți chiulasa sau sudați-o (urmată de lustruire). Sudarea fisurilor în chiulasa trebuie efectuată în ateliere specializate. Curățați supapele, pentru a face acest lucru, îndepărtați depunerile de carbon de pe placa supapei cu o racletă, apoi curățați în final supapa cu o perie.
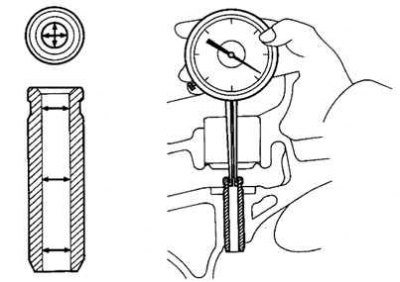
Orez. 2.265. Măsurarea diametrului interior al ghidajelor supapelor cu un șubler
Verificați diametrele tijelor supapelor și diametrele interioare ale ghidajelor supapei, pentru a face acest lucru, măsurați diametrul interior al ghidajelor supapei cu un calibre interior (orez. 2.265).
Diametru interior manșon: 1MZ-FE - 5.510-5.530 mm.
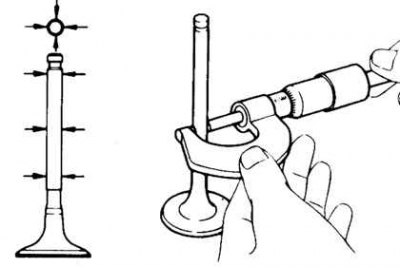
Orez. 2.266. Măsurarea diametrului tijei supapei cu un micrometru
Măsurați, de asemenea, diametrul tijei supapei cu un micrometru (orez. 2.266).
Diametrul tijei supapei:
- supapă de admisie - 5,470–5,485 mm;
- supapă de evacuare - 5.465–5.480 mm.
Găsiți spațiul dintre tija supapei și ghidaj, măsurând diferența dintre diametrul tijei supapei și diametrul interior al ghidajului supapei.
Valoarea standard a uleiului:
- supapa de admisie - 0,025–0,060 mm;
- supapă de evacuare - 0,030–0,065 mm.
clearance-ul maxim de ulei:
- supapa de admisie - 0,08 mm;
- ieșire - 0,10 mm.
Dacă jocul este mai mare decât maximul, înlocuiți supapa și bucșa de ghidare.