

Мал. 2.263. Перевірка головки блоку циліндрів
Прецизійною лінійкою та плоским щупом, як показано на малюнку 2.263, перевірте викривлення робочих поверхонь головки блоку циліндрів, що сполучаються з поверхнею блоку циліндрів та з поверхнями впускного та випускного колекторів.
Максимально допустиме викривлення поверхні:
- блоку циліндрів – 0,05 мм;
- колекторів – 0,08 мм.
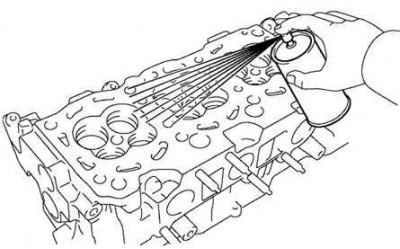
Мал. 2.264. Використання барвника під час перевірки блоку циліндрів
Якщо розмір короблення перевищує максимально допустиму, замініть головку блоку циліндрів або відшліфуйте її. Використовуючи проникаючий барвник, перевірте наявність тріщин у камерах згоряння, впускних та випускних каналах та на поверхні газового стику (Мал. 2.264).
За наявності тріщин замініть головку блоку циліндрів або заваріть її (з наступним шліфуванням). Заварювання тріщин головки блоку циліндрів повинно проводитись у спеціалізованих майстернях. Очистіть клапани, для цього зніміть шабером наліт вуглецевих відкладень з тарілки клапана, після чого щіткою остаточно очистіть клапан.
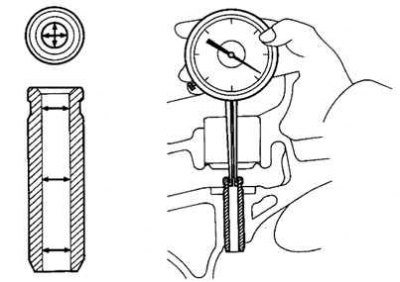
Мал. 2.265. Вимірювання нутрометром внутрішнього діаметра напрямних втулок клапанів
Перевірте діаметри стрижнів клапанів та внутрішні діаметри напрямних втулок клапанів, для цього нутроміром виміряйте внутрішній діаметр напрямних втулок клапанів (Мал. 2.265).
Внутрішній діаметр втулки: 1MZ-FE – 5510–5530 мм.
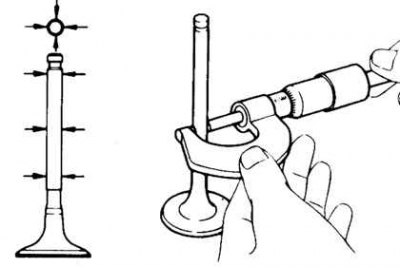
Мал. 2.266. Вимірювання діаметра стрижня клапана мікрометром
Так само мікрометром виміряйте діаметр стрижня клапана (Мал. 2.266).
Діаметр стрижня клапана:
- впускний клапан – 5,470–5,485 мм;
- випускний клапан – 5,465–5,480 мм.
По різниці вимірювань діаметра стрижня клапана та внутрішнього діаметра напрямної втулки знайдіть зазор між стрижнем клапана та його напрямною.
Стандартний масляний зазор:
- впускний клапан - 0,025-0,060 мм;
- випускний клапан – 0,030–0,065 мм.
Максимальний масляний зазор:
- впускний клапан – 0,08 мм;
- випускний – 0,10 мм.
Якщо зазор більший за максимально допустимий, замініть клапан і напрямну втулку.