

Ryža. 2,263. Kontrola hlavy valcov
Pomocou presného pravítka a plochého spáromeru, ako je znázornené na obrázku 2.263, skontrolujte deformáciu pracovných plôch hlavy valcov, ktoré lícujú s povrchom bloku valcov a s povrchmi sacieho a výfukového potrubia.
Maximálne prípustné skreslenie povrchu:
- blok valcov - 0,05 mm;
- kolektory - 0,08 mm.
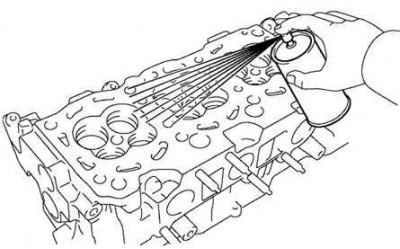
Ryža. 2,264. Použitie farbiva pri kontrole bloku valcov
Ak miera deformácie prekročí maximálnu povolenú hodnotu, vymeňte hlavu valca alebo ju obrúste. Pomocou penetračného farbiva skontrolujte trhliny v spaľovacích komorách, vstupných a výstupných otvoroch a na rozhraní plynov (ryža. 2,264).
Ak sú praskliny, vymeňte hlavu valca alebo ju zvarte (nasleduje leštenie). Zváranie trhlín v hlave valcov sa musí vykonávať v špecializovaných dielňach. Vyčistite ventily, na tento účel odstráňte karbónové usadeniny z platne ventilu pomocou škrabky, potom nakoniec vyčistite ventil kefou.
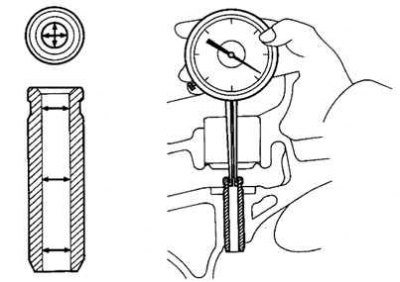
Ryža. 2,265. Meranie vnútorného priemeru vodidiel ventilov pomocou posuvného meradla
Skontrolujte priemery driekov ventilov a vnútorné priemery vodidiel ventilov, za týmto účelom zmerajte vnútorný priemer vodidiel ventilov pomocou vnútorného meradla (ryža. 2,265).
Vnútorný priemer objímky: 1MZ-FE - 5,510-5,530 mm.
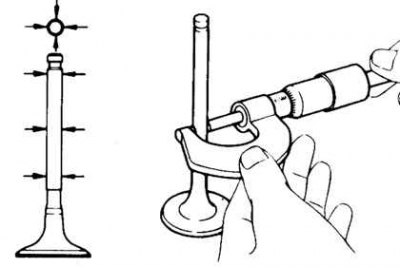
Ryža. 2,266. Meranie priemeru drieku ventilu pomocou mikrometra
Mikrometrom zmerajte aj priemer drieku ventilu (ryža. 2,266).
Priemer drieku ventilu:
- sací ventil - 5,470–5,485 mm;
- výfukový ventil - 5,465–5,480 mm.
Nájdite medzeru medzi driekom ventilu a vodidlom meraním rozdielu medzi priemerom drieku ventilu a vnútorným priemerom vodidla ventilu.
Štandardná vôľa oleja:
- sací ventil - 0,025–0,060 mm;
- výfukový ventil - 0,030–0,065 mm.
Maximálna vôľa oleja:
- sací ventil - 0,08 mm;
- výstup - 0,10 mm.
Ak je vôľa väčšia ako maximálna, vymeňte ventil a vodiace puzdro.