
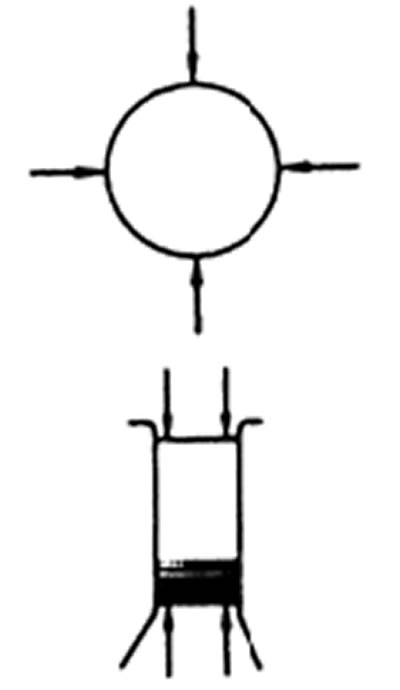
А) Положите осовину на призме.
б) Користите индикатор за бирање да измерите отпуштање радилице на средњем врату.
Максимално отпуштање - 0,06 мм
Ако одступање премашује максималну дозвољену вредност, замените радилицу.
2. Проверите клипњачу и главне рукавце.
А) Помоћу микрометра измерите пречник главне и клипњаче.
Пречник главног носача:
Серија Л:
- Номинална величина - 61.985 - 62.000 мм
- 1. величина поправке - 61.745- 61.755 мм
- 2. величина поправке - 61.495- 61.505 мм
КЗ серија
- Номинална величина - 69.982 - 70.000 мм
- 1. величина поправке - 69.745- 69.755 мм
- 2. величина поправке - 69.495- 69.505 мм
Пречник осовинице:
Мотор 2Л (2L-T)
- Номинална величина - 52.988 - 53.000 мм
- 1. величина поправке - 52.745- 52.755 мм
- 2. величина поправке - 52.495- 52.505 мм
Мотор 3Л
- Номинална величина - 54.988 - 55.000 мм
- 1. величина поправке - 54.745 - 54.755 мм
- 2. величина поправке - 54.495 - 54.505 мм
Мотор 1КЗ-Т
- Номинална величина - 58.982 - 59.000 мм
- 1. величина поправке - 58.745 - 58.755 мм
- 2. величина поправке - 58.495 - 58.505 мм
Ако пречник не одговара наведеним границама, проверите зазоре у главним и клипњачким лежајевима.
Поново избрусите или замените радилицу ако је потребно.
б) Проверите сваки главни рукавац и рукавац клипњаче да ли су конусни и не заобљени.
Максимално дозвољени конус и заобљеност: 0,02 мм
Ако конус или заобљеност премашују максималну дозвољену вредност, избрусите или замените радилицу.
3. Ако је потребно, избрусити и брусити рукавце главног лежаја и/или клипњаче. Поставите лабаве листове радикалних и штапних лежајева који одговарају величини поправке.