
А) Помоћу стругача уклоните наслаге угљеника са круне клипа.
б) Користећи сломљени прстен, очистите жлебове клипних прстенова.

В) Користећи растварач и меку четку, темељно очистите клип.
Опрез: Не користите жицу (метал) четка.
2. Проверите пречник клипа и зазор између клипа и цилиндра.
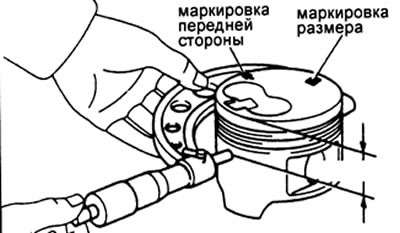
Напомена: Постоје три номиналне величине пречника клипа означене са "1", "2" и "3" респективно. Означавање се врши жигосањем на дну клипа.
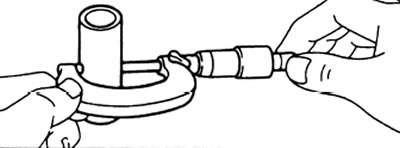
А) Помоћу микрометра измерите пречник клипа под правим углом у односу на осу клипа на растојању од 58 мм за 2Л, 2Л-Т, 1КЗ-Т моторе и 56 мм за моторе од 3Л од круне клипа.
Називни пречник клипа:
Мотори 2Л, 2Л-Т
- Ознака "1" - 91,94 - 91,95 мм
- Ознака "2" - 91,95 - 91,96 мм
- Ознака "3" - 91,96 - 91,97 мм
Мотор 3Л, 1КЗ-Т
- Ознака "1" - 95,94 - 95,95 мм
- Ознака "2" - 95,95 - 95,96 мм
- Ознака "3" - 95,96 - 95,97 мм
Репаир (+0,50 мм):
- Мотори 2Л, 2Л-Т - 92,44 - 91,47 мм
- Мотор 3Л 96,44 - 96,47 мм
- Мотор 1КЗ-Т - 96,44 - 96,47 мм
Репаир (+0,75 мм):
- Мотор 1КЗ-Т - 96,69 - 96,72 мм
3 поправка (+1,00 мм):
- Мотор 1КЗ-Т - 96,94 - 96,97 мм
б) Измерите пречник цилиндра у попречном правцу (види горе)
В) Одузмите мерење пречника клипа од мерења пречника цилиндра.
Номинални зазор - 0,05 - 0,07 мм
Максимални клиренс - 0,14 мм
Ако вредност зазора прелази максималну дозвољену вредност, замените четири клипа и пробушите сва четири цилиндра. Ако је потребно, замените блок цилиндра.
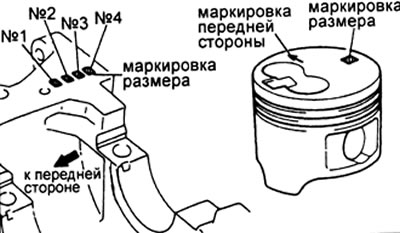
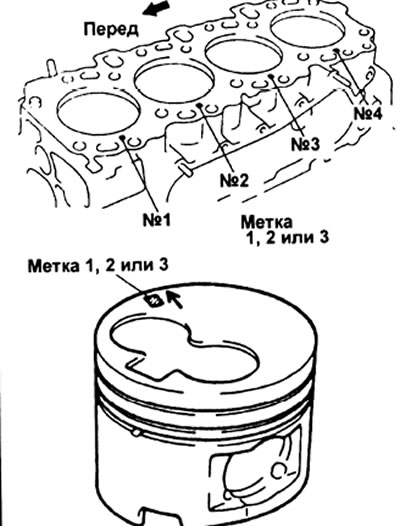
Напомена: Приликом уградње клипа номиналне величине, ознаке на старом и новом клипу морају одговарати ознакама на блоку цилиндра.
Мотори серије Л
Мотори серије КЗ
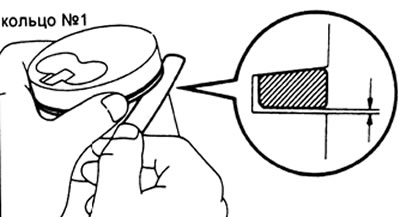
3. Проверите зазор између прстена и жлеба клипа помоћу мерача.

Одобрења:
Прстен #1:
- Л серија - 0,028 - 0,077 мм
- Серија КЗ - 0,060 - 0,110 мм
Прстен #2:
- осим 2Л-Т - 0,060 - 0,105 мм
- само 2Л-Т - 0,070 - 0,115 мм
стругач за уље:
- Л серија - 0,030 - 0,070 мм
- КЗ серија - 0,020 - 0,060 мм
Максимални клиренс - 0,20 мм
Ако је зазор више него прихватљив, замените клип.
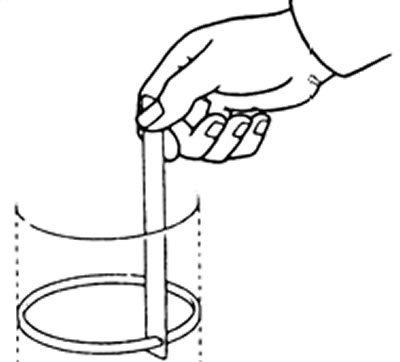
4. Проверите зазор у брави клипног прстена.
А) Уградите прстен у цилиндар.
б) Користећи клип, гурните клипни прстен до дубине од 140 мм (Л-серија) или 120 мм (КЗ-серија) из равни блока цилиндара.
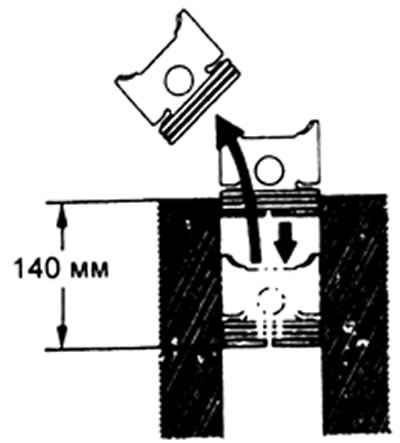
В) Користећи мерач за мерење, измерите размак у брави прстена.
Номинални зазор у брави:
прстен број 1
- Л серија 0,35 - 0,65 мм
- КЗ серија 0,35 - 0,57 мм
прстен број 2
- Л серија 0,30 - 0,60 мм
- КЗ серија 0,40 - 0,60 мм
- стругач за уље - 0,20 - 0,50 мм
Максимални размак:
прстен број 1
- Л серија - 1,50 мм
- КЗ серија - 1,03 мм
прстен број 2
- Л серија - 1,40 мм
- КЗ серија - 1,10 мм
стругач за уље
- Л серија - 1,40 мм
- КЗ серија - 0,87 мм
Ако размак у брави прстена премашује максималну дозвољену вредност, замените клипни прстен.
Ако овај зазор премашује максималну дозвољену вредност чак и након уградње новог прстена, пробушите сва четири цилиндра или замените блок цилиндра.
5. Проверити пристајање клипног клипа: на температури клипа од 60°Ц (Л-серија) или 80°С (КЗ-серија) Прст мора ући у клип руком.
6. Проверите стање штапа.
А. Користећи тестер клипњаче, проверите да ли се клипњаче савијају и увијају.
Максимално савијање 0,05 мм (Л-серија) или 0,03 мм (КЗ-серија) по 100 мм дужине.
Максимално увијање 0,15 мм на 100 мм дужине.
Ако савијање или увијање премашује максималну дозвољену вредност, замените клипњачу.
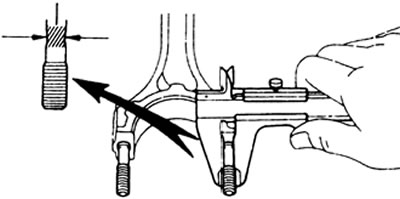
Б. Измерите пречник завртња клипњаче.
Номинални пречник - 8,40 - 8,60 мм
Минимални пречник - 8,20 мм
Ако је пречник мањи од минималне дозвољене вредности, замените вијак клипњаче.
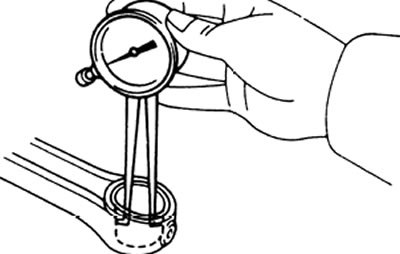
Б. Проверите зазор између клипа и горње главе клипњаче.
А) Измерите унутрашњи пречник чауре клипњаче.
Унутрашњи пречник рукава:
- 2L (Т) - 27.008 - 27.02 мм
- 3Л - 29.008-29.02 мм
- 1КЗ-Т - 34.012 - 34.024 мм
б) измерите пречник клипа.
Пречник клипа:
- 2L (T) - 27.000-27.012 мм
- 3Л - 29.000-29.012 мм
- 1КЗ-Т - 34.000 - 34.012 мм
В) Одузмите мерење пречника клипног клипа од мерења унутрашњег пречника чауре.
Називни клиренс
- Л серија - 0,004 - 0,012 мм
- Серија КЗ - 0,008 -0,016 мм
Мак Цлеаранце
- Л серија - 0,05 мм
- КЗ серија - 0,03 мм
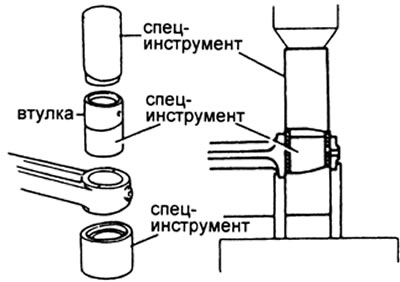
7. Ако је потребно, замените чауре клипњаче.
А. Уклоните чауре клипњаче. Користећи алат и пресу, извуците чахуру.
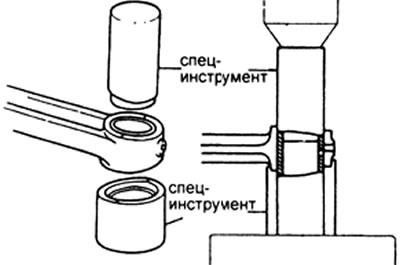
Б. Инсталирајте нове чауре клипњаче.
А) Користећи округлу турпију, лагано избрусите све храпавости на горњем крају клипњаче.
б) Поставите чахуру на алат тако да куглица алата уђе у отвор на чаури.

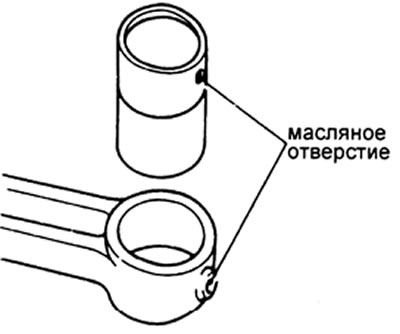
В) Поравнајте рупе за подмазивање чауре и клипњаче.
Г) Помоћу алата и пресе притисните чахуру.
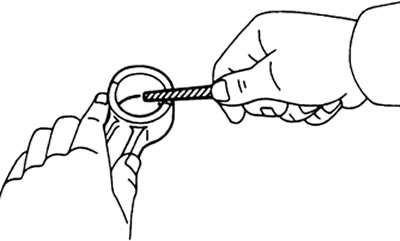
д) Користећи брусилицу за клип, брусите чахуру док се не постигне номинални размак између чауре и клипног клипа (види горе).
е) Проверите пристајање клипа на собној температури. Подмажите клипни клип моторним уљем, а затим га палцем гурните у чахуру клипњаче.
