
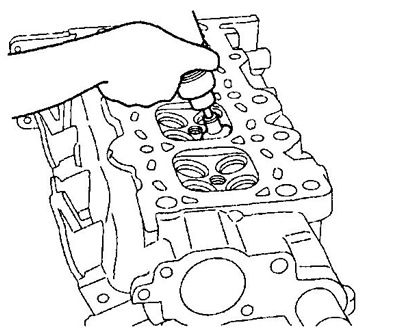
A) Okrećući radilicu, uzastopce postavite klipove na TDC. Koristite strugač za čišćenje površina dna klipa od naslaga ugljika.
b) Pomoću strugala uklonite ostatke brtve glave s površine konektora bloka cilindra.
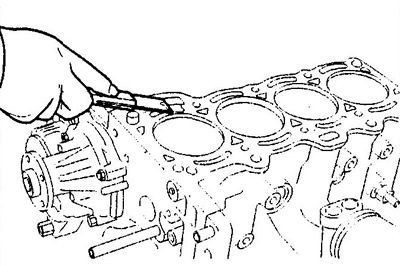
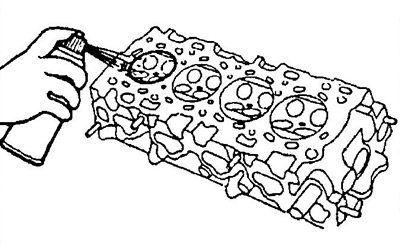
V) Komprimiranim zrakom uklonite naslage ugljika i ostatke brtve s površine bloka cilindra i otvora za vijke.
Napomena: kada koristite komprimirani zrak, pazite na oči.
2. Očistite glavu cilindra.
A) Očistite površinu glave bloka od ostataka brtve glave.
Napomena: Pazite da ne oštetite spojnu površinu brtve glave bloka.
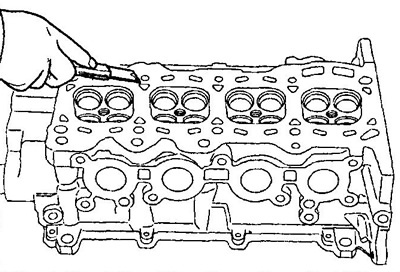
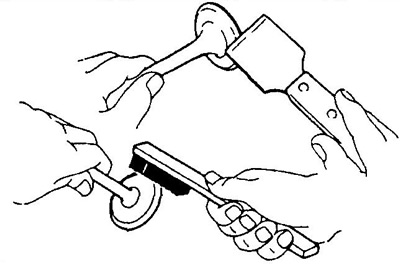
b) Očistite površine komora za izgaranje glave bloka žičanom četkom, uklanjajući sve preostale naslage ugljika.
V) Očistite provrte vodilice ventila četkom i otapalom.
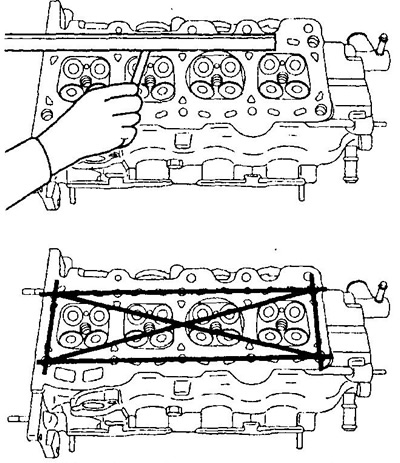
3. Provjerite glavu cilindra.
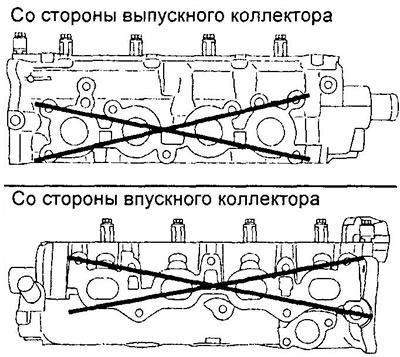
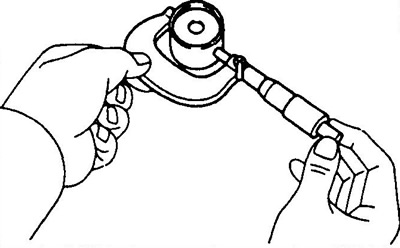
A) Preciznim ravnalom i ravnim mjeračem, kao što je prikazano na slici, provjerite ravnost radnih površina spojne glave cilindra:
- s površinom bloka cilindra;
- površine usisne i ispušne grane.
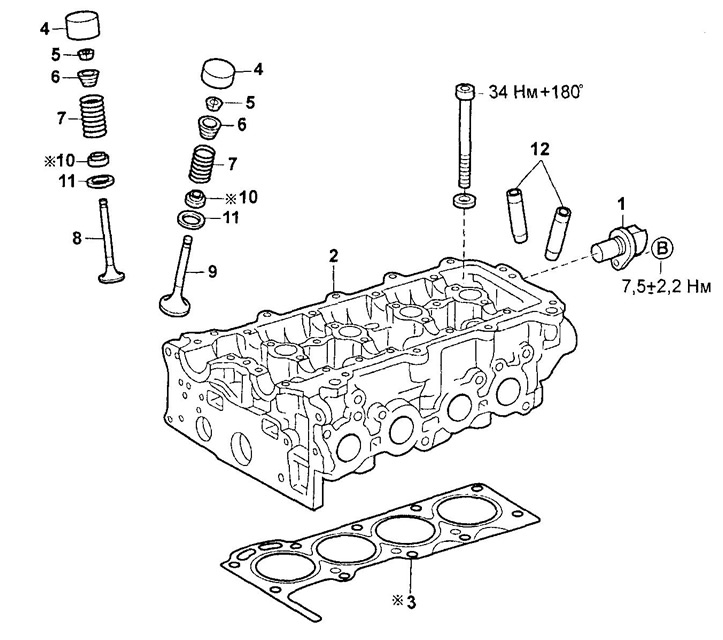
Demontaža i montaža glave bloka cilindara (K3 serija).
1 - senzor položaja radilice,
2 - glava cilindra,
3 - brtva glave cilindra,
4 - podizač ventila,
5 - krekeri,
6 - opružna ploča ventila,
7 - opruga ventila,
8 - ulazni ventil,
9 - ispušni ventil,
10 - poklopac za struganje ulja,
11 - sjedište opruge ventila,
12 - vodilica ventila.
serija KZ.

Serija EJ.
Najveća dopuštena neravnina površine:
Serija KZ:
- plinski spoj - 0,04 mm
- spojni usisni razvodnik - 0,10 mm
- spojni ispušni razvodnik - 0,05 mm
Serija EJ:
- plinski spoj - 0,10 mm
- spojni usisni razvodnik - 0,10 mm
- spojni ispušni razvodnik - 0,10 mm
Ako je spljoštenost veća od najveće dopuštene, zamijenite glavu cilindra.
b) Koristeći penetrirajuću boju, provjerite ima li pukotina u komorama za izgaranje, ulaznim i izlaznim otvorima i na plinskom sučelju. Ako postoje pukotine, zamijenite glavu cilindra.
4. Očistite ventile.
A) Koristite strugač za uklanjanje naslaga ugljika s diska ventila.
b) Potpuno očistite ventil mekom četkom.
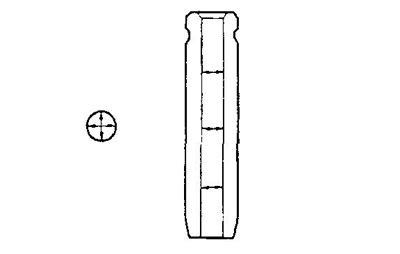
5. Provjerite promjere stabla ventila i provrta vodilice ventila.
A) Izmjerite unutarnji promjer vodilica ventila mjeračem provrta.
Unutarnji promjer vodilice:
- Serija K3 - 5.010 - 5.022 mm
- Serija EJ - 5.000 - 5.012 mm
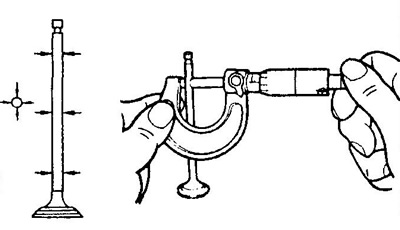
b) Izmjerite promjer stabla ventila mikrometrom.
Promjer stabla ventila:
- usisni ventil - 4.975- 4.990 mm
- ispušni ventil - 4.965 - 4.980 mm
V) Pronađite razmak između stabla ventila i vodilice mjerenjem razlike između promjera stabla ventila i unutarnjeg promjera vodilice ventila.
Nazivni zazor ulja:
Serija KZ:
- usisni ventil - 0,020 - 0,047 mm
- ispušni ventil - 0,030 - 0,057 mm
Serija EJ:
- usisni ventil - 0,020 - 0,060 mm
- ispušni ventil - 0,030 - 0,070 mm
Maksimalni razmak ulja:
Serija KZ:
- usisni ventil - 0,06 mm
- ispušni ventil - 0,07 mm
Serija EJ:
- usisni ventil - 0,07 mm
- ispušni ventil - 0,08 mm
Ako je zazor veći od maksimalnog, zamijenite ventil i čahuru vodilice.
6. Ako je potrebno, zamijenite vodilice ventila.
A) Postupno zagrijavajte glavu cilindra u vodenoj kupelji na temperaturu od 80-100°C.
b) Pomoću bušilice i čekića istisnite čahuru vodilice.

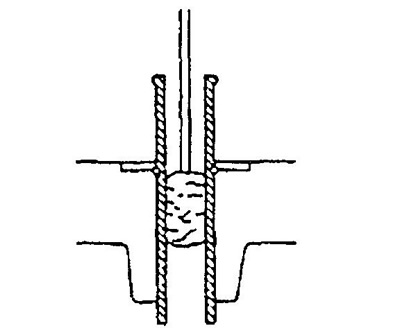
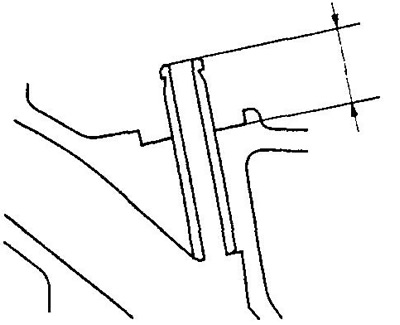
V) Ugradite vodilicu ventila. Koristeći bušilicu i čekić, postavite novu vodilicu ventila tako da strši iz glave cilindra na:
Serija KZ - 14,5±0,3 mm
Serija EJ:
- usisni ventil - 13,5±0,3 mm
- ispušni ventil - 10,5±0,3 mm
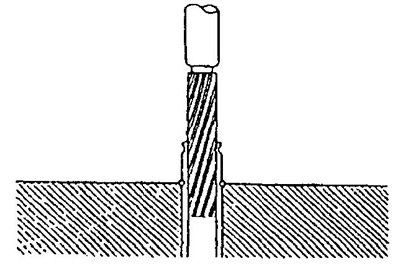
e) Koristeći razvrtač, razvrtajte unutarnji otvor vodilice kako biste osigurali točan razmak između vodilice i stabla ventila.
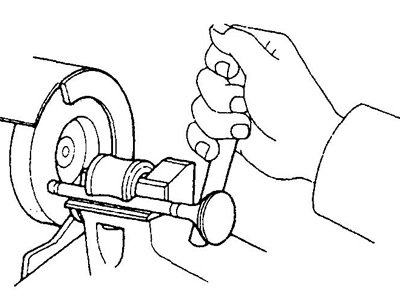
7. Provjerite i preklopite ventile.
A) Brusite ventile dok se ne uklone tragovi čađe i ogrebotine.
b) Osigurajte da preklopljeni kosi ventil formira kut od 44,5°u odnosu na ravninu okomitu na os vretena.
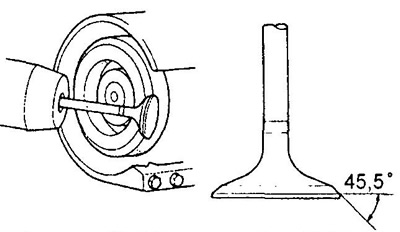
V) Debljina diska povratnog ventila.
- Nazivna debljina diska ventila - 1,0±0,2 mm
- Minimalna debljina diska ventila je 0,75 mm
Ako je debljina ploče cilindričnog dijela manja od minimalne dopuštene vrijednosti, zamijenite ventil.

G) Provjerite ukupnu duljinu ventila.
Nazivna duljina ventila:
unos:
- Serija KZ - 88,15 mm
- Serija EJ - 79,40 mm
matura:
- Serija KZ - 89,10 mm
- Serija EJ - 79,80 mm
Ako je ukupna duljina manja od minimalne, zamijenite ventil.

d) Provjerite istrošenost površina ventila.
Ako je površina ventila istrošena, ponovno izbrusite površinu ventila ili zamijenite ventil.
Napomena: prilikom ponovnog brušenja ne smanjite ukupnu duljinu ventila ispod minimuma.
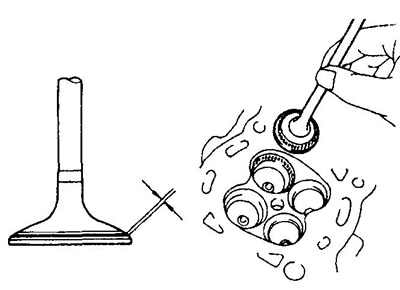
8. Provjerite sjedišta ventila.
A) Koristite konusni rezač od 45°za čišćenje sjedišta ventila.
b) Provjerite je li ventil ispravno namješten.
Nanesite tanak sloj bijele boje na kosinu ventila. Pritisnite površinu ventila na sjedište, ali nemojte okretati ventil. Zatim uklonite ventil i pregledajte sjedište i kosinu ventila.
Ako boja ostane po cijelom obodu (360°) skošenja ventila, ventil je koncentričan. U suprotnom, zamijenite ventil.
Ako se boja pojavi oko cijelog opsega (360°) sjedišta ventila, vodilica (rukav) ventili i sjedište ventila su koncentrični. U suprotnom, ponovno izbrusite kosinu.
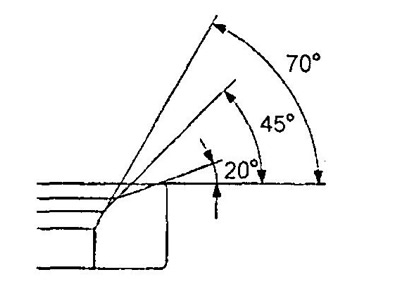
Uvjerite se da je kontaktna mrlja na sredini prednje strane ventila i da ima širinu od 1,4 + 0,5 mm
Inače, podesite skošenje na sljedeći način:
- Ako je kontaktna mrlja previsoka na prednjoj strani ventila, upotrijebite konusne rezače od 20°i 45°za ponovno brušenje sjedišta.
- Ako je kontaktna mrlja preniska na prednjoj strani ventila, upotrijebite konusne rezače od 70°i 45°za ponovno brušenje sjedišta.
V) Rukom preklopite ventil i sjedište ventila abrazivnom pastom.
G) Nakon lepljenja očistite ventil i sjedište ventila.
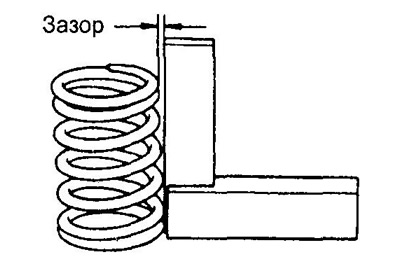
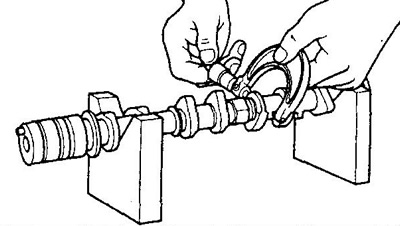
9. Provjerite opruge ventila.
A) Korištenje metalnog kvadrata (90°), provjerite da opruga ventila nije okomita, kao što je prikazano na slici.
Najveća dopuštena neokomitost je:
- Serija KZ - 1,8 mm
- Serija EJ - 1,6 mm
b) Pomoću čeljusti izmjerite slobodnu duljinu opruge:
Duljina opruge ventila:
- Serija KZ - 45,54 mm
- Serija EJ - 36,97 mm
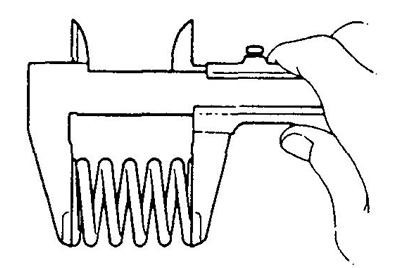
Ako je duljina opruge izvan specifikacije, zamijenite oprugu ventila.
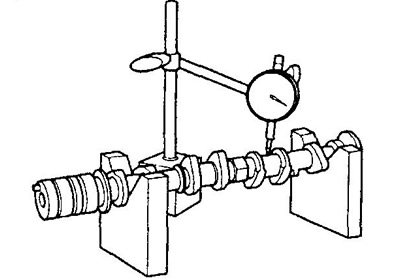
10. Provjerite bregaste osovine i ležajeve.
A. Provjerite krajnji zazor bregastog vratila.
A) Ugradite bregasto vratilo u ležište glave cilindra.
b) Koristite indikator za mjerenje aksijalnog zazora dok pomičete bregaste osovine naprijed-natrag.
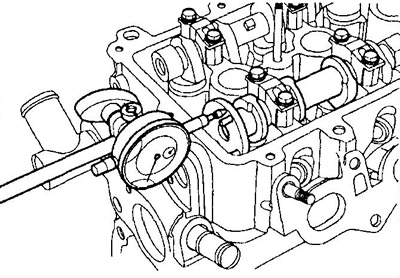
Aksijalni zazor bregastog vratila:
Serija KZ:
- nazivni - 0,10 - 0,24 mm
- maksimalno - 0,30 mm
Serija EJ:
- nazivni - 0,04 - 0,10 mm
- maksimalno - 0,15 mm
Ako je aksijalni zazor veći od maksimalnog, zamijenite bregasto vratilo. Ako je potrebno, zamijenite poklopce ležajeva i glavu cilindra.
B. Provjerite odstupanje bregastog vratila.
Ugradite bregasto vratilo u prizme u obliku slova V i provjerite njegovo odstupanje na središnjem vratu.
- Maksimalno odstupanje - 0,3 mm
B. Provjerite visinu režnjeva bregastog vratila.
Visina krila ulazne bregaste osovine:
Ocijenjen:
- Serija KZ - 40.400 - 40.500 mm
- EJ-DE - 38.200 - 38.300 mm
- EJ-VE - 40.250 mm
Minimum:
- Serija KZ - 40,30 mm
- EJ-DE - 38,10 mm
Visina režnja ispušne bregaste osovine:
Ocijenjen:
- Serija KZ - 39.910 - 40.010 mm
- EJ-DE - 38.050 - 38.150 mm
- EJ-VE - 40.250 mm
Minimum:
- Serija KZ - 39,80 mm
- EJ-DE - 37,95 mm
Ako je visina bregaste niža od minimalne, zamijenite bregasto vratilo.
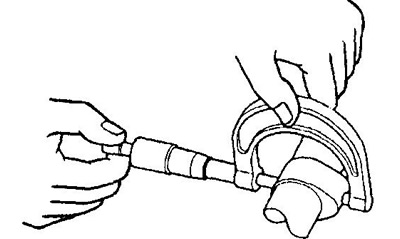
D. Provjerite dimenzije rukavaca ležaja bregastog vratila mjerenjem njihovih promjera mikrometrom.
Promjer ležajnih rukavaca bregastog vratila:
Serija KZ:
1. referenca:
- usis - 33.984 - 34.000 mm
- ispuh - 25.979 - 25.995 mm
- ostatak - 22.979 - 22.995 mm
Serija EJ:
- 1. nosač - 25.979- 25.995 mm
- ostatak - 22.979- 22.995 mm
Ako su promjeri rukavca izvan specifikacija, provjerite radijalni zazor između rukavca i ležaja.
E. Provjerite radijalni zazor u ležajevima bregastog vratila.
A) Očistite radne površine rukavaca bregastog vratila i poklopaca ležajeva.
b) Položite bregaste osovine u ležište glave cilindra.
V) Postavite komad plastičnog mjerača na svaki rukavac bregastog vratila.
G) Ugradite poklopce ležajeva. Zategnite vijke poklopca (za detaljnije postupke za ugradnju bregastih vratila, pogledajte pododjeljak "Montaža" odjeljak "glava cilindra").
- Okretni moment - 12,5±2,0 Nm
Napomena: Ne okrećite bregastu osovinu.
d) Uklonite poklopce ležajeva.
e) Izmjerite širinu spljoštenih plastičnih mjerača na njihovoj najširoj točki i odredite razmak.
Radijalni zazor u ležajevima bregastog vratila:
Serija EJ:
- nazivni - 0,037 - 0,073 mm
- maksimalno - 0,10 mm
Serija KZ:
Ulazna bregasta osovina:
- grlić br.1 - 0,025 - 0,061 mm
- ostatak - 0,037 - 0,073 mm
Ispušna bregasta osovina - 0,037 - 0,073 mm
Ako je zazor veći od maksimalnog, zamijenite bregastu osovinu. Zamijenite poklopce ležaja i glavu cilindra ako je potrebno.
i) Uklonite sve preostale plastične mjerače.
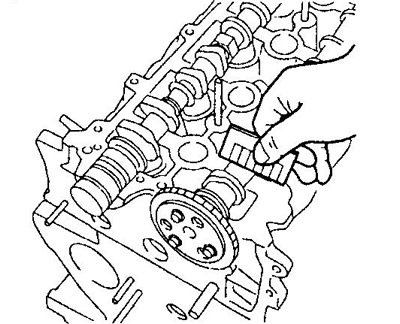
11. Provjerite potiskivače i provrte ispod potiskivača u slučaju glave bloka.
A) Pomoću mjerača provrta indikatora izmjerite promjere provrta za potiskivače u glavi cilindra.
- Promjer bušenja za potiskivač u glavi bloka - 28.000 - 28.021 mm
b) Izmjerite promjer gurača mikrometrom.
- Nazivni promjer gurača - 27.975-27.985
V) Provjerite radijalni zazor.
Oduzmite promjer podizača od provrta podizača u kućištu glave i odredite zazor.
- Razmak između gurača i stijenke provrta za gurač je 0,015 - 0,046 mm
Ako razmak premašuje najveći dopušteni, zamijenite potiskivač.