
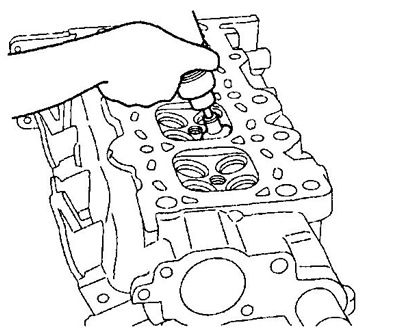
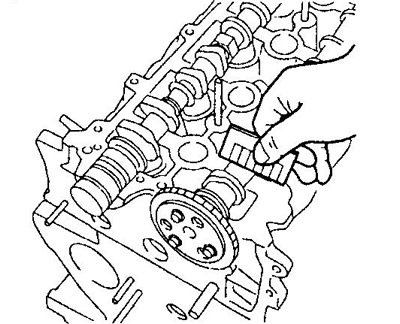
а) Провертаючи колінчастий вал, послідовно встановіть поршні у ВМТ. Скребком очистіть поверхні днищ поршнів від вуглецевих відкладень.
б) Скребком зніміть залишки прокладки головки блоку з поверхні гнізда блоку циліндрів.
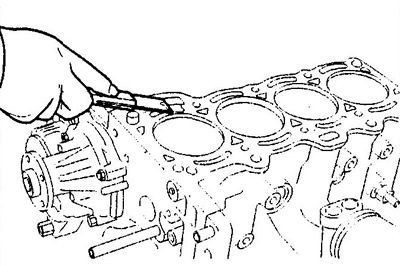
в) Стиснутим повітрям видаліть відкладення вуглецю і залишки прокладки з поверхні блоку циліндрів і отворів під болти.
Примітка: використовуючи стиснене повітря, бережіть очі.
2. Очистіть головку блоку циліндрів.
а) Очистіть поверхню головки блоку від залишків прокладки головки.
Примітка: будьте обережні, щоб не пошкодити поверхню головки блоку, що сполучається з прокладкою.
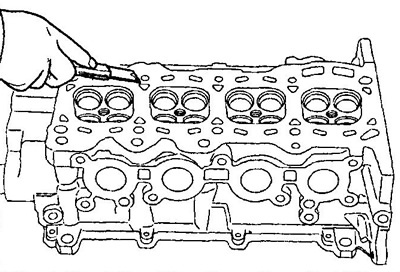
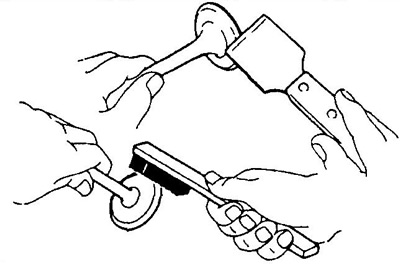
б) Очистіть поверхні камер згоряння головки блоку металевою щіткою, видаливши залишки вуглецевих відкладень.
в) Очистіть отвори напрямних втулок клапанів щіткою та розчинником.
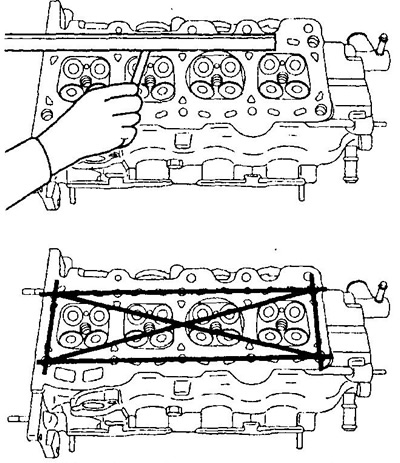
3. Перевірте головку блоку циліндрів.
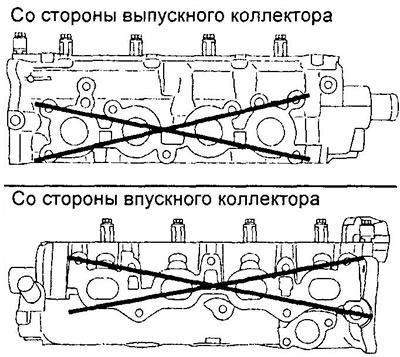
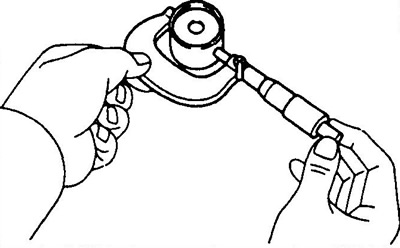
а) Прецизійною лінійкою та плоским щупом, як показано на малюнку, перевірте неполощинність робочих поверхонь головки блоку циліндрів, що сполучаються:
- із поверхнею блоку циліндрів;
- з поверхнями впускного та випускного колекторів.
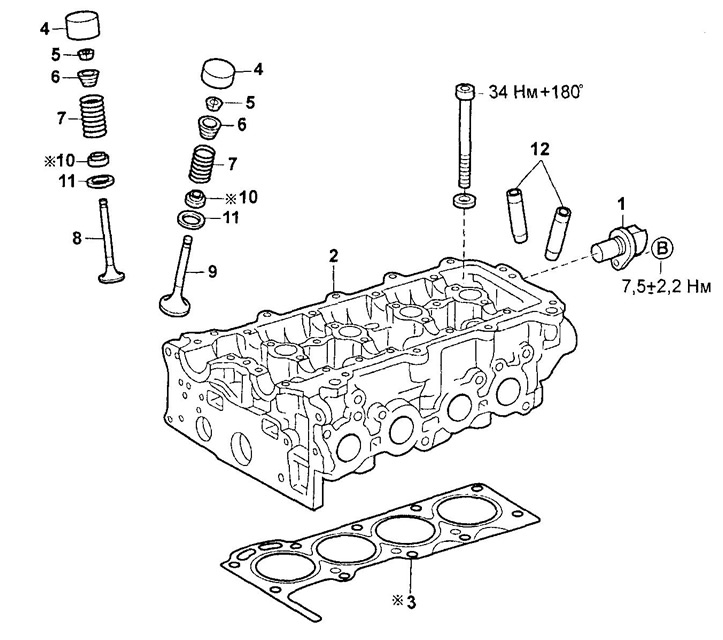
Розбирання та збирання головки блоку циліндрів (серія К3).
1 - датчик положення колінчастого валу,
2 - головка блоку циліндрів,
3 - прокладка головки блоку циліндрів,
4 - штовхач клапана,
5 - сухарі,
6 - тарілка пружини клапана,
7 - пружина клапана,
8 - впускний клапан
9 - випускний клапан
10 - маслознімний ковпачок,
11 - сідло пружини клапана,
12 - напрямна втулка клапана.
Серія КЗ.

Серія EJ.
Максимально допустима неплощинність поверхні:
Серія КЗ:
- газового стику - 0,04 мм
- привалочного впускного колектора - 0,10 мм
- привалочного випускного колектора - 0,05 мм
Серія EJ:
- газового стику - 0,10 мм
- привалочного впускного колектора - 0,10 мм
- привалочного випускного колектора - 0,10 мм
Якщо величина неплощинності перевищує максимально допустиму, замініть головку блоку циліндрів.
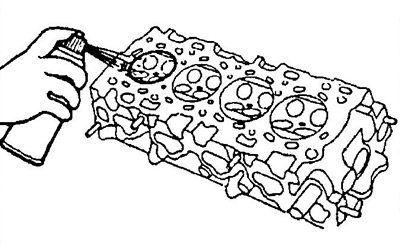
б) Використовуючи проникаючий барвник, перевірте наявність тріщин у камерах згоряння, впускних та випускних каналах та на поверхні газового стику. За наявності тріщин замініть головку блоку циліндрів.
4. Очистіть клапани.
а) Скребком зніміть наліт вуглецевих відкладень із тарілки клапана.
б) Очистіть клапан м'якою щіткою.
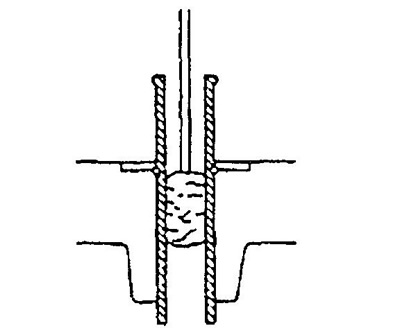
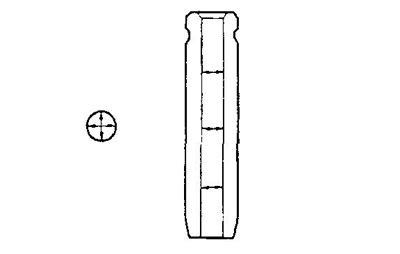
5. Перевірте діаметри стрижнів клапанів та внутрішні діаметри напрямних втулок клапанів.
а) Нутроміром виміряйте внутрішній діаметр напрямних втулок клапанів.
Внутрішній діаметр напрямної втулки:
- серія К3 - 5,010 - 5,022 мм
- серія EJ - 5,000 - 5,012 мм
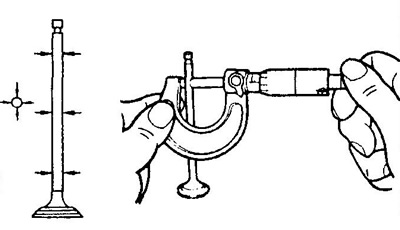
б) Мікрометром виміряйте діаметр стрижня клапана.
Діаметр стрижня клапана:
- впускний клапан - 4,975-4,990 мм
- випускний клапан - 4,965 - 4,980 мм
в) По різниці вимірювань діаметра стрижня клапана та внутрішнього діаметра напрямної втулки знайдіть зазор між стрижнем клапана та його напрямною.
Номінальний масляний зазор:
Серія КЗ:
- впускний клапан - 0,020 - 0,047 мм
- випускний клапан - 0,030 - 0,057 мм
Серія EJ:
- впускний клапан - 0,020 - 0,060 мм
- випускний клапан - 0,030 - 0,070 мм
Максимальний масляний зазор:
Серія КЗ:
- впускний клапан - 0,06 мм
- випускний клапан - 0,07 мм
Серія EJ:
- впускний клапан - 0,07 мм
- випускний клапан - 0,08 мм
Якщо зазор більший за максимально допустимий, замініть клапан і напрямну втулку.
6. Якщо необхідно, замініть напрямні втулки клапанів.
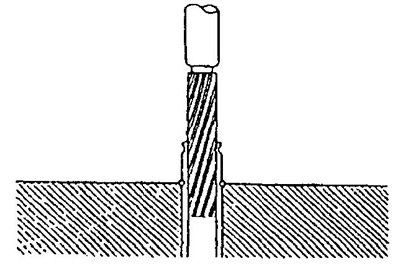
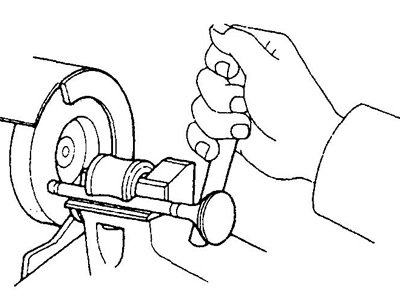
а) Поступово нагрійте головку блоку циліндрів у водяній ванній до температури 80-100°С.
б) Використовуючи вибивання і молоток, випресуйте напрямну втулку.

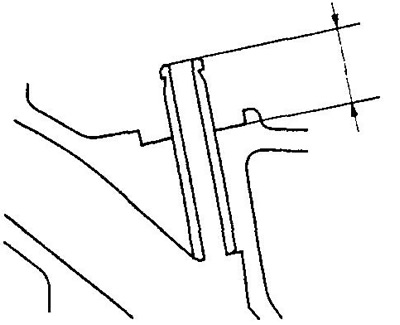
в) Встановіть напрямну втулку клапана. Використовуючи вибивання і молоток, встановіть нову напрямну втулку клапана, щоб вона виступала з головки блоку циліндрів на:
Серія КЗ - 14,5±0,3 мм
Серія EJ:
- впускний клапан - 13,5±0,3 мм
- випускний клапан - 10,5±0,3 мм
е) Використовуючи розгортку, розверніть внутрішній отвір напрямної, щоб забезпечити нормований зазор між напрямною та стрижнем клапана.
7. Перевірте та притріть клапани.
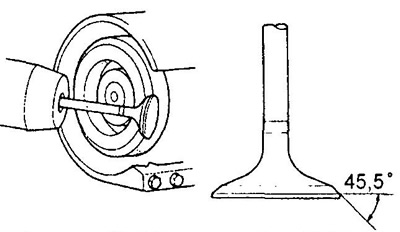
а) Прошліфуйте клапани до усунення слідів нагару та подряпин.
б) Переконайтеся, що притерта фаска клапана утворює кут 44,5°щодо площини перпендикулярної осі стрижня.
в) Перевірте товщину тарілки клапана.
- Номінальна товщина тарілки клапана – 1,0±0,2 мм
- Мінімальна товщина тарілки клапана – 0,75 мм
Якщо товщина тарілки циліндричної частини менша за мінімально допустиме значення, замініть клапан.

г) Перевірте загальну довжину клапана.
Номінальна довжина клапанів:
Впускні:
- Серія КЗ - 88,15 мм
- Серія EJ - 79,40 мм
Випускних:
- Серія КЗ - 89,10 мм
- Серія EJ - 79,80 мм
Якщо загальна довжина менша за мінімально допустиму, замініть клапан.

д) Перевірте стан торцевої поверхні клапанів на знос.
Якщо торець клапана зношений, перешліфуйте торець або замініть клапан.
Примітка: при перешліфуванні не допускайте зменшення загальної довжини клапана менше за мінімальну.
8. Перевірте сідла клапанів.
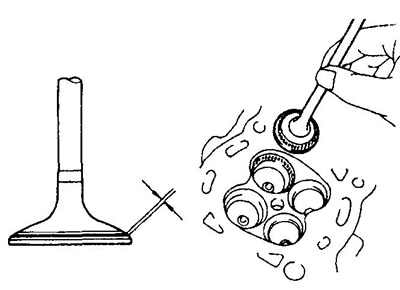
а) Фрезою з кутом конуса 45°очистіть сідла клапанів.
б) Перевірте правильність посадки клапана у сідло.
Нанесіть тонкий шар білил на фаску клапана. Притисніть робочу фаску клапана до сідла, але не обертайте клапан. Потім приберіть клапан і огляньте сідло та фаску клапана.
Якщо фарба залишається по всьому колу (360°) фаски клапана, то клапан концентричний. Інакше замініть клапан.
Якщо фарба проявляється по всьому колу (360°) сідла клапана, що направляє (втулка) клапана та сідло клапана концентричні. В іншому випадку перешліфуйте фаску.
Переконайтеся, що контактна пляма знаходиться в середній частині робочої фаски клапана і має ширину 1,4 + 0,5 мм
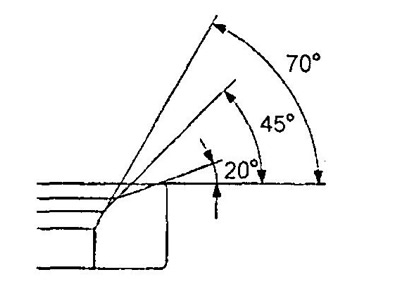
В іншому випадку скоригуйте фаску таким чином:
- Якщо пляма контакту розташована надто високо на фасці клапана, то для перешліфування сідла використовуйте фрези з кутом конуса 20°та 45°.
- Якщо пляма контакту розташована надто низько на фасці клапана, для перешліфування сідла використовуйте фрези з кутом конуса 70°і 45°.
в) Вручну притріть клапан та сідло клапана з використанням абразивної пасти.
г) Після притирання очистіть клапан та сідло клапана.
9. Перевірте пружини клапанів.
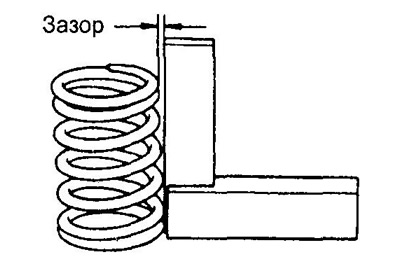
а) Використовуючи металевий косинець (90°), перевірте неперпендикулярність пружини клапана, як показано на малюнку.
Максимально допустима неперпендикулярність становить:
- серія КЗ - 1,8 мм
- серія EJ - 1,6 мм
б) Штангенциркулем виміряйте довжину пружини у вільному стані:
Довжина пружини клапана:
- серія КЗ - 45,54 мм
- серія EJ - 36,97 мм
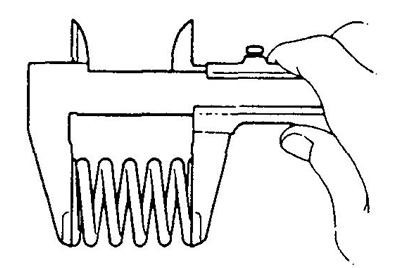
Якщо довжина пружини відрізняється від номінальної, замініть пружину клапана.
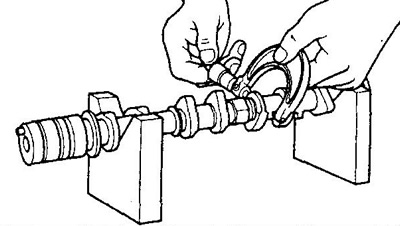
10. Перевірте розподільні вали та підшипники.
А. Перевірте осьовий зазор розподільчого валу.
а) Встановіть розподільний вал у ліжку головки блоку циліндрів.
б) Індикатором виміряйте осьовий зазор при переміщенні розподільних валів уперед і назад.
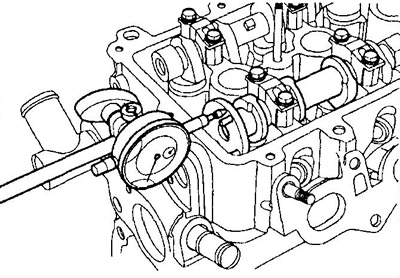
Осьовий зазор розподільних валів:
Серія КЗ:
- номінальний - 0,10 - 0,24 мм
- максимальний - 0,30 мм
Серія EJ:
- номінальний - 0,04 - 0,10 мм
- максимальний - 0,15 мм
Якщо осьовий зазор більший за максимальний, замініть розподільний вал. Якщо необхідно, замініть кришки підшипників та головку блоку циліндрів.
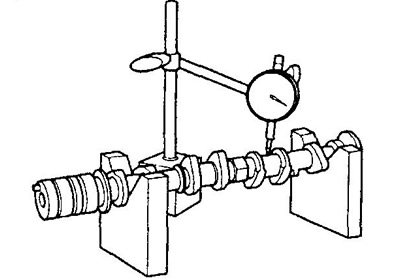
Б. Перевірте биття розподільчого валу.
Встановіть розподільний вал у V-подібні призми та перевірте його биття по центральній шийці.
- Максимальне биття – 0,3 мм
В. Перевірте висоту кулачків розподільчого валу.
Висота кулачків розподільного валу впускних клапанів:
Номінальна:
- серія КЗ - 40,400 - 40,500 мм
- EJ-DE - 38,200 - 38,300 мм
- EJ-VE - 40,250 мм
Мінімальна:
- серія КЗ - 40,30 мм
- EJ-DE - 38,10 мм
Висота кулачків розподільчого валу випускних клапанів:
Номінальна:
- серія КЗ - 39,910 - 40,010 мм
- EJ-DE - 38,050 - 38,150 мм
- EJ-VE - 40,250 мм
Мінімальна:
- серія КЗ - 39,80 мм
- EJ-DE - 37,95 мм
Якщо висота кулачка менша за мінімальну, замініть розподільний вал.
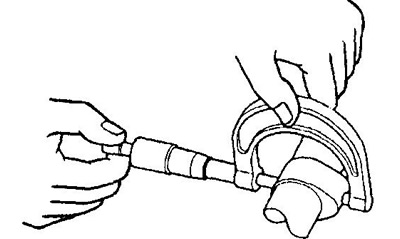
Г. Перевірте розміри опорних шийок розподільчого валу, вимірявши їх діаметри мікрометром.
Діаметр опорних шийок розподільних валів:
Серія КЗ:
1-ої опорної:
- впускний - 33,984 - 34,000 мм
- випускний - 25.979 - 25,995 мм
- решти - 22.979 - 22,995 мм
Серія EJ:
- 1-ої опорної - 25.979-25,995 мм
- інших - 22.979-22,995 мм
Якщо діаметри шийок виходять за межі, вказані в технічних умовах, перевірте радіальний зазор між шийкою та підшипником.
Д. Перевірте радіальний зазор у підшипниках розподільних валів.
а) Очистіть робочі поверхні шийок розподільного валу та кришок підшипників.
б) Укладіть розподільні вали в ліжку головки блоку циліндрів.
в) Покладіть по шматочку пластикового калібру на кожну шийку розподільчого валу.
г) Встановіть кришки підшипників. Затягніть болти кришок (докладніше про процедуру встановлення розподільних валів див. у розділі "Установка" розділу "Головка блоку циліндрів").
- Момент затяжки – 12,5±2,0 Нм
Примітка: не провертайте розподільний вал.
д) Зніміть кришки підшипників.
е) Виміряйте ширину сплющених пластикових калібрів у найбільш широкій частині та визначте зазор.
Радіальний зазор у підшипниках розподільних валів:
Серія EJ:
- номінальний - 0,037 - 0,073 мм
- максимальний - 0,10 мм
Серія КЗ:
Розподільний вал впускних клапанів:
- шийка №1 - 0,025 - 0,061 мм
- інші - 0,037 - 0,073 мм
Розподільний вал випускних клапанів - 0,037 - 0,073 мм
Якщо зазор більший за максимально допустимий, замініть розподільний вал. За потреби замініть кришки підшипників та головку блоку циліндрів.
ж) Видаліть залишки пластикових калібрів.
11. Перевірте штовхачі та розточування під штовхачі в корпусі головки блоку.
а) Індикатором-нутроміром виміряйте діаметри розточувань під штовхачі в головці блоку циліндрів.
- Діаметр розточування під штовхач у головці блоку - 28,000 - 28,021 мм
б) Мікрометром виміряйте діаметр штовхача.
- Номінальний діаметр штовхача - 27,975-27,985
в) Перевірте радіальний проміжок.
Відніміть значення діаметра штовхача значення діаметра розточування під штовхач у корпусі головки і визначте зазор.
- Зазор між штовхачем та стінкою розточування під штовхач - 0,015 - 0,046 мм
Якщо зазор перевищує максимально допустимий, замініть штовхач.