
A) Pomoću strugala uklonite naslage ugljika s krune klipa.
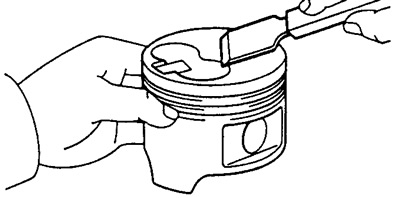
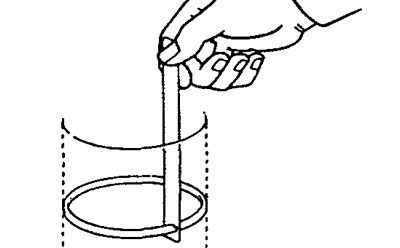
b) Pomoću slomljenog prstena očistite utore klipnog prstena.

V) Koristeći otapalo i meku četku, temeljito očistite klip.
Upozorenje: Nemojte koristiti žicu (metal) četka.

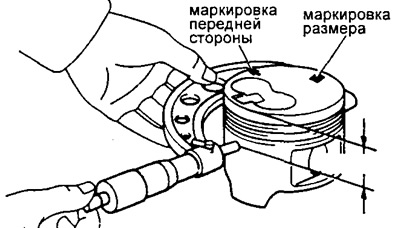
2. Provjerite promjer klipa i razmak između klipa i cilindra.
Napomena: Označene su tri nazivne veličine promjera klipa "1", "2" i "3" odnosno. Označavanje se nanosi žigom na dnu klipa.
A) Pomoću mikrometra izmjerite promjer klipa pod pravim kutom u odnosu na os klipa na udaljenosti od 58 mm za 2L motore i 56 mm za 3L motore od krune klipa.
Nazivni promjer klipa:
Motori 2L
- obilježava "1" - 91,94 - 91,95 mm
- obilježava "2" - 91,95 - 91,96 mm
- obilježava "3" - 91,96 - 91,97 mm
Motor 3l
- obilježava "1" - 95,94 - 95,95 mm
- obilježava "2" - 95,95 - 95,96 mm
- obilježava "3" - 95,96 - 95,97 mm
Popravak, povećan za 0,50 mm:
- 2L motori - 92,44 - 91,47 mm
- 3L motor - 96,44 - 96,47 mm
b) Izmjerite promjer cilindra u poprečnom smjeru (vidi gore)
V) Oduzmite mjerenje promjera klipa od mjerenja promjera cilindra.
- Nazivni razmak - 0,05-0,07 mm
- Maksimalni razmak - 0,14 mm
Ako vrijednost razmaka premašuje najveću dopuštenu vrijednost, tada zamijenite četiri klipa i probušite sva četiri cilindra. Ako je potrebno, zamijenite blok cilindra.
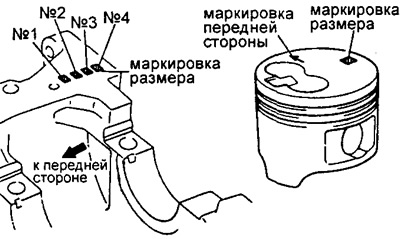
Napomena: Prilikom ugradnje nazivnog klipa, klip mora imati isti broj oznake kao broj oznake nazivnog promjera na bloku cilindra.
3. Provjerite razmak između prstena i utora klipa s mjeračem.
 |  |
Razmaci:
- Prsten br.1 - 0,028 - 0,077 mm
- Prsten br.2 - 0,060 -0,105 mm
- Prsten br.2 - 0,070 - 0,115 mm
- Strugač za ulje - 0,030 - 0,070 mm
- Maksimalni razmak - 0,20 mm
Ako je zazor veći od prihvatljivog, zamijenite klip.
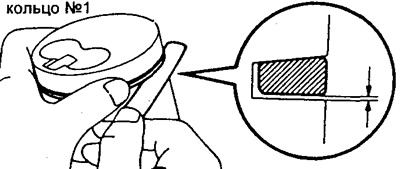
4. Provjerite zazor u bravi klipnog prstena.
A) Ugradite prsten u cilindar.
b) Pomoću klipa gurnite klipni prsten do dubine od 140 mm od ravnine razdvajanja bloka cilindra.
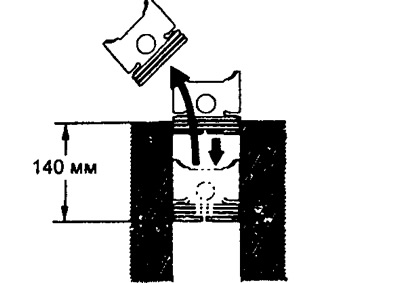
V) Koristeći mjerač mjerača, izmjerite razmak u bravi prstena.
Nazivni zazor u bravi:
- prstenovi br. 1 - 0,35-0,65 mm
- prstenovi br.2 - 0,30 - 0,60 mm
- strugač ulja - 0,20-0,50 mm
Maks. razmak:
- karike br.1 - 1,50 mm
- karike br.2 - 1,40 mm
- strugač ulja - 1,40
Ako razmak u bravi prstena premašuje najveću dopuštenu vrijednost, zamijenite klipni prsten.
Ako ovaj razmak premašuje najveću dopuštenu vrijednost čak i nakon ugradnje novog prstena, probušite sva četiri cilindra ili zamijenite blok cilindra.
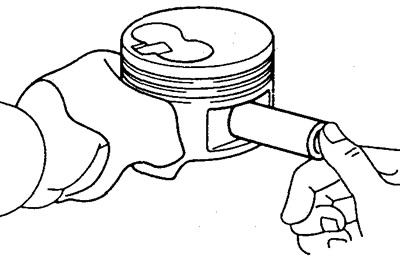
5. Provjerite prianjanje osovinice klipa: pri temperaturi klipa od 60°C osovinica bi trebala rukom ući u klip.
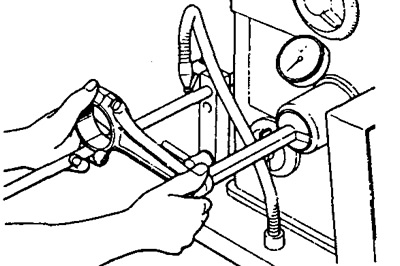
6. Provjerite stanje šipke.
A. Pomoću uređaja za ispitivanje klipnjača provjerite ima li klipnjača na savijanje i uvijanje.
Maksimalno savijanje 0,05 mm na 100 mm duljine.
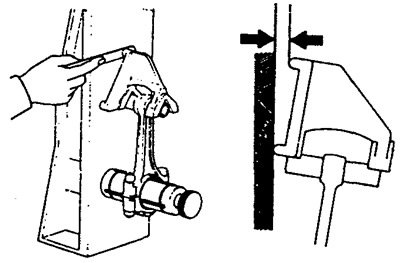
Maksimalno uvijanje 0,15 mm na 100 mm duljine.
Ako savijanje ili uvijanje premašuje najveću dopuštenu vrijednost, zamijenite klipnjaču.
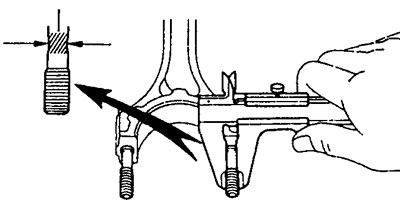
B. Pomoću čeljusti izmjerite promjer vijka.
- Nazivni promjer - 8,40 - 8,60 mm
- Minimalni promjer - 8,20 mm
Ako je promjer manji od minimalne dopuštene vrijednosti, zamijenite vijak klipnjače.
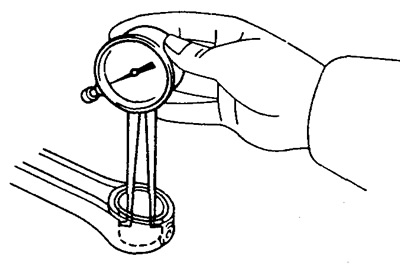
B. Provjerite zazor osovinice klipa - gornje glave klipnjače.
A) Pomoću mjerača s brojčanikom izmjerite unutarnji promjer čahure klipnjače.
Unutarnji promjer rukavca:
- Motor 2L - 27.008 - 27.020 mm
- 3L motor - 29.008 - 29.020 mm
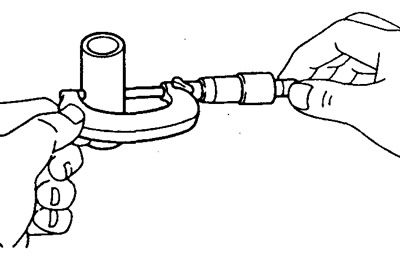
b) Mikrometrom izmjerite promjer osovinice klipa.
Promjer osovinice klipa:
- Motor 2L - 27.000 - 27.012 mm
- Motor 3L - 29.000 -29.012 mm
V) Oduzmite mjerenje promjera osovinice klipa od mjerenja unutarnjeg promjera čahure.
- Nazivni zazor - 0,004 -0,012 mm
- Maksimalni razmak - 0,05 mm
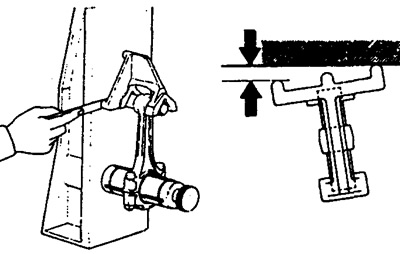
7. Ako je potrebno, zamijenite čahure klipnjače.
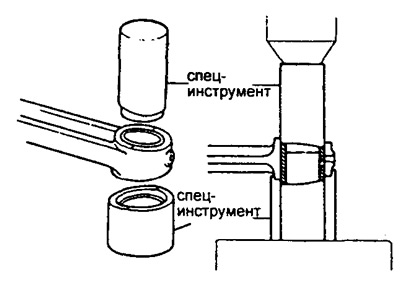
A. Uklonite čahure klipnjače. Pomoću alata i preše istisnite čahuru.
B. Ugradite nove čahure klipnjače.
A) Pomoću okrugle turpije lagano isturpijajte sve neravnine na gornjem kraju klipnjače.
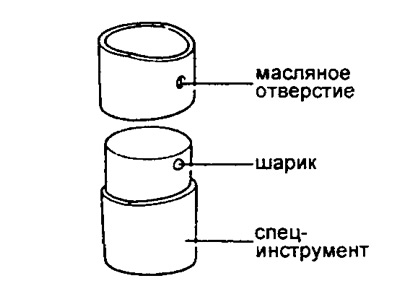
b) Postavite čahuru na alat tako da kuglica alata uđe u otvor na čahuri.
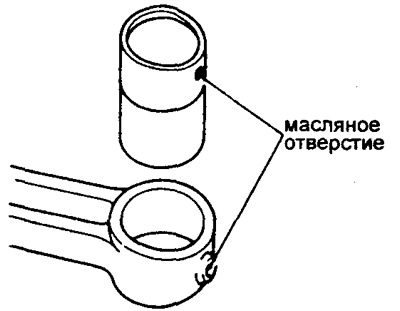
V) Poravnajte rupe za podmazivanje čahure i klipnjače.
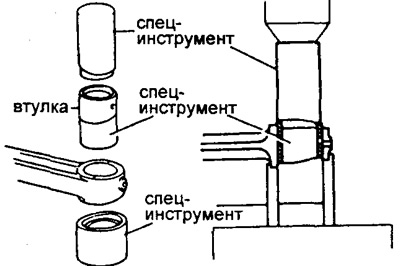
G) Pomoću alata i preše utisnite čahuru.
d) Pomoću brusilice klipnog klipa brusite čahuru dok se ne postigne nominalni razmak između čahure i klipnog klipa (vidi gore).
e) Provjerite prianjanje osovinice klipa na sobnoj temperaturi. Premažite osovinicu klipa motornim uljem, a zatim je palcem gurnite u čahuru klipnjače.
