
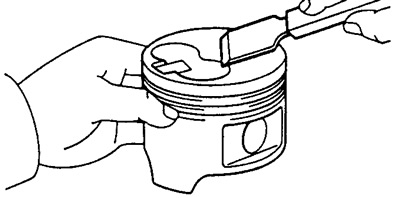
A) Using a scraper, remove carbon deposits from the piston crown.
b) Using the broken ring, clean the piston ring grooves.

V) Using solvent and a soft brush, thoroughly clean the piston.
Warning: Do not use wire (metal) brush.

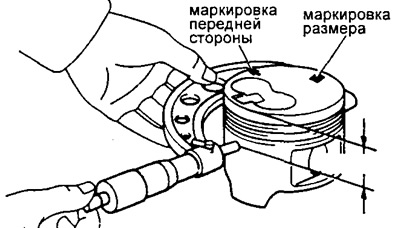
2. Check piston diameter and clearance between piston and cylinder.
Note: There are three nominal piston diameter sizes marked "1", "2" And "3" respectively. Marking is applied by branding on the piston bottom.
A) Using a micrometer, measure the piston diameter at right angles to the pin axis at a distance of 58 mm for 2L engines and 56 mm for 3L engines from the piston crown.
Nominal piston diameter:
Engines 2L
- marking "1" - 91.94 - 91.95 mm
- marking "2" - 91.95 - 91.96 mm
- marking "3" - 91.96 - 91.97 mm
Engine 3L
- marking "1" - 95.94 - 95.95 mm
- marking "2" - 95.95 - 95.96 mm
- marking "3" - 95.96 - 95.97 mm
Repair, increased by 0.50 mm:
- 2L engines - 92.44 - 91.47 mm
- 3L engine - 96.44 - 96.47 mm
b) Measure the diameter of the cylinder in the transverse direction (see above)
V) Subtract the piston diameter measurement from the cylinder diameter measurement.
- Nominal clearance - 0.05-0.07 mm
- Maximum clearance - 0.14 mm
If the gap exceeds the maximum allowable value, then replace the four pistons and bore all four cylinders. If necessary, replace the cylinder block.
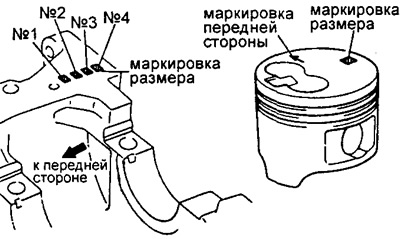
Note: When installing a nominal piston, the piston must have the same marking number as the nominal diameter marking number on the cylinder block.
3. Check the clearance between the ring and the piston groove with a feeler gauge.
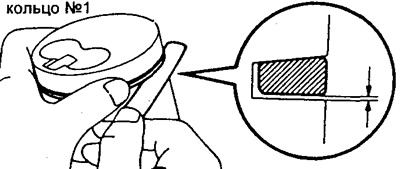 |  |
Clearances:
- Ring No. 1 - 0.028 - 0.077 mm
- Ring No. 2 - 0.060 -0.105 mm
- Ring No. 2 - 0.070 - 0.115 mm
- Oil scraper - 0.030 - 0.070 mm
- Maximum clearance - 0.20 mm
If the clearance is more than acceptable, replace the piston.
4. Check up a backlash in the lock of a piston ring.
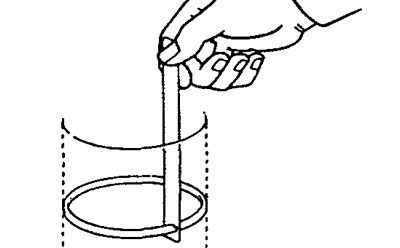
A) Install the ring in the cylinder.
b) Using a piston, push the piston ring to a depth of 140 mm from the cylinder block split plane.
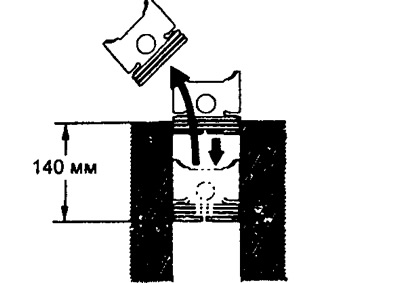
V) Using a feeler gauge, measure the gap in the ring lock.
Nominal clearance in the lock:
- rings No. 1 - 0.35-0.65 mm
- rings No. 2 - 0.30 - 0.60 mm
- oil scraper - 0.20-0.50 mm
Max Clearance:
- rings No. 1 - 1.50 mm
- rings No. 2 - 1.40 mm
- oil scraper - 1.40
If the gap in the lock of the ring exceeds the maximum allowable value, then replace the piston ring.
If this gap exceeds the maximum allowable value even after installing a new ring, bore all four cylinders or replace the cylinder block.
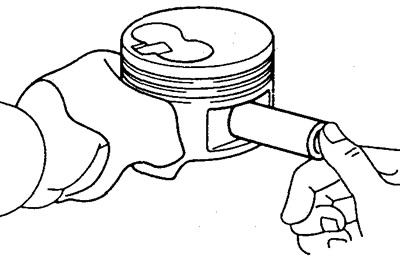
5. Check the fit of the piston pin: at a piston temperature of 60°C, the pin should enter the piston by hand.
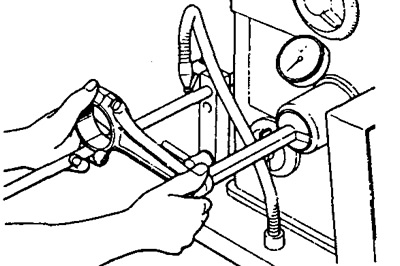
6. Check up a condition of a rod.
A. Using a connecting rod tester, check the connecting rods for bending and twisting.
Maximum bend 0.05 mm per 100 mm length.
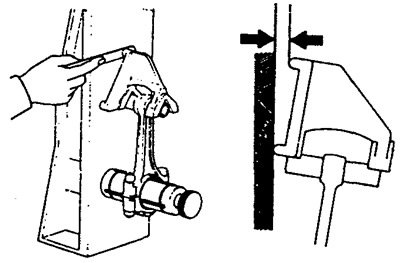
Maximum twist 0.15 mm per 100 mm length.
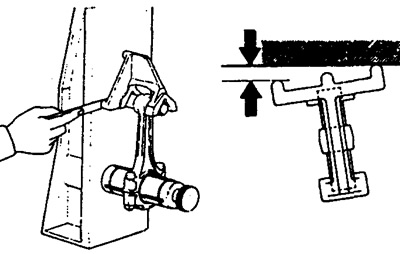
If bending or twisting exceeds the maximum allowable value, replace the connecting rod.
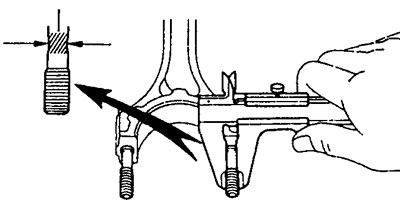
B. Using a caliper, measure the diameter of the bolt.
- Nominal diameter - 8.40 - 8.60 mm
- Minimum diameter - 8.20 mm
If the diameter is less than the minimum allowable value, then replace the connecting rod bolt.
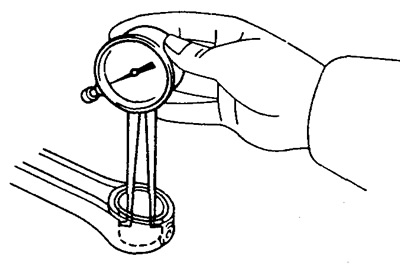
B. Check the backlash of the piston pin - the upper head of the connecting rod.
A) Using a dial gauge, measure the inner diameter of the connecting rod bushing.
Sleeve inner diameter:
- Engine 2L - 27.008 - 27.020 mm
- 3L engine - 29.008 - 29.020 mm
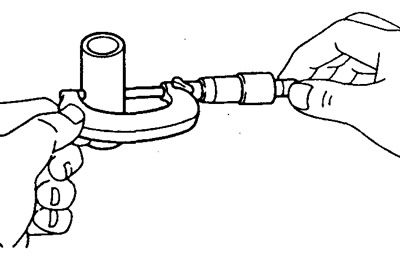
b) Using a micrometer, measure the diameter of the piston pin.
Piston pin diameter:
- Engine 2L - 27.000 - 27.012 mm
- 3L engine - 29.000 -29.012 mm
V) Subtract the piston pin diameter measurement from the bushing inside diameter measurement.
- Nominal clearance - 0.004 -0.012 mm
- Maximum clearance - 0.05 mm
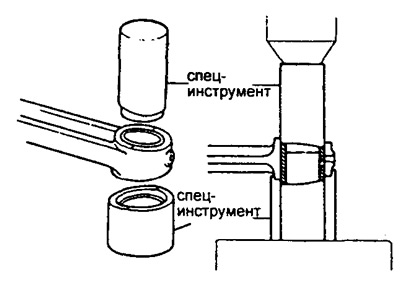
7. If necessary, replace the connecting rod bushings.
A. Remove the connecting rod bushings. Using a tool and a press, press out the bushing.
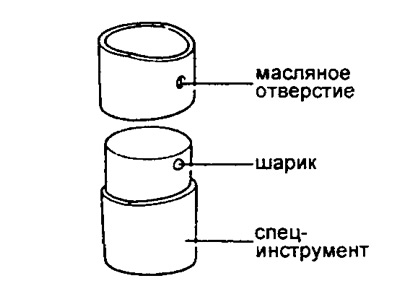
B. Install new connecting rod bushings.
A) Using a round file, lightly file off any roughness in the top end of the connecting rod.
b) Install the bushing on the tool so that the ball of the tool enters the hole in the bushing.
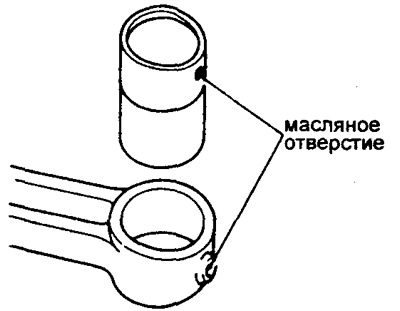
V) Align the lubrication holes of the bushing and connecting rod.
G) Using a tool and a press, press in the bushing.
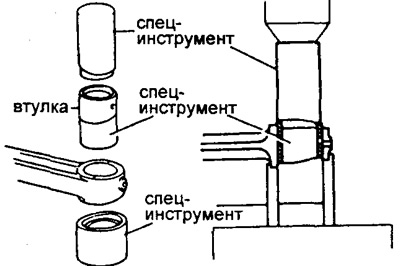
d) Using a piston pin grinder, hone the bushing until the nominal clearance between the bushing and the piston pin is reached (see above).
e) Check piston pin fit at room temperature. Coat the piston pin with engine oil, then push it into the connecting rod bush with your thumb.
