
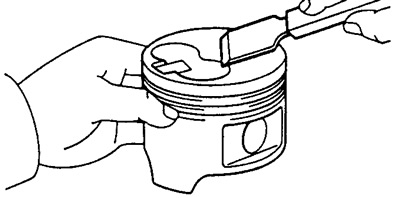
а) Використовуючи шабер, видаліть нагар з днища поршня.
б) Використовуючи зламане кільце, очистіть канавки поршневих кілець.

в) Використовуючи розчинник та м'яку щітку, ретельно очистіть поршень.
Попередження: Не використовуйте дротяну (металеву) щітку.

2. Перевірте діаметр поршня та зазор між поршнем та циліндром.
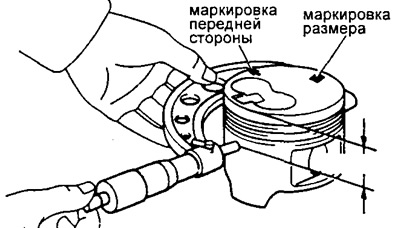
Примітка: Існує три номінальні розміри поршнів по діаметру, що мають маркування "1", "2" та "3" відповідно. Маркування наноситься тавруванням на днище поршня.
а) Використовуючи мікрометр, виміряйте діаметр поршня під прямим кутом до осі пальця на відстані 58 мм – для двигунів 2L та 56 мм – для двигунів 3L від днища поршня.
Номінальний діаметр поршня:
Двигуни 2L
- маркування "1" - 91,94 - 91,95 мм
- маркування "2" - 91,95 - 91,96 мм
- маркування "3" - 91,96 - 91,97 мм
Двигун 3L
- маркування "1" - 95,94 - 95,95 мм
- маркування "2" - 95,95 - 95,96 мм
- маркування "3" - 95,96 - 95,97 мм
Ремонтний, збільшений на 0,50 мм:
- Двигуни 2L - 92,44 - 91,47 мм
- Двигун 3L - 96,44 - 96,47 мм
б) Виміряйте діаметр циліндра у поперечному напрямку (див. вище)
в) Відніміть результат вимірювання діаметра поршня з результату вимірювання діаметра циліндра.
- Номінальний зазор - 0,05-0,07 мм
- Максимальний зазор - 0,14 мм
Якщо значення зазору перевищує максимально допустиме значення, замініть чотири поршня і розточіть всі чотири циліндри. Якщо потрібно, замініть блок циліндрів.
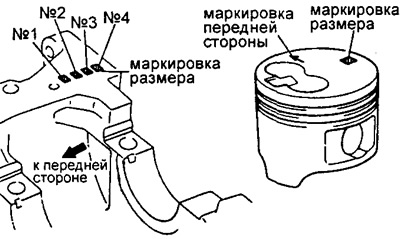
Примітка: Під час встановлення номінального поршня цей поршень повинен мати той самий маркувальний номер, що й маркувальний номер номінального діаметра на блоці циліндрів.
3. Перевірте зазор між кільцем та канавкою поршня за допомогою щупа.
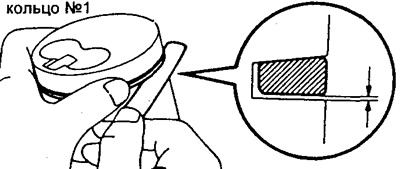 |  |
Зазори:
- Кільце № 1 - 0,028 - 0,077 мм
- Кільце №2 - 0,060 -0,105 мм
- Кільце №2 - 0,070 - 0,115 мм
- Маслознімне - 0,030 - 0,070 мм
- Максимальний зазор - 0,20 мм
Якщо зазор більше допустимого, замініть поршень.
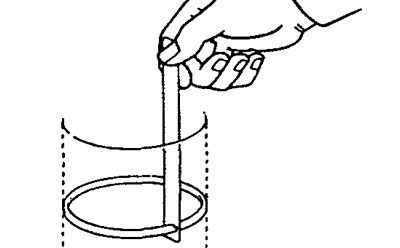
4. Перевірте зазор у замку поршневого кільця.
а) Встановіть кільце в циліндр.
б) Використовуючи поршень, проштовхніть поршневе кільце на глибину 140 мм від площини гнізда блоку циліндрів.
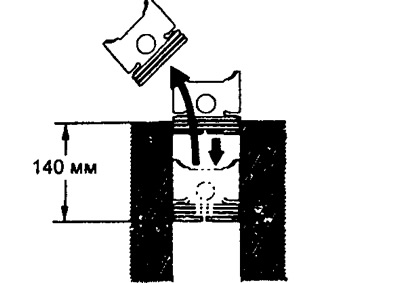
в) Використовуючи щуп, виміряйте зазор у замку кільця.
Номінальний зазор у замку:
- кільця № 1 - 0,35-0,65 мм
- кільця №2 - 0,30 - 0,60 мм
- маслознімного - 0,20-0,50 мм
Максимальний зазор:
- кільця № 1 - 1,50 мм
- кільця № 2 - 1,40 мм
- маслознімного - 1,40
Якщо зазор у замку кільця перевищує максимально допустиме значення, замініть поршневе кільце.
Якщо цей зазор перевищує максимально допустиму величину і після встановлення нового кільця, то розточіть усі чотири циліндри або замініть блок циліндрів.
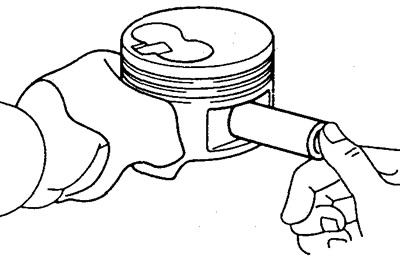
5. Перевірте посадку поршневого пальця: при температурі 60°С палець повинен входити в поршень від руки.
6. Перевірте стан шатуна.
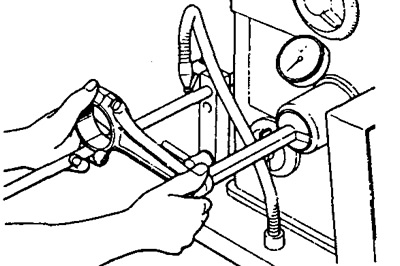
А. Використовуючи пристрій для перевірки шатунів, перевірте шатуни на вигин і кручення.
Максимальний згин 0,05 мм на 100 мм довжини.
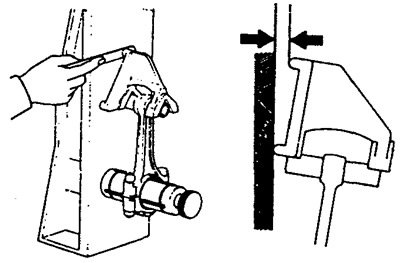
Максимальне скручування 0,15 мм на 100 мм завдовжки.
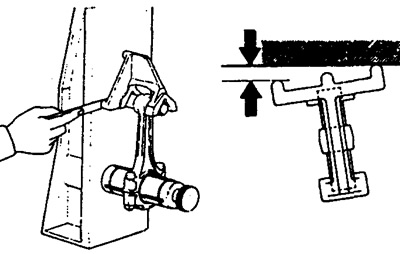
Якщо вигин або скручування перевищує максимально допустиме значення, замініть шатун.
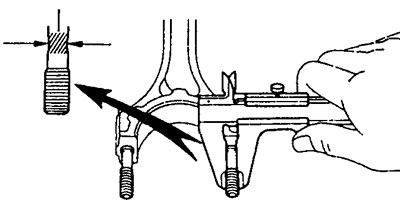
Б. Використовуючи штангенциркуль, виміряйте діаметр болта.
- Номінальний діаметр - 8,40 - 8,60 мм
- Мінімальний діаметр - 8,20 мм
Якщо діаметр менше мінімально допустимого значення, замініть болт шатуна.
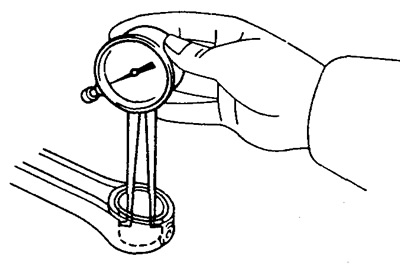
В. Перевірте зазор пару паршневий палець - верхня головка шатуна.
а) Використовуючи стрілочний індикатор, виміряйте внутрішній діаметр втулки шатуна.
Внутрішній діаметр втулки:
- Двигун 2L - 27,008 - 27,020 мм
- Двигун 3L - 29,008 - 29,020 мм
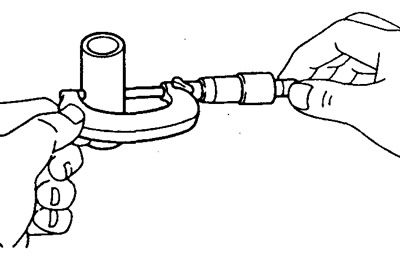
б) Використовуючи мікрометр, виміряйте діаметр поршневого пальця.
Діаметр поршневого пальця:
- Двигун 2L - 27,000 - 27,012 мм
- Двигун 3L - 29,000 -29,012 мм
в) Відніміть результат вимірювання діаметра поршневого пальця з результату вимірювання внутрішнього діаметра втулки.
- Номінальний зазор - 0,004 -0,012 мм
- Максимальний зазор - 0,05 мм
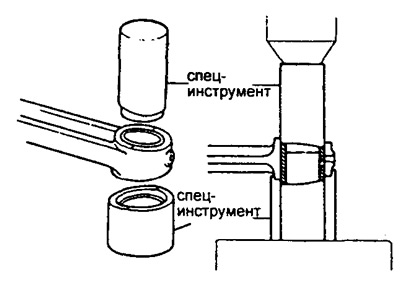
7. За потреби замініть втулки шатунів.
А. Вийміть втулки шатунів. Використовуючи пристрій та прес, випресуйте втулку.
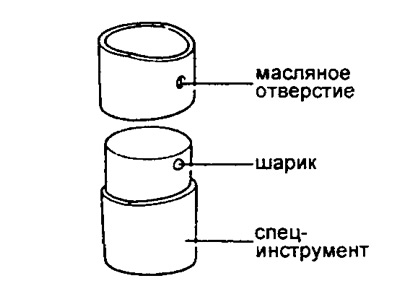
Б. Встановіть нові втулки шатунів.
а) Використовуючи круглий напилок, легкими рухами спиляйте будь-які шорсткості верхньої головки шатуна.
б) Встановіть втулку на пристрій таким чином, щоб кулька пристрою увійшла в отвір втулки.
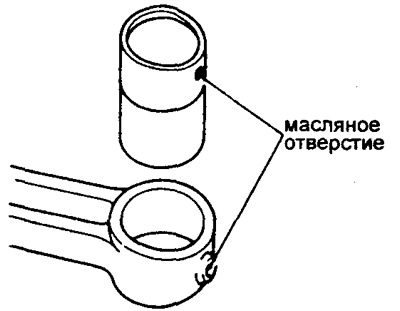
в) Поєднайте мастильні отвори втулки та шатуна.
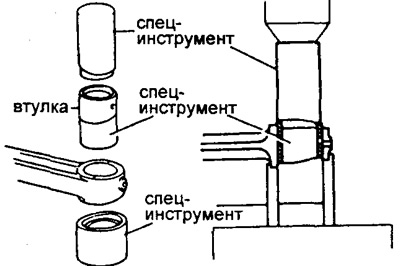
г) Використовуючи пристрій та прес, запресуйте втулку.
д) Використовуючи пристрій для шліфування отворів під поршневі пальці, відхонінгуйте втулку до досягнення номінального зазору між втулкою та поршневим пальцем (див. вище).
е) Перевірте посадку поршневого пальця за кімнатної температури. Покрийте поршневий палець моторним маслом, а потім великим пальцем вштовхніть його у втулку верхньої головки шатуна.
