
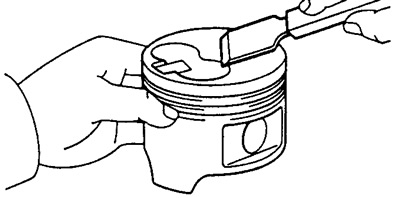
A) Za pomocą skrobaka usuń osady węgla z denka tłoka.
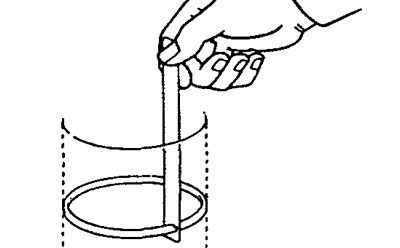
B) Używając pękniętego pierścienia, wyczyść rowki pierścienia tłokowego.

V) Za pomocą rozpuszczalnika i miękkiej szczotki dokładnie wyczyść tłok.
Ostrzeżenie: nie używaj drutu (metal) szczotka.

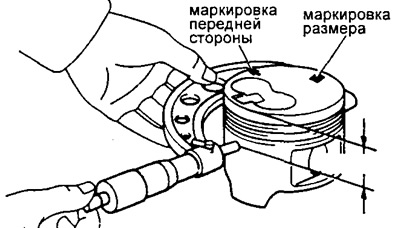
2. Sprawdź średnicę tłoka i luz między tłokiem a cylindrem.
Uwaga: Oznaczone są trzy nominalne średnice tłoka "1", "2" i "3" odpowiednio. Oznakowanie jest nanoszone poprzez branding na dnie tłoka.
A) Za pomocą mikrometru zmierzyć średnicę tłoka pod kątem prostym do osi sworznia w odległości 58 mm dla silników 2L i 56 mm dla silników 3L od denka tłoka.
Nominalna średnica tłoka:
Silniki 2L
- cechowanie "1" - 91,94 - 91,95 mm
- cechowanie "2" - 91,95 - 91,96 mm
- cechowanie "3" - 91,96 - 91,97 mm
Silnik 3L
- cechowanie "1" - 95,94 - 95,95 mm
- cechowanie "2" - 95,95 - 95,96 mm
- cechowanie "3" - 95,96 - 95,97 mm
Naprawa, zwiększona o 0,50 mm:
- Silniki 2L - 92,44 - 91,47 mm
- Silnik 3L - 96,44 - 96,47 mm
B) Zmierzyć średnicę cylindra w kierunku poprzecznym (patrz wyżej)
V) Odjąć pomiar średnicy tłoka od pomiaru średnicy cylindra.
- Luz nominalny - 0,05-0,07 mm
- Maksymalny prześwit - 0,14 mm
Jeśli wartość szczeliny przekracza maksymalną dopuszczalną wartość, wymień cztery tłoki i wywierć wszystkie cztery cylindry. W razie potrzeby wymień blok cylindrów.
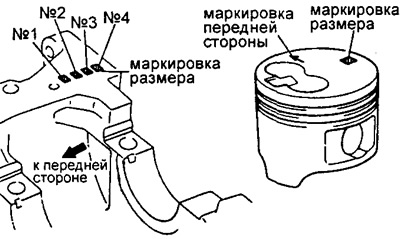
Uwaga: Podczas instalowania tłoka nominalnego tłok musi mieć ten sam numer oznaczenia, co numer oznaczenia średnicy nominalnej na bloku cylindrów.
3. Za pomocą szczelinomierza sprawdzić luz między pierścieniem a rowkiem tłoka.
 |  |
Prześwity:
- Pierścień nr 1 - 0,028 - 0,077 mm
- Pierścień nr 2 - 0,060 -0,105 mm
- Pierścień nr 2 - 0,070 - 0,115 mm
- Skrobak do oleju - 0,030 - 0,070 mm
- Maksymalny prześwit - 0,20 mm
Jeśli luz jest większy niż akceptowalny, wymień tłok.
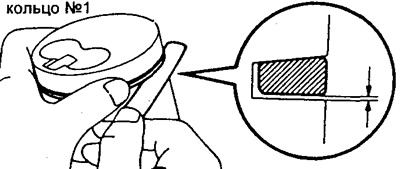
4. Sprawdź luz w zamku pierścienia tłokowego.
A) Zamontować pierścień w cylindrze.
B) Za pomocą tłoka wepchnij pierścień tłokowy na głębokość 140 mm od płaszczyzny podziału bloku cylindrów.
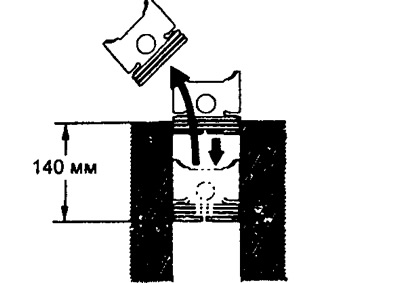
V) Za pomocą szczelinomierza zmierz szczelinę w zamku pierścieniowym.
Luz nominalny w zamku:
- pierścienie nr 1 - 0,35-0,65 mm
- pierścienie nr 2 - 0,30 - 0,60 mm
- skrobak do oleju - 0,20-0,50 mm
Maksymalny prześwit:
- pierścienie nr 1 - 1,50 mm
- pierścienie nr 2 - 1,40 mm
- skrobak do oleju - 1,40
Jeśli szczelina w zamku pierścienia przekracza maksymalną dopuszczalną wartość, wymień pierścień tłokowy.
Jeśli ta szczelina przekracza maksymalną dopuszczalną wartość nawet po zamontowaniu nowego pierścienia, wywierć wszystkie cztery cylindry lub wymień blok cylindrów.
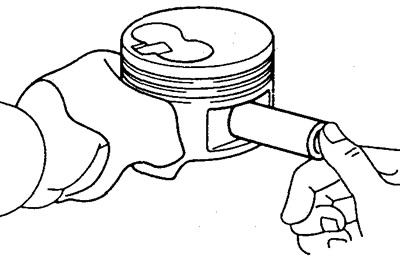
5. Sprawdź osadzenie sworznia tłoka: przy temperaturze tłoka 60°C sworzeń powinien wejść w tłok ręcznie.
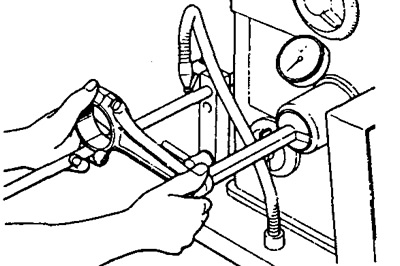
6. Sprawdź stan wędki.
A. Za pomocą testera korbowodów sprawdź, czy korbowody nie są wygięte i skręcone.
Maksymalne zgięcie 0,05 mm na 100 mm długości.
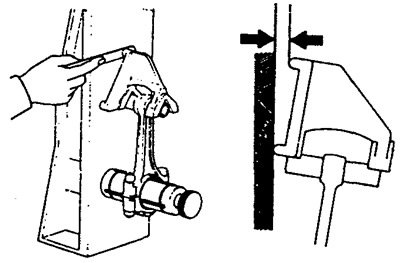
Maksymalny skręt 0,15 mm na 100 mm długości.
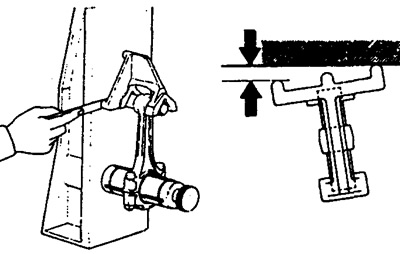
Jeśli zgięcie lub skręcenie przekracza maksymalną dopuszczalną wartość, wymień korbowód.
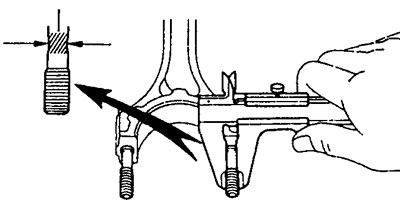
B. Za pomocą suwmiarki zmierz średnicę śruby.
- Średnica nominalna - 8,40 - 8,60 mm
- Minimalna średnica - 8,20 mm
Jeśli średnica jest mniejsza niż minimalna dopuszczalna wartość, wymień śrubę korbowodu.
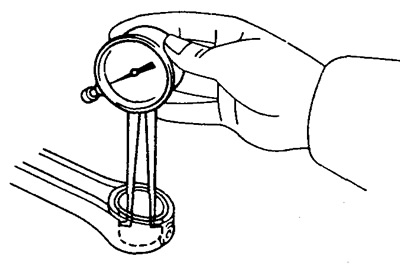
B. Sprawdź luz sworznia tłokowego - górna głowica korbowodu.
A) Za pomocą czujnika zegarowego zmierz wewnętrzną średnicę tulei korbowodu.
Średnica wewnętrzna rękawa:
- Silnik 2L - 27.008 - 27.020mm
- Silnik 3L - 29.008 - 29.020mm
B) Za pomocą mikrometru zmierzyć średnicę sworznia tłokowego.
Średnica sworznia tłokowego:
- Silnik 2L - 27.000 - 27.012mm
- Silnik 3L - 29.000 -29.012mm
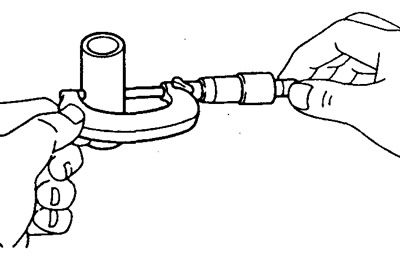
V) Odjąć pomiar średnicy sworznia tłokowego od pomiaru średnicy wewnętrznej tulei.
- Luz nominalny - 0,004 -0,012 mm
- Maksymalny prześwit - 0,05 mm
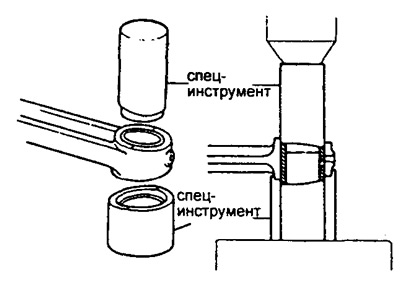
7. W razie potrzeby wymień tuleje korbowodu.
A. Zdejmij tuleje korbowodu. Za pomocą narzędzia i prasy wyciśnij tuleję.
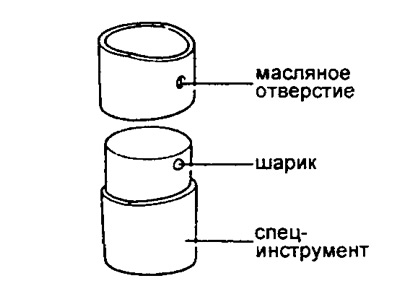
B. Zamontować nowe tuleje korbowodu.
A) Za pomocą okrągłego pilnika delikatnie spiłuj wszelkie nierówności na górnym końcu korbowodu.
B) Zamontować tuleję na narzędziu tak, aby kulka narzędzia weszła w otwór w tulei.
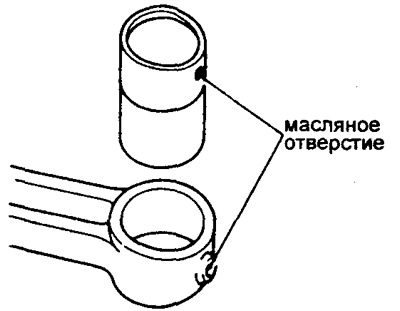
V) Wyrównaj otwory smarowe tulei i korbowodu.
G) Za pomocą narzędzia i prasy wciśnij tuleję.
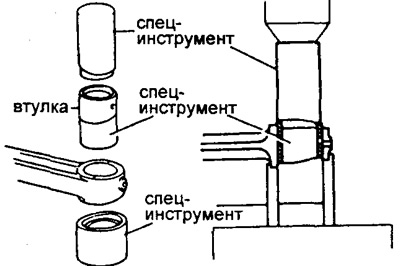
D) Za pomocą szlifierki do sworzni tłokowych wygładź tuleję, aż do uzyskania nominalnego luzu między tuleją a sworzniem tłokowym (patrz wyżej).
mi) Sprawdź dopasowanie sworznia tłokowego w temperaturze pokojowej. Pokryj sworzeń tłoka olejem silnikowym, a następnie wciśnij go kciukiem w tuleję korbowodu.
