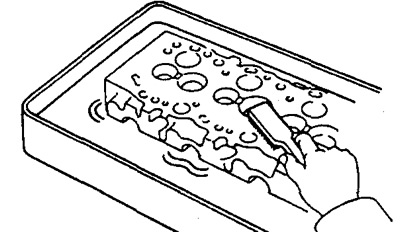
A) Okrećući radilicu, dovedite svaki klip redom do TDC-a. Pomoću strugala uklonite naslage ugljika s dna svakog klipa.
b) Uklonite sav materijal za brtvljenje s spojne površine bloka cilindra.
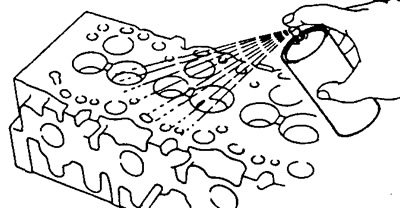
V) Komprimiranim zrakom uklonite ostatke brtve, ulje i vodu s površina i rupa u bloku.
Upozorenje: Koristite zaštitne naočale tijekom ovog postupka.
2. Pomoću strugala uklonite sav materijal brtve s kontaktne ravnine razvodnika i glave cilindra.
Upozorenje: Morate paziti da ne ogrebete površine.
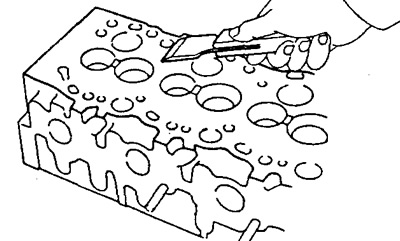
3. Pomoću žičane četke uklonite sve naslage iz komora za izgaranje.
Upozorenje: Morate paziti da ne ogrebete spojnu površinu.
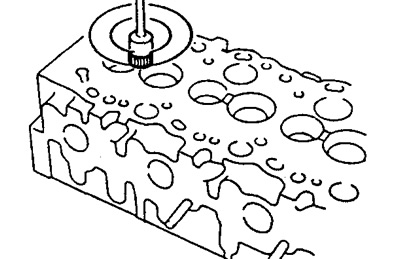
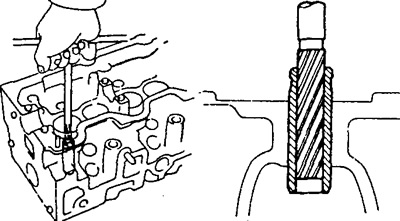
4. Pomoću četke za vodilicu ventila i otapala očistite sve vodilice ventila.
5. Temeljito očistite glavu motora mekom četkom i otapalom.
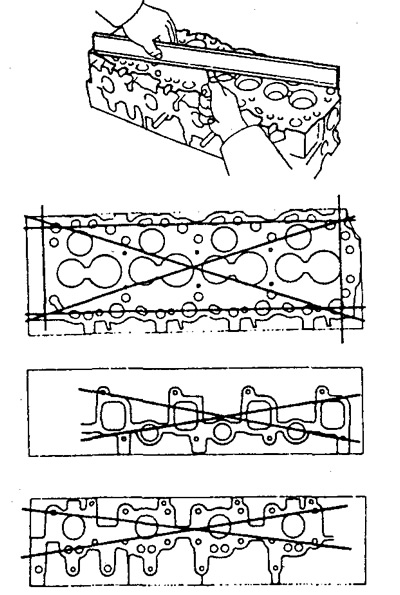
6. Provjerite iskrivljenost zavarenih površina glave cilindra koristeći precizno ravnalo i mjerač.
- Najveća dopuštena neravnina je 0,20 mm
7. Koristeći penetrirajuću boju, provjerite ima li pukotina u komorama za izgaranje, usisnim i ispušnim otvorima, gornjoj i donjoj površini glave.
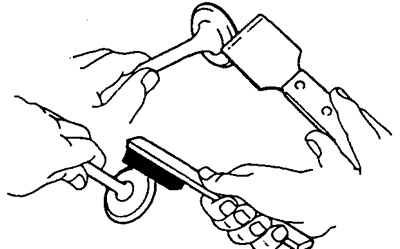
8. Očistite ventile.
A) Pomoću strugala ostružite postojeću čađu s ploče ventila.
b) Koristeći žičanu četku, temeljito očistite ventil.
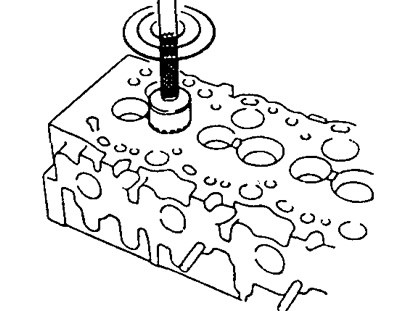
9. Provjerite stanje jezgri ventila i usmjernih čepova.
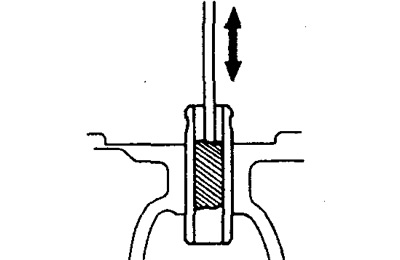
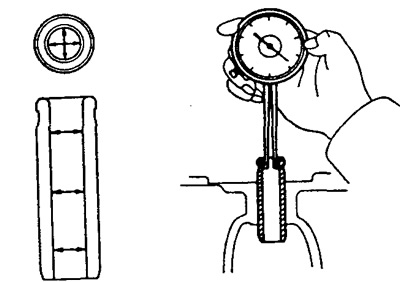
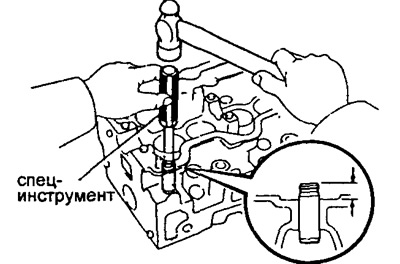
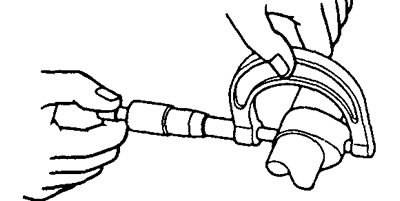
A) Pomoću unutarnjeg mjerača izmjerite unutarnji promjer vodilica ventila kao što je prikazano na slici.
- Unutarnji promjer - 8,01- 8,03 mm
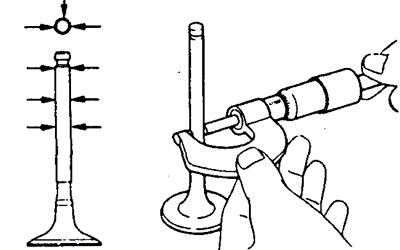
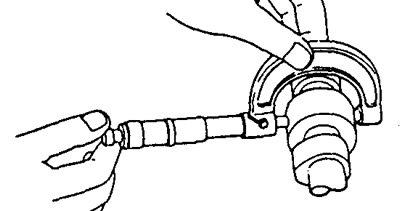
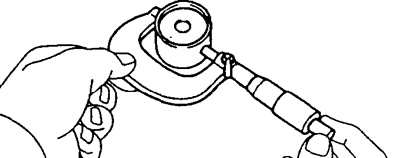
b) Pomoću mikrometra izmjerite promjer stabla ventila.
Promjer stabla ventila:
- Usis - 7.975-7.990 mm
- Gradacija - 7.960-7.975 mm
V) Oduzmite promjer stabla ventila od izmjerenog promjera provrta vodilice ventila.
Nazivni razmak:
- Ulazni ventil - 0,020-0,055 mm
- Ispušni ventil - 0,035- 0,070 mm
Najveći dopušteni razmak:
- Ulazni ventil - 0,08 mm
- Ispušni ventil - 0,10 mm
Ako razmak premašuje maksimum, zamijenite ventile i čahuru za vođenje.
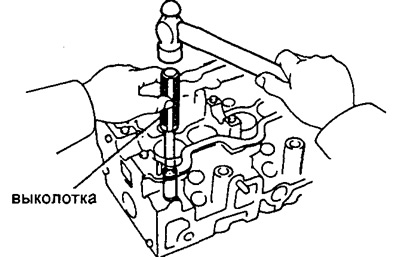
10. Ako je potrebno, zamijenite vodilice ventila.
A) Pomoću udarca i čekića izbijte čahure za vođenje.
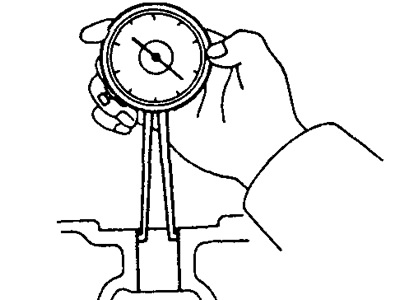
b) Izmjerite rupu u glavi bloka za čahuru za vođenje indikatorskom čeljusti.
V) Odaberite novu vodeću čahuru (nazivna ili veličina popravka).
Ako promjer rupe za čahuru u glavi cilindra prelazi 13,025 mm, strojno obradite rupu na veću veličinu.
- Veličina popravka: 13,054-13,075 mm
Ako promjer rupe za čahuru u glavi cilindra prelazi 13,075 mm, zamijenite glavu bloka.
G) Pomoću posebnog alata i čekića lagano udarite novu vodilicu na mjesto. U tom slučaju, rukavac bi trebao stršati iz glave cilindra za 10,8 -11,2 mm.
d) pomesti (08 mm), obradite unutarnji promjer čahure vodilice kako biste dobili nazivni razmak između čahure vodilice i stabla ventila.
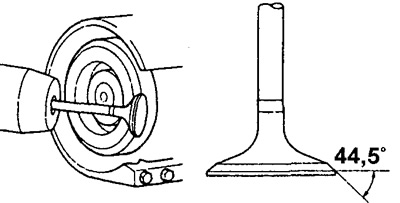
11. Provjera stanja kosina ventila i njihova obnova.
A) Mljevenje bi trebalo biti dovoljno za uklanjanje udubljenja i naslaga.
b) Provjerite točan kut konusa ventila dobivenog brušenjem.
- Nazivni kut - 44,5°
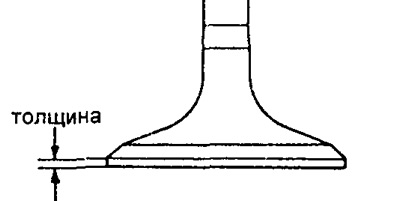
V) Debljina diska povratnog ventila.
Nazivna debljina:
- Ulazni ventil - 1,6 mm
- Ispušni ventil - 1,7 mm
Minimalna debljina:
- Ulazni ventil - 1,1 mm
- Ispušni ventil - 1,2 mm
Ako je debljina lamele ispod minimalne dopuštene vrijednosti, zamijenite ventil.
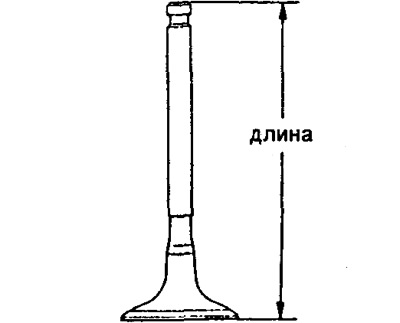
G) Provjerite ukupnu duljinu ventila. Nazivna duljina ventila:
- Usis - 103,29 -103,69 mm
- Gradacija - 103,14 - 103,54 mm
Minimalna duljina ventila:
- Usis - 102,79 mm
- Graduacija - 102,64 mm
Ako je duljina ventila kraća, zamijenite ventil.
d) Provjerite istrošenost čela ventila. Ako postoje znakovi istrošenosti, izbrusite kraj ili zamijenite ventil.
Upozorenje: Brušenje ne smije smanjiti minimalnu dopuštenu ukupnu duljinu ventila.
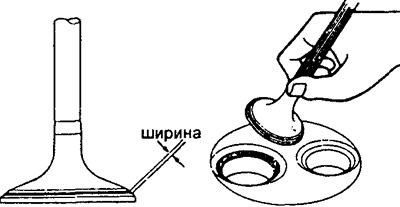
12. Provjerite i očistite sjedišta ventila.
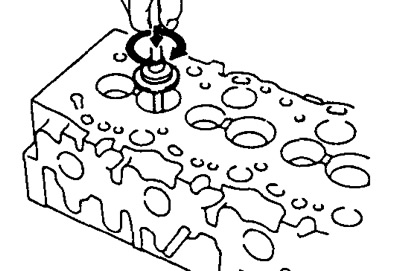
A) Frezoy (45°) očistiti sedla.
b) Sjedište povratnog ventila. Nanesite tanak sloj bijele boje na skošenje ventila. Pritisnite ventil na sjedište. Ne okrećite ventil.
V) Provjerite kontakt između čela ventila i sjedišta:
- Ako je otisak boje ravnomjerno raspoređen po cijelom opsegu prednje strane ventila, tada se os ventila poklapa s osi sjedišta. Ako nije, zamijenite ventil.
- Ako je otisak boje ravnomjerno raspoređen po cijelom opsegu radnog skošenja sjedišta ventila, tada se os vodeće čahure i sjedišta podudaraju. Ako nije, izglodajte sjedalo.
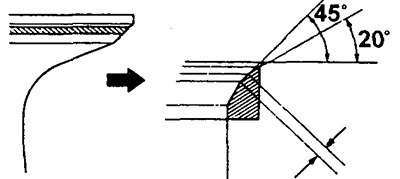
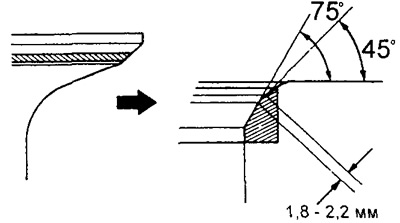
- Pazite da se kontaktna mrlja nalazi na sredini sjedišta ventila i da je široka 1,8 - 2,2 mm.
Ako je širina kontaktnog mjesta izvan navedenih ograničenja, ispravite to na sljedeći način:
Ako je kontaktna mrlja previsoko na sjedištu ventila, upotrijebite rezače od 20°i 45°da ispravite sjedište.
Ako je kontaktna mrlja prenisko na sjedištu ventila, upotrijebite oštrice (75°) i (45°).
G) Prekrijte ventil uz sjedište ventila pastom za prianjanje.
d) Nakon lepljenja, isperite ventil i sjedište ventila.
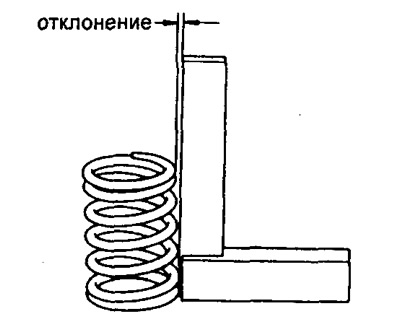
13. Opruge povratnog ventila.
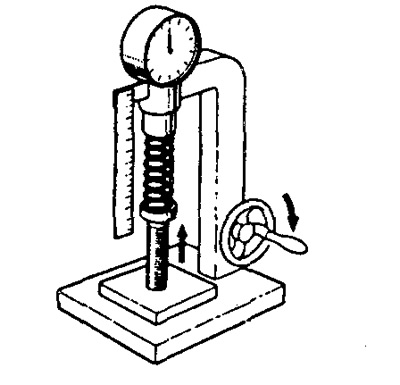
A) Koristeći precizni kutnik, izmjerite neporavnatost opruge ventila.
- Maksimalno odstupanje - 2 mm
Ako je odstupanje više od prihvatljivog, zamijenite oprugu ventila.
b) Pomoću čeljusti izmjerite slobodnu duljinu opruge:
Duljina opruge:
- Sa žutom oznakom - 46,20 mm
- S plavom oznakom - 49,14 mm
Ako duljina opruge nije ispravna, zamijenite oprugu.

V) Pomoću uređaja za ispitivanje opruga izmjerite otklon opruge pod opterećenjem.
- Pod opterećenjem - 301 - 332 N
- Duljina opruge - 37,0 mm
Ako je mjerenje izvan specifikacije, zamijenite oprugu ventila.
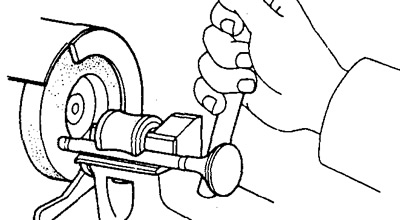
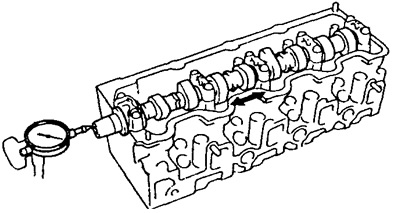
14. Provjerite bregaste osovine i njihove ležajeve.
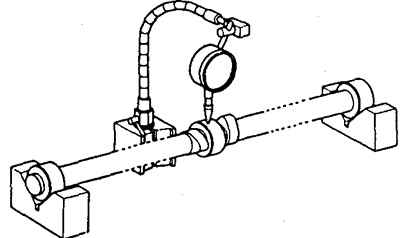
A. Provjerite odstupanje bregastog vratila:
A) Ugradite bregastu osovinu na prizme.
b) Upotrijebite brojčanik za mjerenje odstupanja bregastog vratila duž srednjeg rukavca ležaja.
- Maksimalno dopušteno odstupanje je 0,10 mm
Ako je odstupanje veće od normalnog, zamijenite bregastu osovinu.
B. Provjerite visinu ekscentra:
Nazivna visina brijega:
ulaz
- 2L - 53,45 - 53,47 mm
- 3L - 54,29 - 54,31 mm
Graduacija - 54,99 - 55,01 mm
Najmanja dopuštena visina brijega:
ulaz
- 2L - 53,35 mm
- 3L - 53,79 mm
Graduacija - 54,49 mm
Ako je visina brega manja od minimalne dopuštene vrijednosti, zamijenite bregastu osovinu.
B. Provjerite promjer rukavaca ležaja bregastog vratila pomoću mikrometra.
Nazivna veličina:
- Vrat #1 - 34,969 - 34,985 mm
- Ostatak - 27.969 - 27.985 mm
Veličina popravka br. 1:
- Vrat #1 - 34,844 - 34,860 mm
- Ostatak - 27.844 - 27.860 mm
Veličina popravka br. 2:
- Vrat br. 1 - 34,719-34,735 mm
- Ostatak - 27.719 - 27.735 mm
Ako promjer rukavca ležaja nije točan, izmjerite zazor između rukavca bregastog vratila i ležaja.
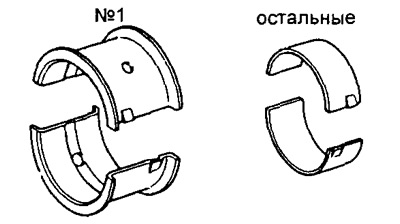
D. Provjerite ljuske ležaja za krhotine i brazde. Ako su slušalice oštećene, zamijenite ih.
D. Provjerite zazor ulja bregastog vratila.
A) Očistite poklopce ležaja i rukavce bregastog vratila.
b) Položite bregastu osovinu na površine ležaja glave cilindra.
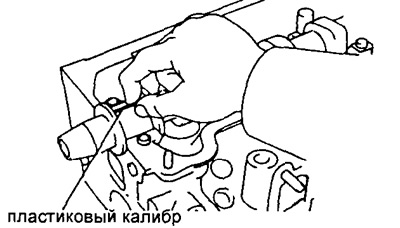
V) Postavite plastični mjerač na svaki rukavac ležaja bregastog vratila.
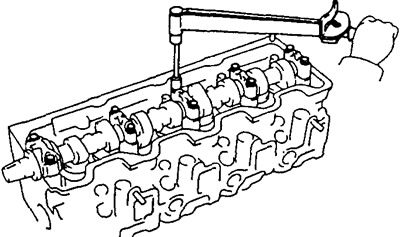
G) Postavite poklopce ležaja i zategnite vijke
- Moment pritezanja - 25 Nm
Preporuka: Ne okrećite bregasto vratilo.
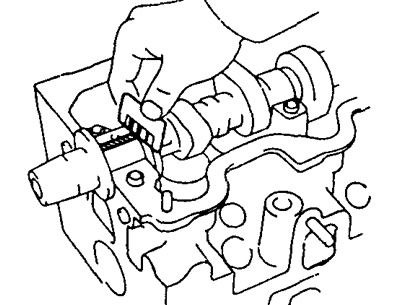
d) Uklonite poklopce ležajeva.
e) Izmjerite mjernu širinu i odredite razmak.
- Nazivni razmak - 0,022-0,074 mm
- Maksimalni razmak - 0,10 mm
Ako zazor ulja premašuje najveću dopuštenu vrijednost, zamijenite ljuske ležaja. Ako je potrebno, brusite ili zamijenite bregasto vratilo.
i) Uklonite sve preostale kalibre.
E. Ako je potrebno, brusite i izbrusite rukavce bregastog vratila na preveliku veličinu. Ugradite nove čahure ležajeva (dimenzije popravka).
G. Provjerite veličinu aksijalnog zazora bregastog vratila.
A) Ugradite bregastu osovinu na mjesto.
b) S indikatorom na brojčaniku izmjerite aksijalni zazor pomicanjem bregastog vratila naprijed-natrag.
- Nazivni aksijalni zazor - 0,080-0,280 mm
- Maksimalni aksijalni razmak - 0,35 mm
Ako aksijalni zazor premašuje najveću dopuštenu vrijednost, tada zamijenite ljusku ležaja br. 1. Ako je potrebno, zamijenite bregasto vratilo.
15. Provjerite stanje gurača ventila i otvora ispod gurača.
A) Izmjerite promjer gurača mikrometrom.
- Promjer potisne šipke: 40,892 - 40,902 mm
b) Izmjerite promjer rupe za podizač u glavi cilindra pomoću indikatora unutarnjeg mjerača.
- Promjer rupe: 40.960 - 40.980 mm
V) Oduzmite izmjereni promjer podizača od izmjerenog promjera provrta.
- Nazivni razmak - 0,058-0,088 mm
- Maksimalni razmak - 0,10 mm
Ako zazor prelazi maksimalnu vrijednost, zamijenite potiskivač. Ako je potrebno, zamijenite glavu bloka.
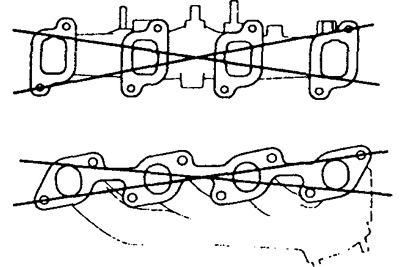
16. Provjerite usisni i ispušni razvodnik. Preciznim ravnalom i mjeračem izmjerite zakrivljenost kontaktnih ravnina usisnog i ispušnog razvodnika.
- Maksimalno savijanje - 0,4 mm
Ako je krivljenje veće od prihvatljivog, zamijenite razvodnik.
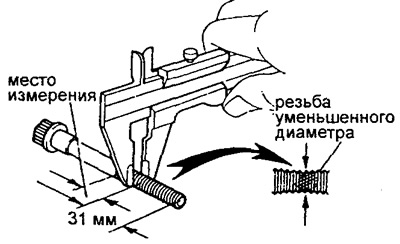
17. Provjerite stanje vijaka glave bloka cilindara.
Pomoću čeljusti izmjerite vanjski promjer navoja na točki najmanjeg promjera.
- Nazivni vanjski promjer - 11,80-12,00 mm
- Minimalni vanjski promjer - 11,60 mm
Ako je vanjski promjer manji od minimalne dopuštene vrijednosti, zamijenite vijak.