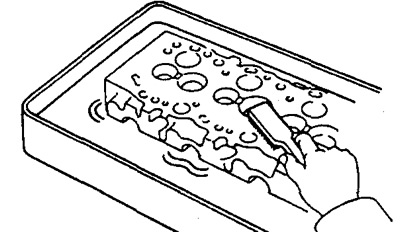
а) Завъртете коляновия вал, приведете всяко бутало последователно до ВМТ. С помощта на скрепер отстранете въглеродните отлагания от дъното на всяко бутало.
b) Отстранете целия уплътнителен материал от свързващата повърхност на блока на цилиндъра.
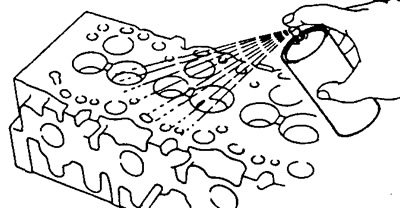
c) Използвайте сгъстен въздух, за да премахнете остатъците от уплътнения, масло и вода от повърхностите и от отворите на блока.
Предупреждение: Използвайте защитни очила за тази операция.
2. С помощта на скрепер отстранете целия уплътнителен материал от контактната равнина на колектора и главата на цилиндъра.
Предупреждение: Трябва да се внимава да не се надраскат повърхности.
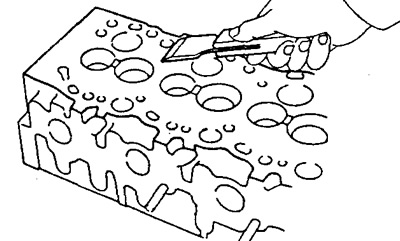
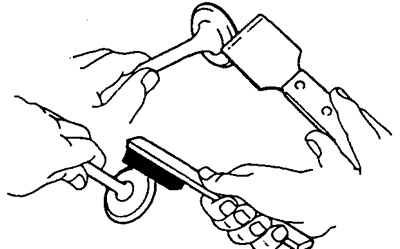
3. С помощта на телена четка отстранете всички отлагания от горивните камери.
Предупреждение: Внимавайте да не надраскате свързващата повърхност.
4. С помощта на четка за водач на клапана и разтворител почистете всички водачи на клапани.
5. Почистете добре главата на цилиндъра с мека четка и разтворител.
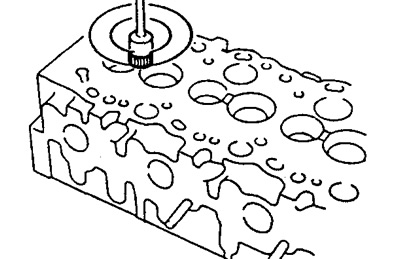
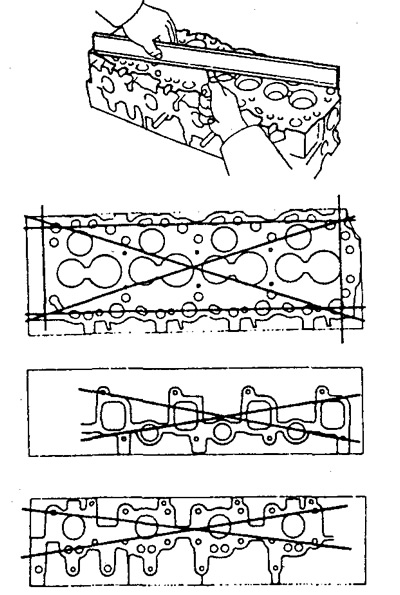
6. Проверете изкривяването на заваръчните повърхности на цилиндровата глава с помощта на прецизна линийка и манометър.
- Максималната допустима неравност е 0,20 mm
7. С помощта на проникваща боя проверете горивните камери, всмукателните и изпускателните отвори, горната и долната повърхност на главата за пукнатини.
8. Почистете клапаните.
а) С помощта на скрепер изстържете всички въглеродни отлагания от диска на клапана.
b) С помощта на телена четка почистете добре клапана.
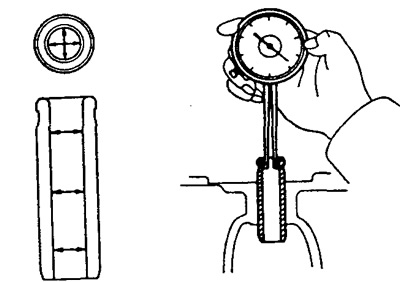
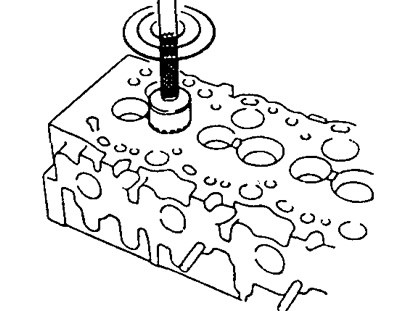
9. Проверете състоянието на сърцевините на клапаните и насочващите тапи.
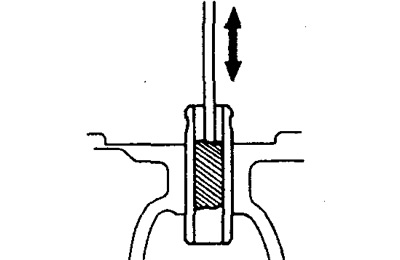
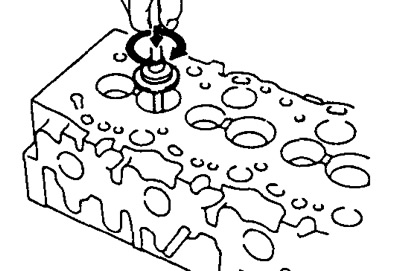
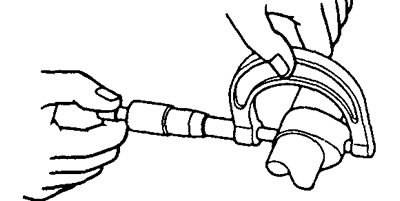
a) С помощта на вътрешен габарит измерете вътрешния диаметър на водачите на клапаните, както е показано на фигурата.
- Вътрешен диаметър - 8.01- 8.03mm
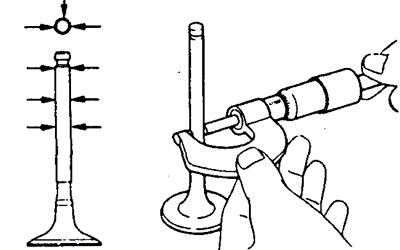
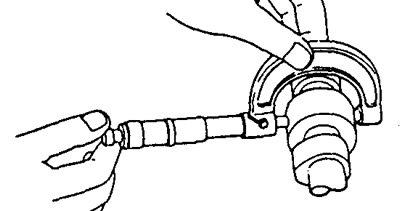
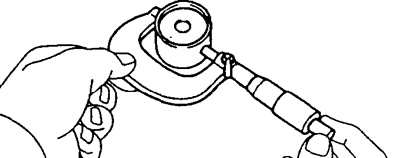
b) С помощта на микрометър измерете диаметъра на стеблото на клапана.
Диаметър на стеблото на клапана:
- Всмукване - 7,975-7,990 мм
- Дипломи - 7,960-7,975 мм
c) Извадете диаметъра на стеблото на клапана от измерения диаметър на водещия отвор на клапана.
Номинален клирънс:
- Входен клапан - 0,020-0,055mm
- Изпускателен клапан - 0,035-0,070 мм
Максимално допустимо разстояние:
- Входен клапан - 0.08mm
- Изпускателен клапан - 0,10мм
Ако пролуката надвишава максималното, сменете клапаните и направляващата втулка.
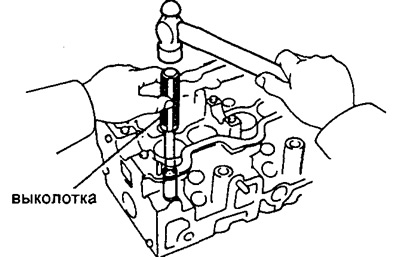
10. Ако е необходимо, сменете водачите на клапаните.
(a) С помощта на перфоратор и чук избийте водещите втулки.
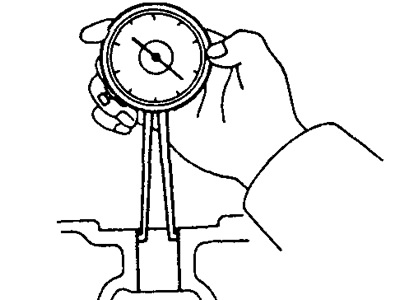
b) Измерете отвора в главата на блока за направляващата втулка с индикатор за вътрешен габарит.
c) Изберете нова направляваща втулка (номинална или извънгабаритна).
Ако диаметърът на отвора за втулката в главата на цилиндъра надвишава 13,025 mm, обработете отвора до големия размер.
- Размер за ремонт: 13,054-13,075 mm
Ако диаметърът на отвора за втулката в главата на цилиндъра надвишава 13,075 mm, сменете главата на блока.
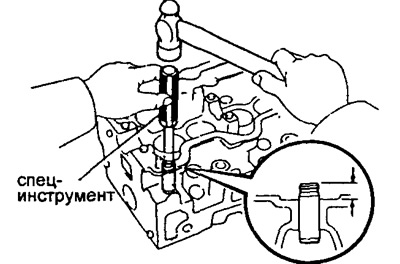
г) С помощта на специалния инструмент и чук леко почукайте новата направляваща втулка на място. В този случай втулката трябва да стърчи от главата на цилиндъра с 10,8 -11,2 мм.
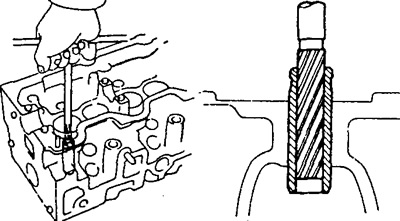
e) С райбер (08 mm), обработвайте вътрешния диаметър на направляващата втулка, докато се получи номиналната хлабина между направляващата втулка и стеблото на клапана.
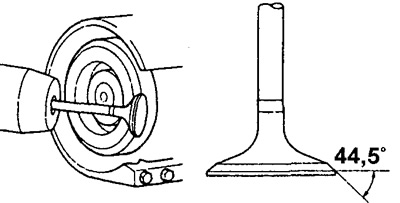
11. Проверка на състоянието на фаските на клапаните и тяхното възстановяване.
а) Смилането трябва да е достатъчно, за да премахне вдлъбнатините и отлаганията.
b) Проверете дали ъгълът на конуса на клапана, получен в резултат на шлайфане, е правилен.
- Номинален ъгъл - 44,5°
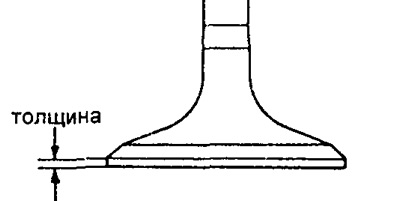
c) Проверете дебелината на диска на клапана.
Номинална дебелина:
- Входен клапан - 1,6мм
- Изпускателен клапан - 1,7мм
Минимална дебелина:
- Входен клапан - 1,1мм
- Изпускателен клапан - 1,2мм
Ако дебелината на тарелката е под минималната допустима стойност, сменете клапана.
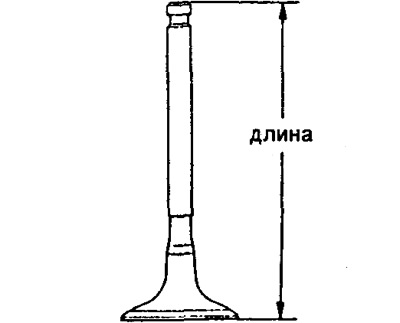
г) Проверете общата дължина на клапана. Номинална дължина на клапана:
- Всмукване - 103,29 -103,69 мм
- Дипломи - 103,14 - 103,54 мм
Минимална дължина на клапана:
- Вход - 102,79 мм
- Дипломиране - 102,64 мм
Ако дължината на клапана е по-къса, сменете клапана.
e) Проверете повърхността на клапана за износване. Ако има признаци на износване, шлайфайте края или сменете клапана.
Предупреждение: Смилането не трябва да намалява минималната допустима обща дължина на клапана.
12. Проверете и почистете седалките на клапаните.
a) Почистете седалките с нож (45°).
b) Седалката на обратния клапан. Нанесете тънък слой бяло върху фаската на клапана. Натиснете клапана към седалката. Не завъртайте клапана.
в) Проверете контакта между челото на клапана и седлото:
- Ако мастилният отпечатък е разположен равномерно по цялата обиколка на лицето на клапана, тогава оста на клапана съвпада с оста на седлото. Ако не, сменете клапана.
- Ако отпечатъкът на мастилото е равномерно разпределен по цялата обиколка на лицето на седлото на клапана, тогава оста на водещата втулка и седлото съвпадат. Ако не, фрезовайте седалката.
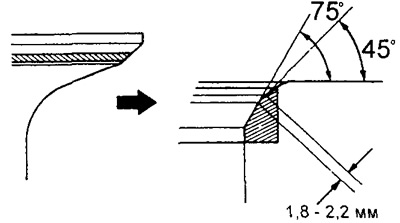
- Уверете се, че контактната петна е в средата на седлото на клапана и е широка 1,8 - 2,2 мм.
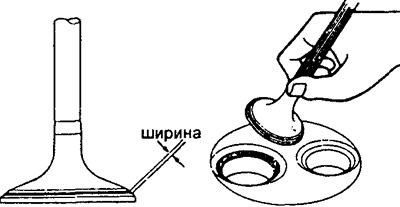
Ако ширината на контактната петна е извън посочените граници, коригирайте я, както следва:
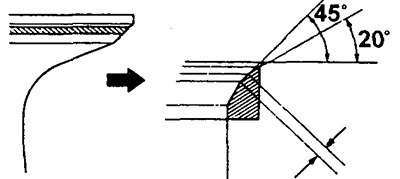
Ако контактното петно е твърде високо на седлото на клапана, използвайте 20° и 45° резци, за да коригирате седлото.
Ако контактното петно е твърде ниско на седлото на клапана, използвайте ножове (75°) и (45°).
г) Залепете клапана към седлото на клапана с паста за шлифоване.
e) След приливане, промийте клапана и седлото на клапана.
13. Проверете пружините на клапаните.
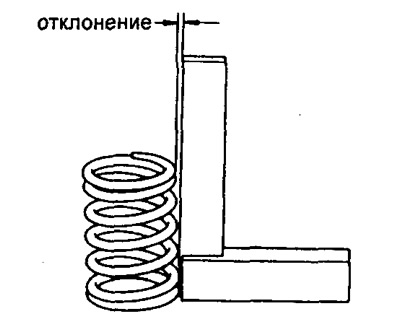
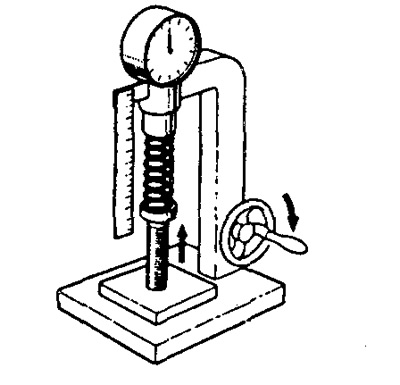
(a) Използвайки прецизен квадрат, измерете отклонението на пружината на клапана.
- Максимално отклонение 2 мм
Ако отклонението е повече от приемливо, сменете пружината на клапана.
b) С помощта на шублер измерете свободната дължина на пружината:
Дължина на пружината:
- Жълта марка - 46,20 мм
- Синя точка - 49,14 мм
Ако дължината на пружината не е правилна, сменете пружината.

c) С помощта на тестер за пружини измерете отклонението на пружината под товар.
- При натоварване - 301 - 332 N
- Дължина на пружината - 37,0 мм
Ако измерването е извън спецификациите, сменете пружината на клапана.
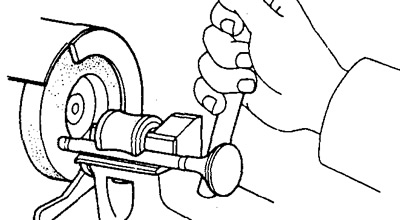
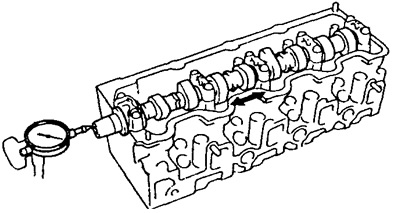
14. Проверете разпределителните валове и техните лагери.
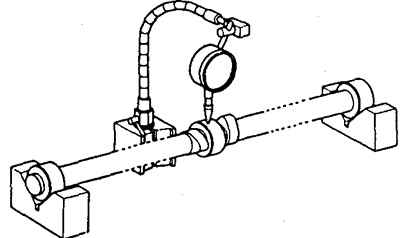
A. Проверете изтичането на разпределителния вал:
а) Монтирайте разпределителния вал върху клиновете.
b) Използвайте индикатор с циферблат, за да измерите биене на разпределителния вал по протежение на средната шейна на лагера.
- Максималното допустимо изтичане е 0,10 mm
Ако биене е по-голямо от нормалното, сменете разпределителния вал.
B. Проверете височината на гърбиците:
Номинална височина на гърбицата:
вход
- 2L - 53,45 - 53,47mm
- 3L – 54,29 – 54,31 mm
Градуировка - 54,99 - 55,01 мм
Минимално допустима височина на гърбицата:
вход
- 2L - 53,35mm
- 3L – 53,79 мм
Градуировка - 54,49 мм
Ако височината на гърбиците е по-малка от минималната допустима стойност, сменете разпределителния вал.
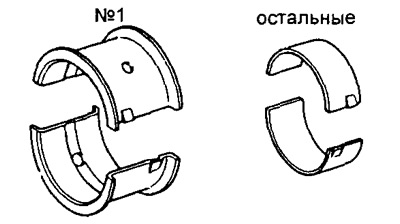
B. Проверете диаметъра на шейните на лагера на разпределителния вал с помощта на микрометър.
Номинален размер:
- Шия №1 - 34,969 - 34,985 мм
- Останалите са 27,969 - 27,985 mm
Ремонтен размер №1:
- Шия №1 - 34,844 - 34,860 мм
- Останалите са 27,844 - 27,860 mm
Ремонтен размер № 2:
- Шия №1 - 34,719-34,735 мм
- Останалите са 27,719 - 27,735 mm
Ако диаметърът на шейната на лагера не е правилен, измерете хлабината между шейната на разпределителния вал и лагера.
D. Проверете черупките на лагера за счупване и нарязване. Ако наушниците са повредени, сменете ги.
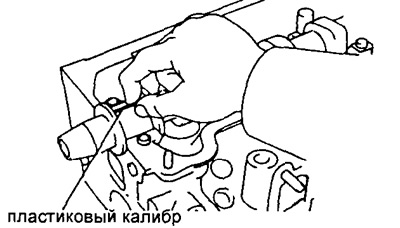
D. Проверете хлабината на маслото на разпределителния вал.
(a) Почистете капачките на лагерите и лагерите на разпределителния вал.
b) Поставете разпределителния вал върху лагерните повърхности на главата на цилиндъра.
c) Поставете пластмасов габарит на всеки лагер на разпределителния вал.
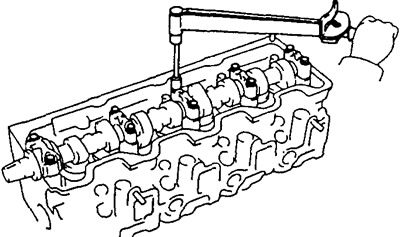
d) Поставете капачките на лагерите и затегнете монтажните болтове
- Момент на затягане 25 Nm
Препоръка: Не завъртайте разпределителния вал.
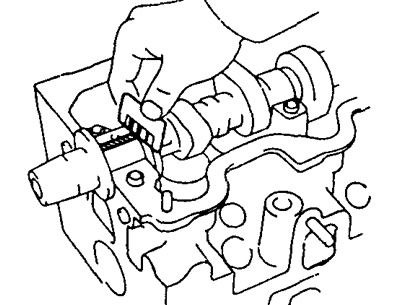
д) Отстранете капачките на лагерите.
д) Измерете ширината на габаритите и определете пролуката.
- Номинална хлабина - 0,022-0,074 мм
- Максималното разстояние е 0,10 mm
Ако луфтът на маслото надвишава максимално допустимата стойност, сменете черупките на лагера. Ако е необходимо, шлайфайте или сменете разпределителния вал.
g) Отстранете останалите измервателни уреди.
E. Ако е необходимо, шлайфайте и хонингирайте лафите на разпределителния вал до големи размери. Установете нови свободни листа на лагери на шийките (ремонтни размери).
G. Проверете размера на аксиалния люфт на разпределителния вал.
а) Поставете обратно разпределителния вал.
b) С индикатор със стрелка измерете аксиалния хлабина, като преместите разпределителния вал напред-назад.
- Номинална аксиална хлабина - 0,080-0,280 mm
- Максималният аксиален луфт е 0,35 mm
Ако аксиалната хлабина надвишава максимално допустимата стойност, тогава сменете корпуса на лагера № 1. Ако е необходимо, сменете разпределителния вал.
15. Проверете състоянието на тласкачите на клапаните и отворите под тласкачите.
а) Измерете диаметъра на тръбопровода с микрометър.
- Диаметър на буталото: 40,892 - 40,902 mm
b) Измерете диаметъра на отвора на тръбопровода в главата на цилиндъра с индикатор за вътрешен габарит.
- Диаметър на отвора: 40,960 - 40,980 mm
в) Извадете измерения диаметър на отвора от измервания диаметър на отвора.
- Номинална хлабина - 0,058-0,088 мм
- Максималното разстояние е 0,10 mm
Ако хлабината надвишава максималната стойност, сменете тласкача. Ако е необходимо, сменете главата на блока.
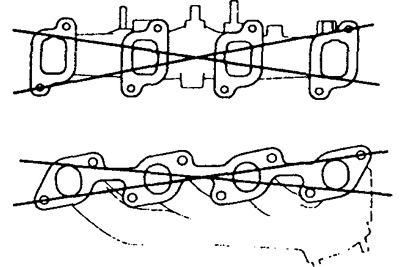
16. Проверете всмукателните и изпускателните колектори. С прецизна линийка и щуп измерете изкривяването на контактните равнини на всмукателния и изпускателния колектор.
- 0,4 mm максимално изкривяване
Ако деформацията е по-голяма от допустимата, сменете колектора.
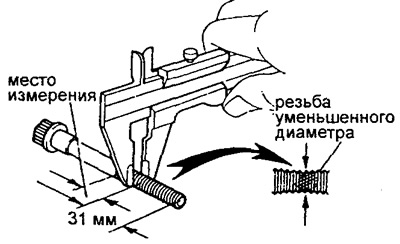
17. Проверете състоянието на болтовете на главата на блока на цилиндрите.
С помощта на шублер измерете външния диаметър на резбата в точката на най-малкия диаметър.
- Номинален външен диаметър - 11,80-12,00 mm
- Минимален външен диаметър 11,60 mm
Ако външният диаметър е по-малък от минималната допустима стойност, сменете болта.