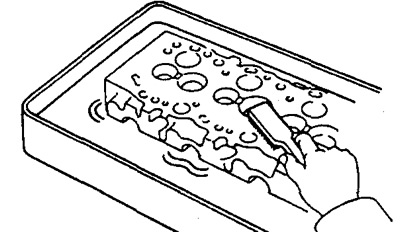
A) Otočením kľukového hriadeľa uveďte každý piest v poradí do hornej úvrati. Pomocou škrabky odstráňte karbónové usadeniny zo spodnej časti každého piesta.
b) Odstráňte všetok tesniaci materiál zo spojovacieho povrchu bloku valcov.
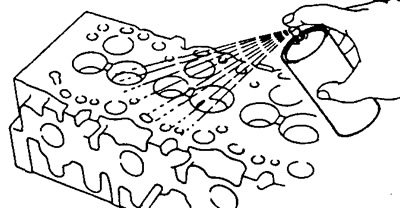
V) Na odstránenie zvyškov tesnenia, oleja a vody z povrchov a otvorov v bloku použite stlačený vzduch.
Upozornenie: Počas tejto operácie používajte ochranné okuliare.
2. Pomocou škrabky odstráňte všetok materiál tesnenia z kontaktnej roviny rozdeľovača a hlavy valcov.
Upozornenie: Je potrebné dávať pozor, aby ste nepoškriabali povrchy.
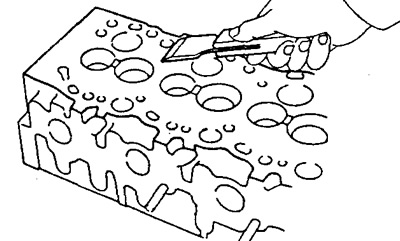
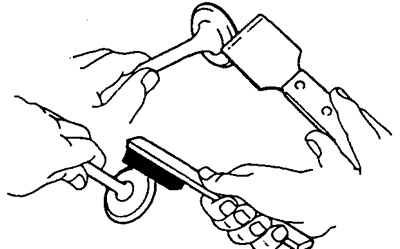
3. Pomocou drôtenej kefy odstráňte všetky usadeniny zo spaľovacích komôr.
Upozornenie: Je potrebné dávať pozor, aby ste nepoškriabali spojovací povrch.
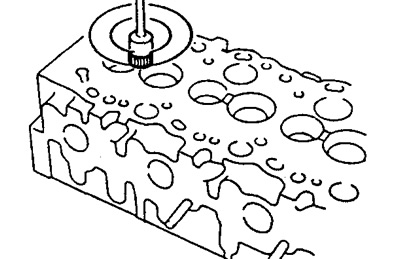
4. Pomocou kefy na vedenie ventilu a rozpúšťadla vyčistite všetky vodidlá ventilov.
5. Dôkladne vyčistite hlavu valca pomocou mäkkej kefy a rozpúšťadla.
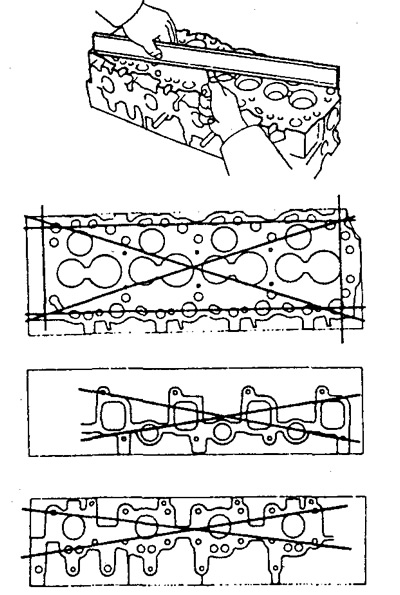
6. Skontrolujte deformáciu zvarových plôch hlavy valcov pomocou presného pravítka a škárovej mierky.
- Maximálna povolená nerovnosť je 0,20 mm
7. Pomocou penetračného farbiva skontrolujte spaľovacie komory, sacie a výfukové otvory, horný a spodný povrch hlavy, či nie sú prasknuté.
8. Vyčistite ventily.
A) Pomocou škrabky zoškrabte existujúce sadze z dosky ventilu.
b) Pomocou drôtenej kefy dôkladne vyčistite ventil.
9. Skontrolujte stav jadier ventilov a smerových zátok.
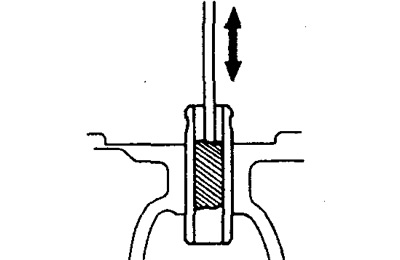
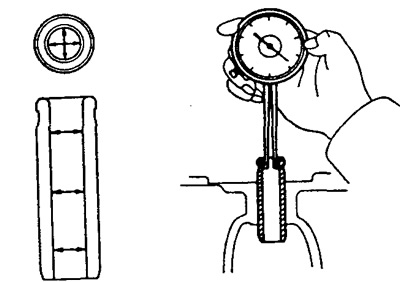
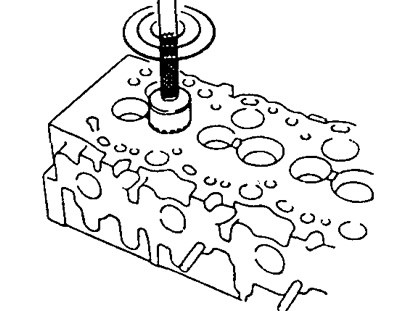
A) Pomocou vnútorného meradla zmerajte vnútorný priemer vodidiel ventilov, ako je znázornené na obrázku.
- Vnútorný priemer - 8,01- 8,03 mm
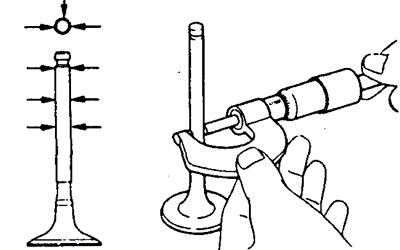
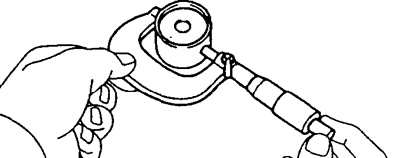
b) Pomocou mikrometra zmerajte priemer drieku ventilu.
Priemer drieku ventilu:
- Nasávanie - 7,975-7,990 mm
- Delenie - 7,960-7,975 mm
V) Odčítajte priemer drieku ventilu od nameraného priemeru vodiaceho otvoru ventilu.
Menovitá klírens:
- Vstupný ventil - 0,020-0,055 mm
- Výfukový ventil - 0,035- 0,070mm
Maximálna povolená vzdialenosť:
- Vstupný ventil - 0,08mm
- Výfukový ventil - 0,10mm
Ak medzera presahuje maximum, vymeňte ventily a vodiace puzdro.
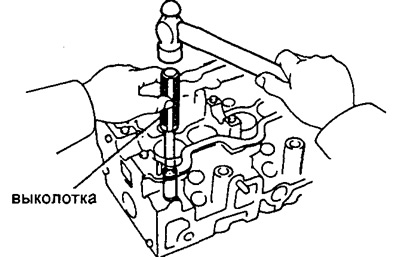
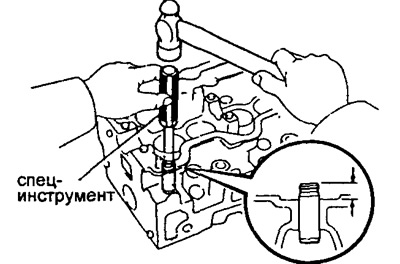
10. V prípade potreby vymeňte vodidlá ventilov.
A) Pomocou razidla a kladiva vyrazte vodiace puzdrá.
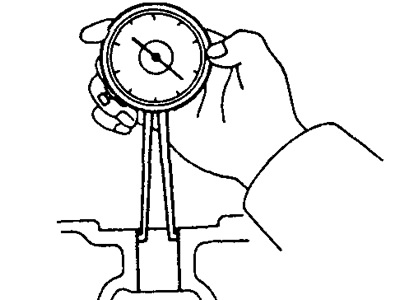
b) Odmerajte otvor v hlave bloku pre vodiacu objímku pomocou meradla.
V) Vyberte nové vodiace puzdro (nominálna alebo opravná veľkosť).
Ak priemer otvoru pre objímku v hlave valca presiahne 13,025 mm, otvor opracte na nadrozmer.
- Veľkosť opravy: 13,054-13,075 mm
Ak priemer otvoru pre objímku v hlave valca presiahne 13,075 mm, vymeňte hlavu bloku.
G) Pomocou špeciálneho nástroja a kladiva zľahka poklepte na nové vodiace puzdro na miesto. V tomto prípade by puzdro malo vyčnievať z hlavy valca o 10,8 - 11,2 mm.
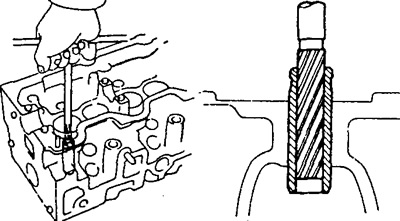
d) pozametať (08 mm), opracte vnútorný priemer vodiaceho puzdra, aby ste získali menovitú vôľu medzi vodiacim puzdrom a driekom ventilu.
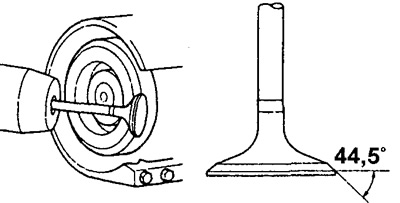
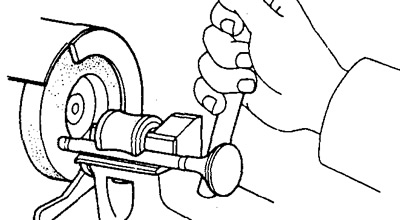
11. Kontrola stavu skosenia chlopní a ich obnova.
A) Brúsenie by malo stačiť na odstránenie priehlbín a usadenín.
b) Skontrolujte správny uhol kužeľa ventilu získaný brúsením.
- Nominálny uhol - 44,5°
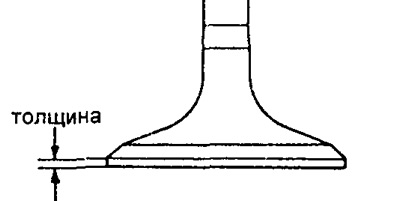
V) Skontrolujte hrúbku kotúča ventilu.
Nominálna hrúbka:
- Vstupný ventil - 1,6 mm
- Výfukový ventil - 1,7 mm
Minimálna hrúbka:
- Vstupný ventil - 1,1 mm
- Výfukový ventil - 1,2 mm
Ak je hrúbka taniera pod minimálnou povolenou hodnotou, vymeňte ventil.
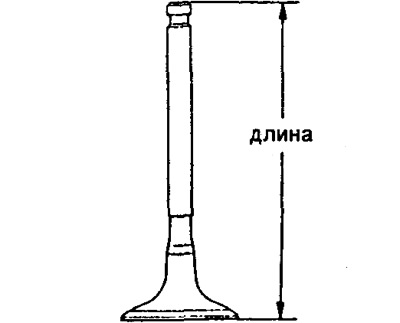
G) Skontrolujte celkovú dĺžku ventilu. Menovitá dĺžka ventilu:
- Nasávanie - 103,29 -103,69 mm
- Delenie - 103,14 - 103,54 mm
Minimálna dĺžka ventilu:
- Nasávanie - 102,79 mm
- Delenie - 102,64 mm
Ak je dĺžka ventilu kratšia, vymeňte ventil.
d) Skontrolujte opotrebovanie čela ventilu. Ak sa objavia známky opotrebovania, prebrúste koniec alebo vymeňte ventil.
Upozornenie: Brúsením sa nesmie zmenšiť minimálna prípustná celková dĺžka ventilu.
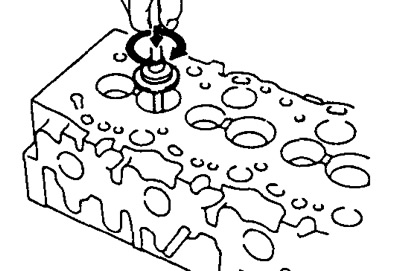
12. Skontrolujte a vyčistite sedlá ventilov.
A) Frezoy (45°) vyčistite sedlá.
b) Skontrolujte sedlo ventilu. Naneste tenkú vrstvu bielej na skosenie ventilu. Stlačte ventil proti sedlu. Neotáčajte ventilom.
V) Skontrolujte kontakt medzi čelom ventilu a sedlom:
- Ak je odtlačok farby rovnomerne rozložený po celom obvode čela ventilu, potom sa os ventilu zhoduje s osou sedla. Ak nie, vymeňte ventil.
- Ak je odtlačok farby rovnomerne rozložený po celom obvode pracovného skosenia sedla ventilu, potom sa os vodiaceho puzdra a sedla zhodujú. Ak nie, vyfrézujte sedadlo.
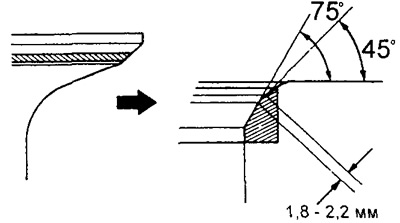
- Uistite sa, že kontaktná plocha je umiestnená v strede sedla ventilu a je široká 1,8 - 2,2 mm.
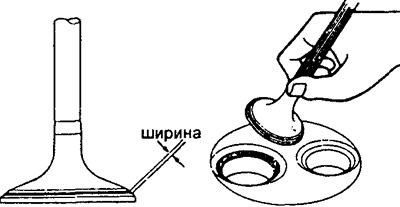
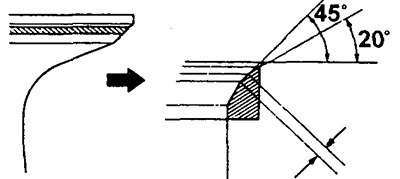
Ak je šírka kontaktnej plochy mimo špecifikovaných limitov, opravte ju nasledovne:
Ak je kontaktná plocha na sedle ventilu príliš vysoko, použite na opravu sedla 20°a 45°frézy.
Ak je kontaktná plocha príliš nízko na sedle ventilu, použite otrepy (75°) A (45°).
G) Prilepte ventil proti sedlu ventilu lapovacou pastou.
d) Po lapovaní prepláchnite ventil a sedlo ventilu.
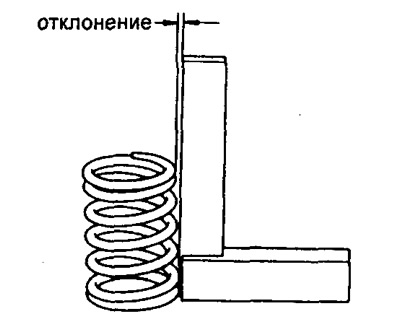
13. Skontrolujte pružiny ventilov.
A) Pomocou presného štvorca zmerajte vychýlenie ventilovej pružiny.
- Maximálna odchýlka - 2 mm
Ak je odchýlka väčšia ako prijateľná, vymeňte pružinu ventilu.
b) Pomocou posuvného meradla zmerajte voľnú dĺžku pružiny:
Dĺžka pružiny:
- So žltou značkou - 46,20 mm
- S modrou značkou - 49,14 mm
Ak dĺžka pružiny nie je správna, vymeňte pružinu.

V) Pomocou testeru pružín zmerajte priehyb pružiny pri zaťažení.
- Pri zaťažení - 301 - 332 N
- Dĺžka pružiny - 37,0 mm
Ak je meranie mimo špecifikácie, vymeňte pružinu ventilu.
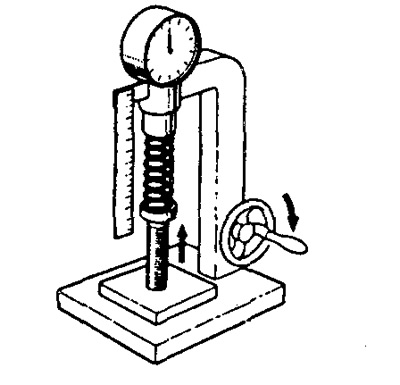
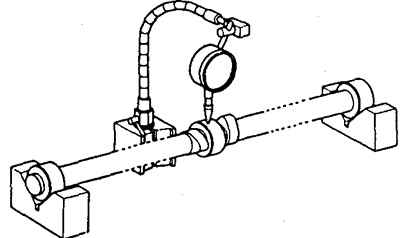
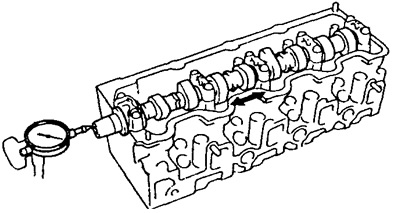
14. Skontrolujte vačkové hriadele a ich ložiská.
A. Skontrolujte hádzanie vačkového hriadeľa:
A) Namontujte vačkový hriadeľ na hranoly.
b) Použite číselník na meranie hádzania vačkového hriadeľa pozdĺž stredného ložiskového čapu.
- Maximálne povolené hádzanie je 0,10 mm
Ak je hádzanie väčšie ako normálne, vymeňte vačkový hriadeľ.
B. Skontrolujte výšku vačiek:
Nominálna výška vačky:
prívod
- 2L - 53,45 - 53,47 mm
- 3L - 54,29 - 54,31 mm
Delenie - 54,99 - 55,01 mm
Minimálna povolená výška vačky:
prívod
- 2L - 53,35 mm
- 3L - 53,79 mm
Delenie - 54,49 mm
Ak je výška vačiek menšia ako minimálna povolená hodnota, vymeňte vačkový hriadeľ.
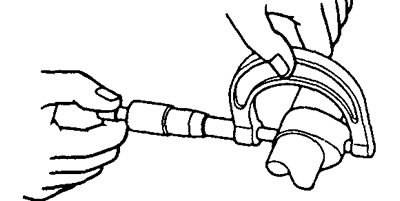
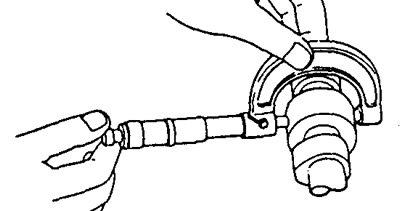
B. Skontrolujte priemer čapov ložísk vačkového hriadeľa pomocou mikrometra.
Nominálna veľkosť:
- Krk #1 - 34,969 - 34,985 mm
- Zvyšok - 27,969 - 27,985 mm
Veľkosť opravy č.1:
- Krk #1 - 34,844 - 34,860 mm
- Zvyšok - 27,844 - 27,860 mm
Veľkosť opravy č.2:
- Krk č.1 - 34,719-34,735 mm
- Zvyšok - 27,719 - 27,735 mm
Ak priemer čapu ložiska nie je správny, zmerajte vôľu medzi čapom vačkového hriadeľa a ložiskom.
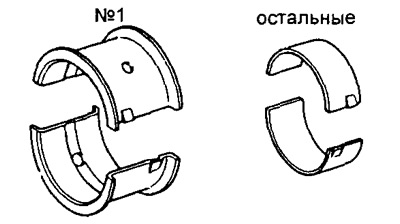
D. Skontrolujte ložiskové panvy, či na nich nie sú triesky a ryhy. Ak sú slúchadlá poškodené, vymeňte ich.
D. Skontrolujte vôľu oleja vačkového hriadeľa.
A) Vyčistite veká ložísk a čapy vačkového hriadeľa.
b) Položte vačkový hriadeľ na dosadacie plochy hlavy valcov.
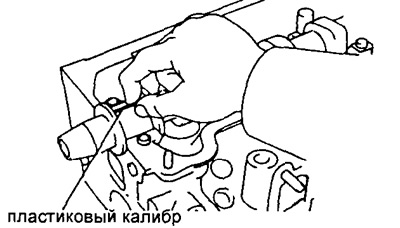
V) Umiestnite plastovú mierku na každý čap ložiska vačkového hriadeľa.
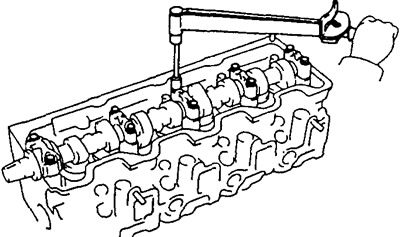
G) Nainštalujte kryty ložísk a utiahnite skrutky
- Uťahovací moment - 25 Nm
Odporúčanie: Neotáčajte vačkovým hriadeľom.
d) Odstráňte kryty ložísk.
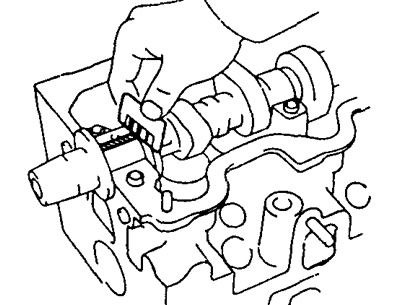
e) Zmerajte šírku meradla a určite medzeru.
- Menovitá vôľa - 0,022-0,074 mm
- Maximálna vôľa - 0,10 mm
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, potom vymeňte ložiskové panvy. V prípade potreby prebrúste alebo vymeňte vačkový hriadeľ.
a) Odstráňte všetky zostávajúce kalibre.
E. V prípade potreby vybrúste a vyhonujte čapy vačkového hriadeľa na nadmernú veľkosť. Nainštalujte nové panvy otočných ložísk (rozmery opravy).
G. Skontrolujte veľkosť axiálnej vôle vačkového hriadeľa.
A) Nainštalujte vačkový hriadeľ na miesto.
b) Pomocou číselníka zmerajte axiálnu vôľu pohybom vačkového hriadeľa tam a späť.
- Menovitá axiálna vôľa - 0,080-0,280 mm
- Maximálna axiálna vôľa - 0,35 mm
Ak axiálna vôľa prekročí maximálnu povolenú hodnotu, potom vymeňte ložiskovú panvu č. 1. V prípade potreby vymeňte vačkový hriadeľ.
15. Skontrolujte stav posúvačov ventilov a otvorov pod posúvačmi.
A) Zmerajte priemer posúvača pomocou mikrometra.
- Priemer tlačnej tyče: 40,892 - 40,902 mm
b) Zmerajte priemer otvoru pre zdvihátko v hlave valca pomocou vnútorného ukazovateľa.
- Priemer otvoru: 40,960 - 40,980 mm
V) Odčítajte nameraný priemer zdvihátka od nameraného priemeru otvoru.
- Menovitá vôľa - 0,058-0,088 mm
- Maximálna vôľa - 0,10 mm
Ak vôľa prekročí maximálnu hodnotu, vymeňte posúvač. V prípade potreby vymeňte hlavu bloku.
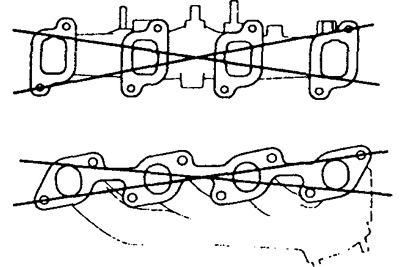
16. Skontrolujte sacie a výfukové potrubie. Pomocou presného pravítka a spáromeru zmerajte deformáciu kontaktných rovín sacieho a výfukového potrubia.
- Maximálna deformácia - 0,4 mm
Ak je deformácia väčšia ako prípustná, vymeňte rozdeľovač.
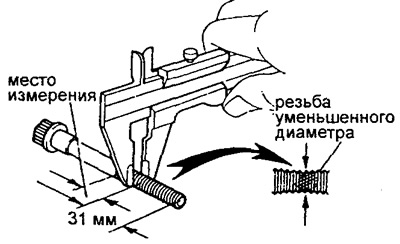
17. Skontrolujte stav skrutiek hlavy bloku valcov.
Pomocou posuvného meradla zmerajte vonkajší priemer závitu v mieste najmenšieho priemeru.
- Menovitý vonkajší priemer - 11,80-12,00 mm
- Minimálny vonkajší priemer - 11,60 mm
Ak je vonkajší priemer menší ako minimálna povolená hodnota, vymeňte skrutku.