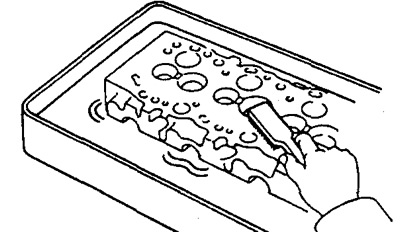
A) Rotiți arborele cotit, aduceți fiecare piston în secvență la PMS. Folosind o racleta, indepartati depunerile de carbon din partea de jos a fiecarui piston.
b) Scoateți tot materialul de garnitură de pe suprafața de îmbinare a blocului cilindric.
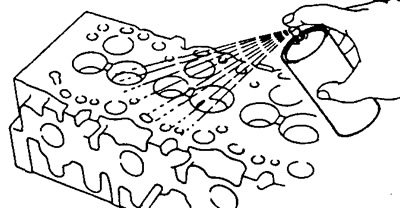
V) Utilizați aer comprimat pentru a îndepărta reziduurile de garnitură, ulei și apă de pe suprafețele și orificiile din bloc.
Avertisment: Folosiți ochelari de protecție în timpul acestei operațiuni.
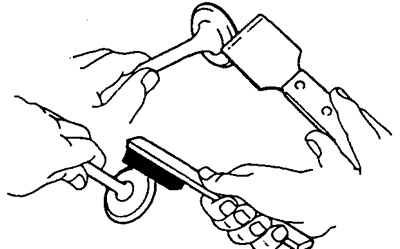
2. Folosind o racletă, îndepărtați tot materialul de garnitură din planul de contact al colectorului și al chiulasei.
Avertisment: Trebuie avut grijă să nu zgâriați suprafețele.
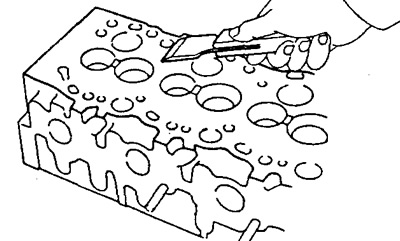
3. Folosind o perie de sârmă, îndepărtați toate depunerile din camerele de ardere.
Avertisment: Trebuie avut grijă să nu zgâriați suprafața de împerechere.
4. Folosind o perie de ghidare a supapelor și un solvent, curățați toate ghidajele supapelor.
5. Curăţaţi bine chiulasa folosind o perie moale şi solvent.
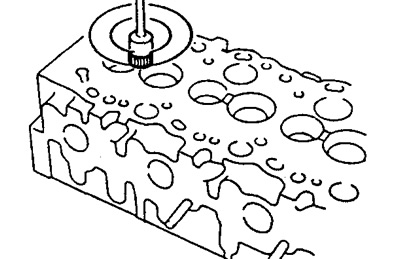
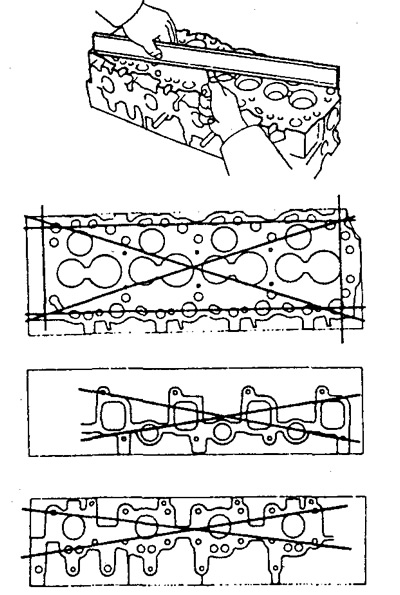
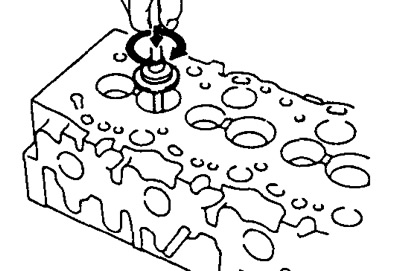
6. Verificați deformarea suprafețelor de sudură a chiulasei folosind o riglă de precizie și un calibre.
- Neplaneitatea maximă admisă este de 0,20 mm
7. Folosind un colorant penetrant, verificați camerele de ardere, orificiile de admisie și evacuare, suprafețele superioare și inferioare ale capului pentru fisuri.
8. Curăţaţi supapele.
A) Folosind o racletă, îndepărtați funinginea existentă de pe placa supapei.
b) Cu o perie de sârmă, curățați bine supapa.
9. Verificați starea miezurilor supapelor și a dopurilor de direcție.
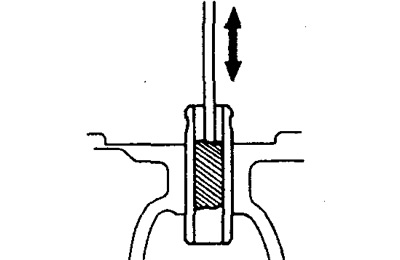
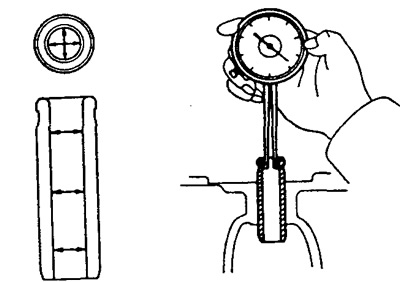
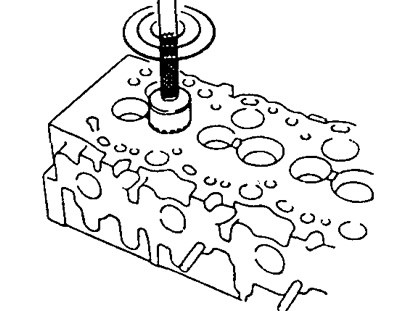
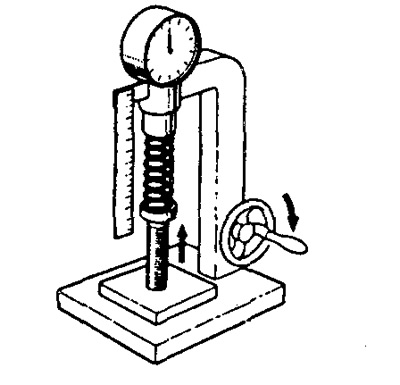
A) Folosind un manometru interior, măsurați diametrul interior al ghidajelor supapei, așa cum se arată în figură.
- Diametru interior - 8,01- 8,03 mm
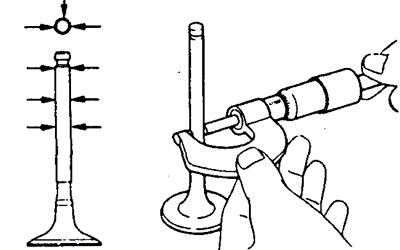
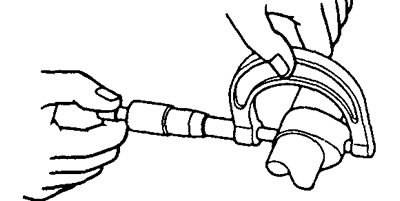
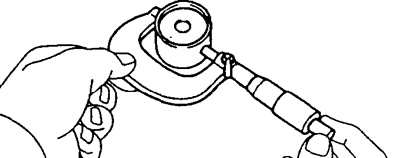
b) Folosind un micrometru, măsurați diametrul tijei supapei.
Diametrul tijei supapei:
- Admisie - 7.975-7.990 mm
- Graduare - 7.960-7.975 mm
V) Scădeți diametrul tijei supapei din diametrul măsurat al orificiului ghidajului supapei.
Clearance nominală:
- Supapă de admisie - 0,020-0,055 mm
- Supapa de evacuare - 0,035- 0,070 mm
Distanța maximă admisă:
- Supapa de admisie - 0,08 mm
- Supapa de evacuare - 0,10 mm
Dacă distanța depășește valoarea maximă, înlocuiți supapele și manșonul de ghidare.
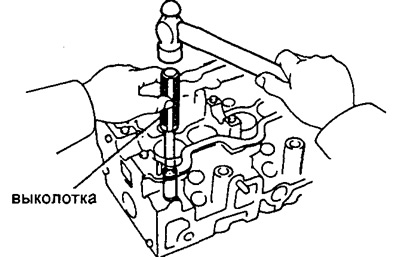
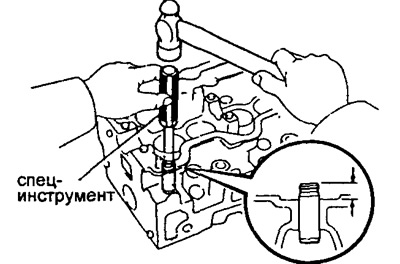
10. Dacă este necesar, înlocuiți ghidajele supapelor.
A) Folosind un pumn și un ciocan, scoateți bucșele de ghidare.
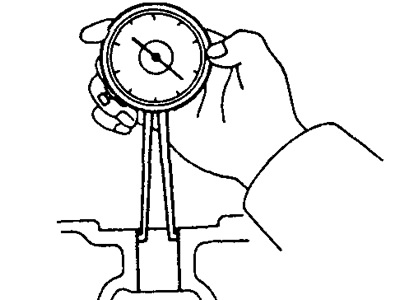
b) Măsurați orificiul din capul blocului pentru manșonul de ghidare cu un șubler indicator.
V) Alegeți o nouă bucșă de ghidare (dimensiunea nominală sau de reparație).
Dacă diametrul orificiului pentru manșonul din chiulasă depășește 13,025 mm, prelucrați orificiul la supradimensionare.
- Dimensiune reparatie: 13.054-13.075 mm
Dacă diametrul găurii pentru manșon din chiulasă depășește 13,075 mm, atunci înlocuiți capul blocului.
G) Folosind unealta specială și un ciocan, bateți ușor noua bucșă de ghidare în poziție. În acest caz, manșonul ar trebui să iasă din chiulasă cu 10,8 -11,2 mm.
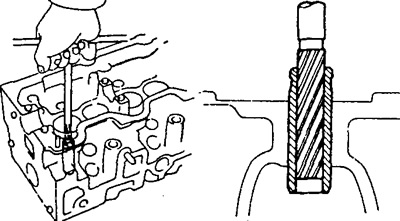
d) Mătura (08 mm), prelucrați diametrul interior al bucșei de ghidare pentru a obține jocul nominal între bucșa de ghidare și tija supapei.
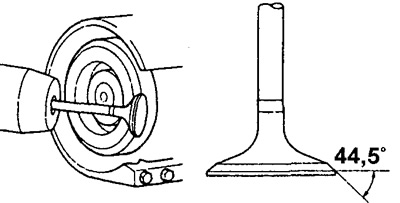
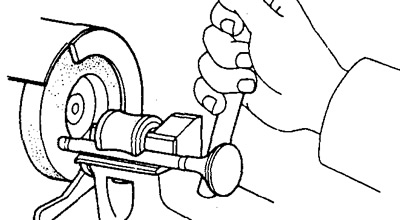
11. Verificarea stării teșiturilor supapelor și refacerea acestora.
A) Măcinarea ar trebui să fie suficientă pentru a îndepărta depresiunile și depunerile.
b) Verificați unghiul corect al conului supapei obținut ca urmare a șlefuirii.
- Unghi nominal - 44,5°
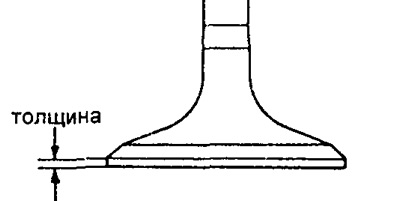
V) Verificați grosimea discului supapei.
Grosimea nominala:
- Supapa de admisie - 1,6 mm
- Supapa de evacuare - 1,7 mm
Grosimea minima:
- Supapa de admisie - 1,1 mm
- Supapa de evacuare - 1,2 mm
Dacă grosimea valvei este sub valoarea minimă admisă, înlocuiți supapa.
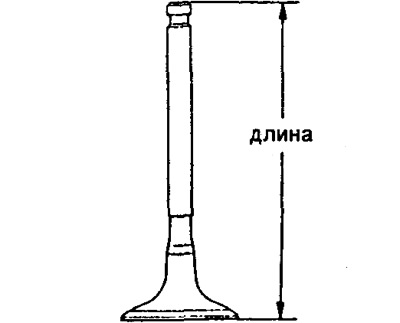
G) Verificați lungimea totală a supapei. Lungimea nominală a supapei:
- Admisie - 103,29 -103,69 mm
- Graduare - 103,14 - 103,54 mm
Lungimea minimă a supapei:
- Admisie - 102,79 mm
- Graduare - 102,64 mm
Dacă lungimea supapei este mai mică, înlocuiți supapa.
d) Verificați suprafața supapei pentru uzură. Dacă există semne de uzură, șlefuiți capătul sau înlocuiți supapa.
Avertisment: Măcinarea nu trebuie să reducă lungimea totală minimă admisă a supapei.
12. Verificați și curățați scaunele supapelor.
A) Frezoy (45°) curățați șaua.
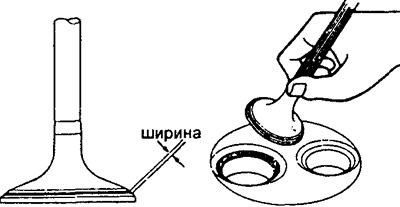
b) Scaun supapei de control. Aplicați un strat subțire de alb pe teșirea supapei. Apăsați supapa pe scaun. Nu rotiți supapa.
V) Verificați contactul dintre suprafața supapei și scaun:
- Dacă amprenta vopselei este distribuită uniform pe întreaga circumferință a feței supapei, atunci axa supapei coincide cu axa scaunului. Dacă nu, înlocuiți supapa.
- Dacă amprenta vopselei este distribuită uniform pe întreaga circumferință a teșirii de lucru a scaunului supapei, atunci axa manșonului de ghidare și scaunul coincid. Dacă nu, frezați scaunul.
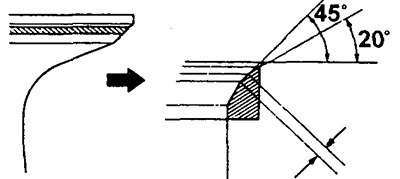
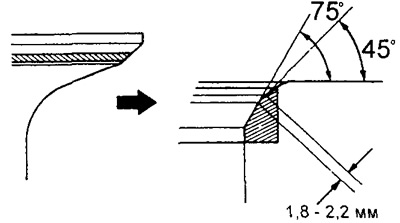
- Asigurați-vă că plasturele de contact se află în mijlocul scaunului supapei și are o lățime de 1,8 - 2,2 mm.
Dacă lățimea zonei de contact este în afara limitelor specificate, corectați-o după cum urmează:
Dacă zona de contact este prea sus pe scaunul supapei, utilizați freze de 20°și 45°pentru a corecta locașul.
Dacă zona de contact este prea jos pe scaunul supapei, utilizați bavuri (75°) Și (45°).
G) Lipiți supapa de scaunul supapei cu pastă de leuit.
d) După lepare, spălați supapa și scaunul supapei.
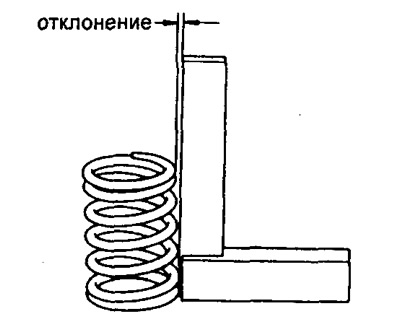
13. Verificați arcurile supapelor.
A) Folosind un pătrat de precizie, măsurați nealinierea arcului supapei.
- Abaterea maximă - 2 mm
Dacă abaterea este mai mult decât acceptabilă, înlocuiți arcul supapei.
b) Folosind un șubler, măsurați lungimea liberă a arcului:
Lungimea arcului:
- Cu marcaj galben - 46,20 mm
- Cu marcaj albastru - 49,14 mm
Dacă lungimea arcului nu este corectă, înlocuiți arcul.

V) Folosind un tester de arc, măsurați deformarea arcului sub sarcină.
- Sub sarcină - 301 - 332 N
- Lungimea arcului - 37,0 mm
Dacă măsurarea este în afara specificațiilor, înlocuiți arcul supapei.
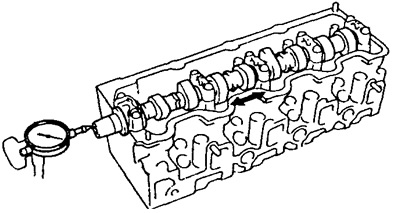
14. Verificați arborii cu came și rulmenții acestora.
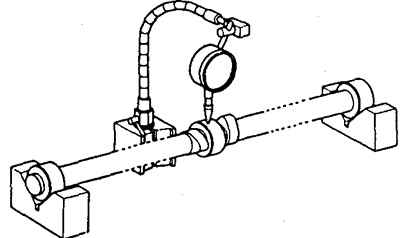
A. Verificați derularea arborelui cu came:
A) Instalați arborele cu came pe prisme.
b) Folosiți un indicator cadran pentru a măsura deformarea arborelui cu came de-a lungul articulației lagărului din mijloc.
- Rata maximă admisă este de 0,10 mm
Dacă deformarea este mai mare decât în mod normal, înlocuiți arborele cu came.
B. Verificați înălțimea camelor:
Înălțimea nominală a camei:
admisie
- 2L - 53,45 - 53,47 mm
- 3L - 54,29 - 54,31 mm
Graduare - 54,99 - 55,01 mm
Înălțimea minimă admisă a camei:
admisie
- 2L - 53,35 mm
- 3L - 53,79 mm
Graduare - 54,49 mm
Dacă înălțimea camelor este mai mică decât valoarea minimă admisă, atunci înlocuiți arborele cu came.
B. Verificați diametrul rulmenților arborelui cu came folosind un micrometru.
Marime nominala:
- Gât #1 - 34.969 - 34.985 mm
- Restul - 27.969 - 27.985 mm
Mărimea reparației nr. 1:
- Gât #1 - 34.844 - 34.860 mm
- Restul - 27.844 - 27.860 mm
Mărimea reparației nr. 2:
- Gât nr 1 - 34.719-34.735 mm
- Restul - 27.719 - 27.735 mm
Dacă diametrul suportului rulmentului nu este corect, măsurați jocul dintre șurubul arborelui cu came și rulment.
D. Verificați carcasele lagărelor pentru ciobiri și zgârieturi. Dacă căștile sunt deteriorate, înlocuiți-le.
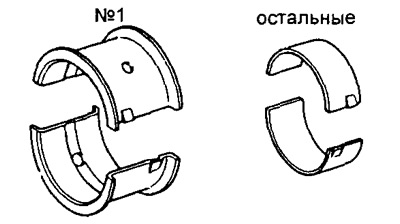
D. Verificaţi jocul de ulei al arborelui cu came.
A) Curățați capacele lagărelor și șuruburile arborelui cu came.
b) Așezați arborele cu came pe suprafețele de reazem ale chiulasei.
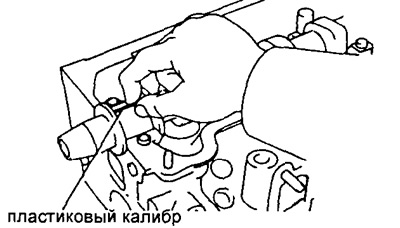
V) Așezați un manometru din plastic pe fiecare rulment al arborelui cu came.
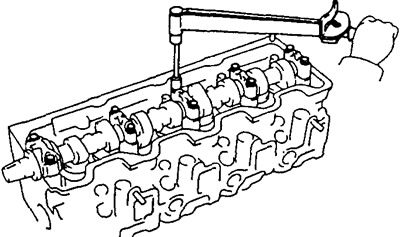
G) Montați capacele lagărelor și strângeți șuruburile
- Cuplu de strângere - 25 Nm
Recomandare: Nu rotiți arborele cu came.
d) Scoateți capacele rulmenților.
e) Măsurați lățimea ecartamentului și determinați distanța.
- Jocul nominal - 0,022-0,074 mm
- Distanța maximă - 0,10 mm
Dacă jocul de ulei depășește valoarea maximă admisă, atunci înlocuiți carcasele lagărelor. Dacă este necesar, șlefuiți sau înlocuiți arborele cu came.
și) Scoateți orice calibre rămase.
E. Dacă este necesar, șlefuiți și șlefuiți suporturile arborelui cu came la supradimensionare. Instalați noi carcase de rulmenți (dimensiuni reparatii).
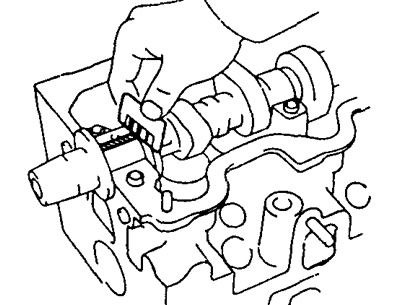
G. Verificați dimensiunea unui joc axial al unui arbore cu came.
A) Instalați arborele cu came la loc.
b) Cu un comparator, măsurați jocul axial mișcând arborele cu came înainte și înapoi.
- Jocul axial nominal - 0,080-0,280 mm
- Jocul axial maxim - 0,35 mm
Dacă jocul axial depășește valoarea maximă admisă, înlocuiți carcasa rulmentului nr. 1. Dacă este necesar, înlocuiți arborele cu came.
15. Verificați starea împingătoarelor supapelor și a deschiderilor de sub împingătoare.
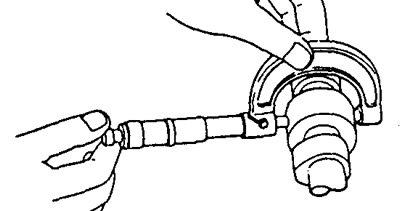
A) Măsurați diametrul împingătorului cu un micrometru.
- Diametru tija de impingere: 40.892 - 40.902 mm
b) Măsurați diametrul găurii tapetului din chiulasă cu un indicator interior.
- Diametru gaura: 40.960 - 40.980 mm
V) Scădeți diametrul tachetului măsurat din diametrul alezajului măsurat.
- Jocul nominal - 0,058-0,088 mm
- Distanța maximă - 0,10 mm
Dacă jocul depășește valoarea maximă, înlocuiți împingătorul. Dacă este necesar, înlocuiți capul blocului.
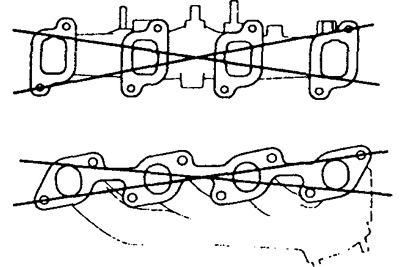
16. Verificați galeriile de admisie și evacuare. Cu o riglă de precizie și un ecartament, măsurați deformarea planurilor de contact ale galeriilor de admisie și evacuare.
- Deformare maximă - 0,4 mm
Dacă deformarea este mai mare decât acceptabilă, înlocuiți colectorul.
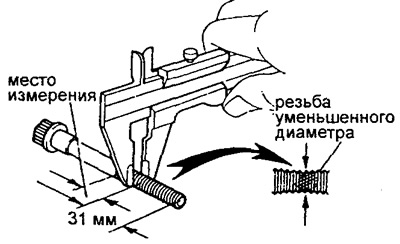
17. Verificați starea șuruburilor capului blocului de cilindri.
Folosind un șubler, măsurați diametrul exterior al firului în punctul cu cel mai mic diametru.
- Diametrul exterior nominal - 11,80-12,00 mm
- Diametrul exterior minim - 11,60 mm
Dacă diametrul exterior este mai mic decât valoarea minimă admisă, atunci înlocuiți șurubul.