
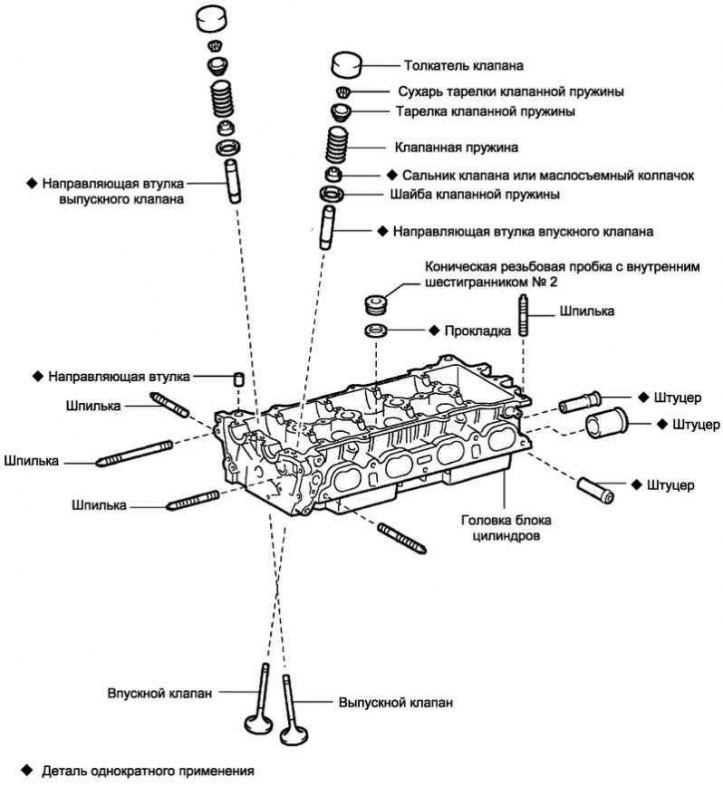
Rizs. 2.218. Hengerfej alkatrészek
A 2-es számú kúpos csavar eltávolítása
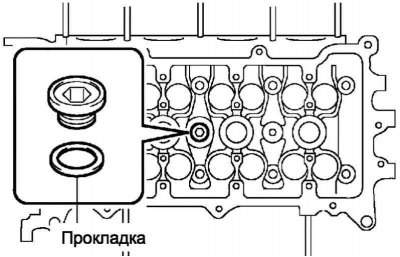
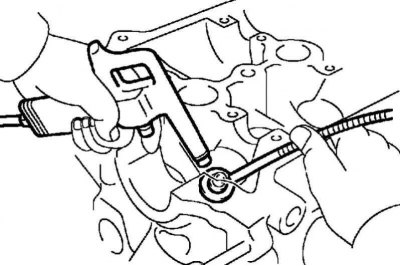
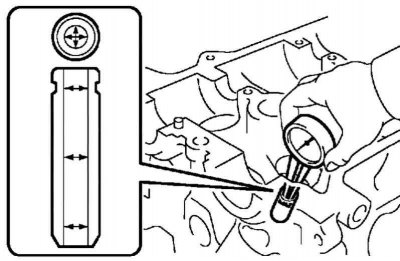
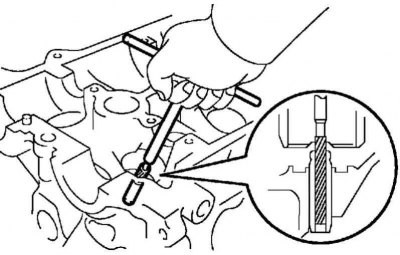
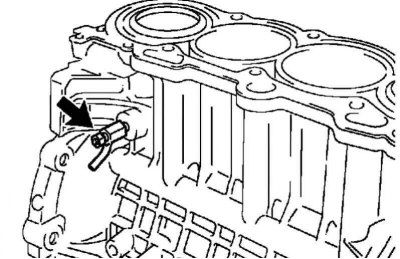
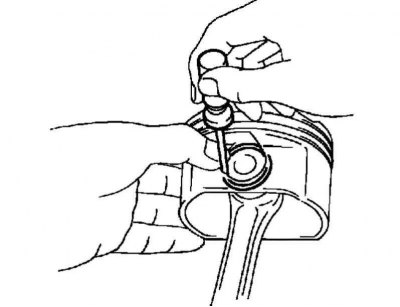
Rizs. 2.219. Kúpos csavaros dugó
Egy 10-es imbuszkulccsal csavarja ki a kúpos csavart, és távolítsa el a tömítést (rizs. 2.219).
A szelepemelő eltávolítása
Távolítsa el a 16 szelepemelőt a hengerfejről.
Szelep eltávolítása
Szerelje fel a hengerfejet fahasábokra.
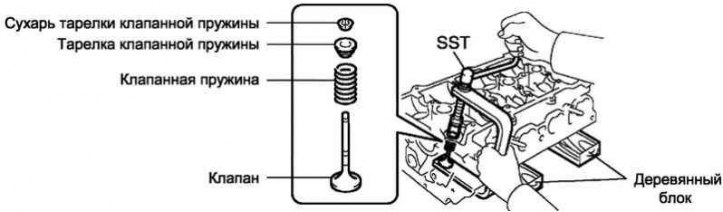
Rizs. 2.220. A szelepsor eltávolítása
Jegyzet. Távolítsa el az összes szelepet a hengerfejről az alábbiakban leírt sorrendben (rizs. 2.220).
Egy SST-szerszám segítségével nyomja össze a rugót, és távolítsa el a 2 szeleprugót.
Távolítsa el a rugólemezeket, a belső szeleprugókat és a szelepeket a hengerfejről.
Olajtömítések eltávolítása
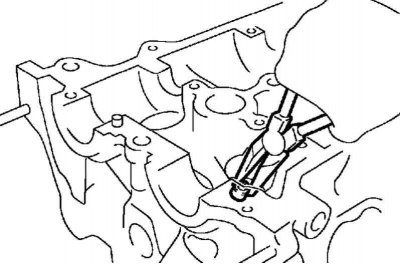
Rizs. 2.221. Az olajtömítés eltávolítása
Vékony pofájú fogóval távolítsa el a 8 szelepszár tömítést (rizs. 2.221).
Szeleprugó alátétek eltávolítása
Rizs. 2.222. A szeleprugós alátét eltávolítása
Sűrített levegővel és mágnesrúddal távolítsa el a 8 szeleprugós alátétet (rizs. 2.222).
Stud kifordult
Rizs. 2.223. A hengerfej csapok elhelyezkedése
A TORX E5 és E7 dugókulcs segítségével távolítson el 10 csapot (rizs. 2.223).
A hengerfej deformációjának ellenőrzése
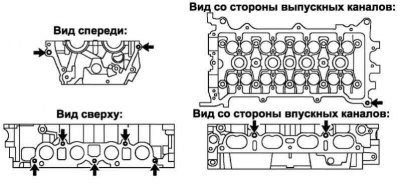
Rizs. 2.224. A hengerfej deformációjának ellenőrzése
Precíziós egyenes éllel és hézagmérővel mérje meg a hengertömbhöz és az elosztókhoz illeszkedő síkok vetemedésének mértékét (rizs. 2.224).
A maximális megengedett vetemedés mértéke:
- a hengerblokk oldalától - 0,05 mm;
- a szívócsőtől - 0,10 mm;
- a kipufogócsőtől - 0,10 mm.
Ha a vetemedés meghaladja a megengedett legnagyobb értéket, cserélje ki a hengerfejet.
A hengerfej ellenőrzése repedések és sérülések szempontjából
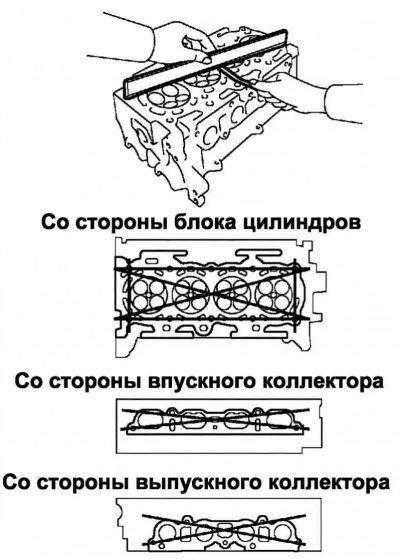
Rizs. 2.225. A hengerfej ellenőrzése repedések és sérülések szempontjából
Az előhívófesték módszerével ellenőrizze és ellenőrizze, hogy nincsenek-e repedések az égéstérben, a szívónyílásokban, a kipufogónyílásokban és a hengerblokk felületén (rizs. 2.225).
Szelepülések ellenőrzése
Vigyen fel vékony réteg poroszkék vagy fehér ólmot a szelep ferdére.
Enyhén nyomja a szelepet az üléshez.
Jegyzet. Ne forgassa el a szelepet.
Ellenőrizze a szelepfelületet és a szelepüléket az alábbiakban leírt sorrendben.
Ha a szelepletörés teljes kerülete mentén folyamatos pálya van, a szeleptárcsa nem ferde. Ellenkező esetben a szelepet ki kell cserélni.
Ha folyamatos pasztanyom van a szelepülék teljes kerületén, akkor a vezetőhüvely, a szeleptárcsa és az ülés tengelye egy vonalban van. Ellenkező esetben a szelepülék felületét újra kell köszörülni.
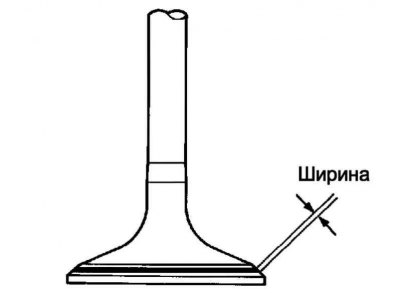
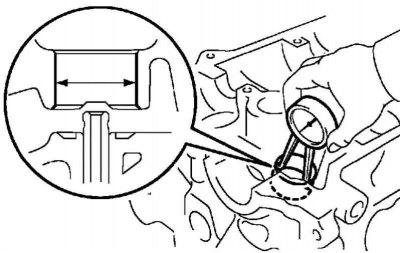
Rizs. 2.226. Érintkezési terület szélessége
Győződjön meg arról, hogy a szelepfelület illeszkedik a szelepülés felületének középső részéhez, és az érintkezési zóna szélessége megfelel a névleges értéknek (rizs. 2.226).
Bemeneti szelepek nyeregeinek javítása
45°-os maróval fúrja ki a szelepülék felületét a hengerfejben a névleges szelepülék érintkezési szélességénél valamivel szélesebbre (rizs. 2.227a).
Jegyzet. A simább szelepülékfelület érdekében az ülések fúrásakor kisebb nyomást gyakoroljon a vágóra.
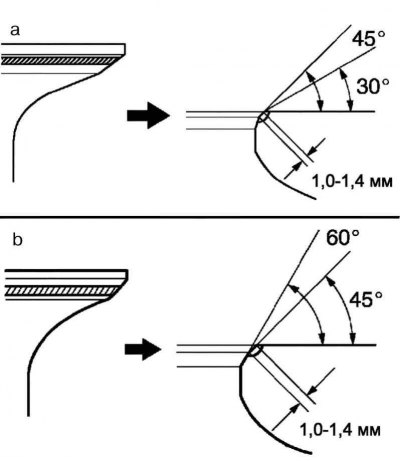
Rizs. 2.227. Szívószelep-ülék furatmintája
Győződjön meg arról, hogy a szelep felülete illeszkedik a szelepülék felületének középső részéhez. Ellenkező esetben fúrja újra az ülésfelületet 45°-os maróval (rizs. 2.227 a).
A szelepülék felületét 30°-os vagy 60°-os maróval megmunkálja úgy, hogy a szelepülék és a szelepfelület érintkezési felülete a ferdeszög közepén legyen.
Ha a szelepfelület érintkezési felülete túl magas, használjon 30°-os és 45°-os vágóélszögű marókat az ülés megmunkálásához (rizs. 2.227b).
Ha a szelepfelület érintkezési felülete túl alacsony, használjon 60°-os és 45°-os vágóélszögű marókat az ülés megmunkálásához.
Csavarja fel a szelepet a szelepülékre csiszolópasztával. A munka kézzel történik.
Ellenőrizze újra a szelep ülék illeszkedését.
Kipufogószelep-ülék javítás
45°-os maróval fúrja ki a szelepülék felületét a hengerfejben a névleges szelepülék érintkezési szélességénél valamivel szélesebbre.
Jegyzet. A szelepülék felületének simábbá tétele érdekében fokozatosan csökkentse a maróra nehezedő nyomást az ülések fúrásakor.
Győződjön meg arról, hogy a szelep felülete illeszkedik a szelepülék felületének középső részéhez. Ellenkező esetben fúrja újra az ülésfelületet 45°-os maróval.
A szelepülék felületét 30°-os vagy 75°-os maróval megmunkálja úgy, hogy a szelepülék és a szelepfelület érintkezési felülete középen legyen.
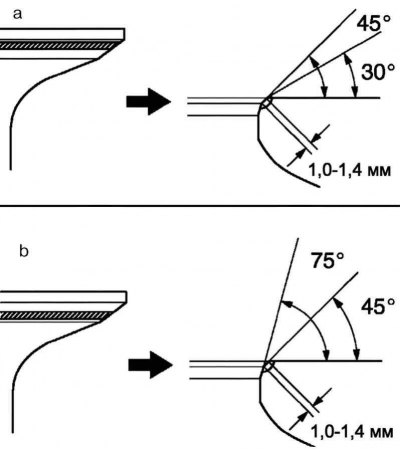
Rizs. 2.228. Kipufogószelep-ülék furatmintája
Ha a szelepfelület érintkezési felülete túl magas, használjon 30°-os és 45°-os vágóélszögű marókat az ülés megmunkálásához (rizs. 2.228 a).
Ha a szelepfelület érintkezési felülete túl alacsony, használjon 75°-os és 45°-os vágóélszögű marókat az ülés megmunkálásához (rizs. 2.228b).
Csavarja fel a szelepet a szelepülékre csiszolópasztával. A munka kézzel történik.
Ellenőrizze újra a szelep ülék illeszkedését.
A vezérműtengely axiális hézagának ellenőrzése
Szereljen be 2 vezérműtengelyt.
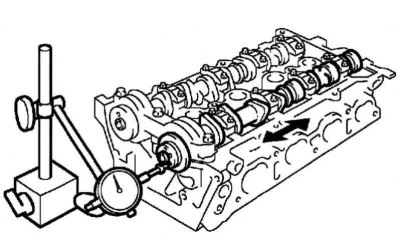
Rizs. 2.229. A vezérműtengely axiális hézagának ellenőrzése
A vezérműtengely tengelyirányú eltolásával mérje meg a tengelyirányú hézagot egy jelzővel (rizs. 2.229).
- Névleges axiális hézag: 0,040 - 0,095 mm.
- Maximális megengedett axiális hézag: 0,110 mm.
Ha az axiális hézag meghaladja a megengedett legnagyobb értéket, cserélje ki a hengerfejet. Ha a vezérműtengely csapágycsapjai sérültek, cserélje ki a vezérműtengelyt.
A vezérműtengely-csapok olajhézagának mérése
Tisztítson meg 9 csapágyfedelet és vezérműtengely-csapokat.
Szerelje be a vezérműtengelyeket a hengerfejbe.
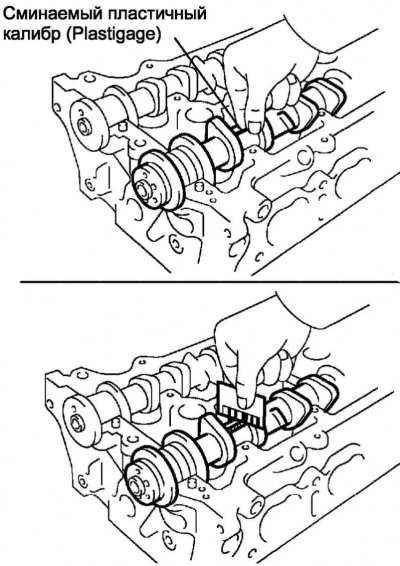
Rizs. 2.230. A vezérműtengely-csapok olajhézagának mérése
Helyezzen tengelyirányban gyűrött műanyag mérőket minden vezérműtengely csapra (rizs. 2.230).
Szereljen fel 9 vezérműtengely-csapágyfedelet.
Jegyzet. Ne forgassa a vezérműtengelyeket.
Távolítsa el a 9 csapágyfedelet.
Mérje meg az összecsukható műanyag mérőeszközöket a legszélesebb ponton (rizs. 2.230).
- Névleges olajhézag: 0,035–0,072 mm.
- Maximális megengedett olajhézag: 0,10 mm.
Jegyzet. A mérés után teljesen távolítsa el a zúzott műanyag mérőeszköz maradványait.
Jegyzet. Ha az olajhézag meghaladja a megengedett legnagyobb értéket, cserélje ki a hengerfejet vagy a vezérműtengelyt.
A szelepemelők ellenőrzése
Rizs. 2.231. Szelepemelő átmérő mérése
Mérje meg a szelepcsap átmérőjét mikrométerrel (rizs. 2.231).
Szelepemelő átmérő: 30,966–30,976 mm.
Ha az átmérő nem megfelelő, cserélje ki a szelepemelőt.
A szelepemelők olajhézagának ellenőrzése
Rizs. 2.232. Szelepemelő olajhézag mérése
Furatmérő segítségével mérje meg a szelepemelő ülék átmérőjét a hengerfejben (rizs. 2.232).
Szelepemelő ülék átmérője: 31.000 - 31.025 mm.
Ha az átmérő nem megfelelő, cserélje ki a hengerfejet.
Vonja le a mért szelepemelő átmérőt a szelepemelő ülés átmérőjéből.
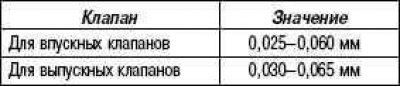
- Névleges olajhézag: 0,024–0,059 mm.
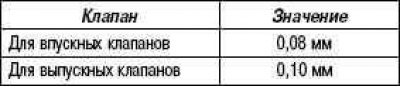
- Maximális megengedett olajhézag: 0,079 mm.
Ha az olajhézag meghaladja a megengedett legnagyobb értéket, cserélje ki a szelepszelepet. Ha szükséges, cserélje ki a hengerfejet.
Szeleprugók ellenőrzése
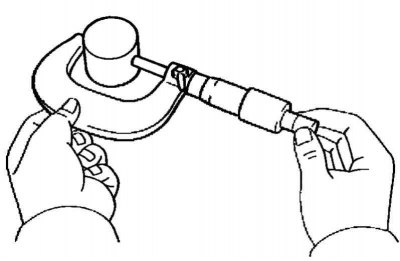
Rizs. 2.233. Szeleprugó hosszának mérése
Mérje meg tolómérővel a szeleprugó teljes szabad hosszát (rizs. 2.233).
- Szabad hossz: 43,40 mm.
Ha a szabad hossz nem a specifikáción belül van, a szeleprugót ki kell cserélni.
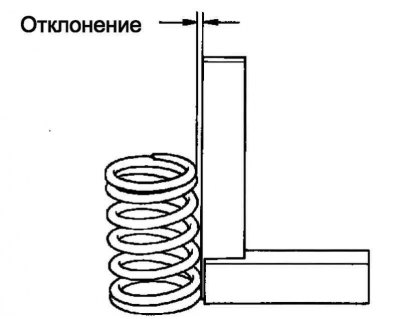
Rizs. 2.234. Szeleprugó négyszögletességének mérése
Egy szög segítségével mérje meg a szeleprugó merőlegességét (rizs. 2.234).
- Maximálisan megengedett eltérés: 1,6 mm.
- Maximális megengedett szög (referenciaként): 2°
Ha az eltérés meghaladja a megengedett legnagyobb értéket, cserélje ki a szeleprugót.
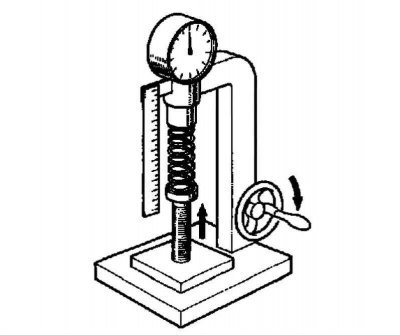
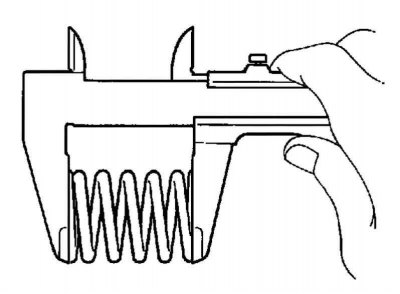
Rizs. 2.235. A szeleprugó erejének mérése
Egy speciális állványon mérje meg a szeleprugó nyomóerejét névleges hosszon (rizs. 2.235).
- Erő névleges hosszon: 158,6 - 175,4 N 33,6 mm-nél.
- Maximális munkaerő: 335,3 - 370,7 N 24,1 mm-nél.
Ha a névleges hosszon az erő nem felel meg az előírt értéknek, a szeleprugót ki kell cserélni.
Ellenőrző szelepek
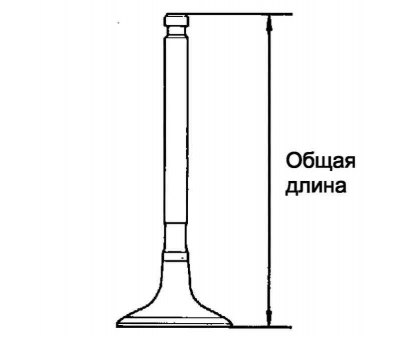
Rizs. 2.236. A szelep teljes hossza
Tolómérővel mérje meg a szelep teljes hosszát (rizs. 2.236).
Névleges szelep teljes hossza
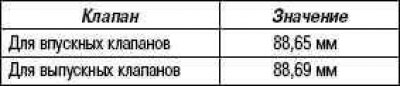
Minimális megengedett teljes szelephossz
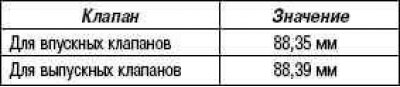
Ha a szelep teljes hossza kisebb, mint a minimálisan megengedett érték, a szelepet ki kell cserélni.
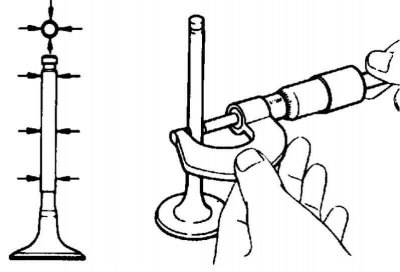
Rizs. 2.237. Szelepszár átmérőjének mérése
Mérje meg a szelepszár átmérőjét mikrométerrel (rizs. 2.237).
Szelepszár átmérője
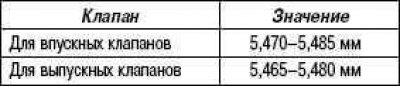
Ha az átmérő nem megfelelő, cserélje ki a szelepet.
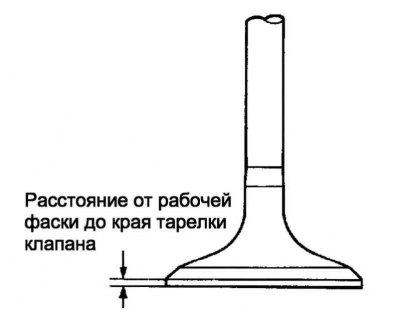
Rizs. 2.238. Távolság a letöréstől a szeleptárcsa széléig
Tolómérővel mérje meg a távolságot a munkaletöréstől a szeleptárcsa széléig (rizs. 2.238).
Névleges távolság a munkaletöréstől a szeleptárcsa széléig: 1,0 mm.
A minimális megengedett távolság a munkaletöréstől a szeleptárcsáig: 0,7 mm.
Ha a távolság kisebb, mint a minimálisan megengedett érték, a szelepet ki kell cserélni.
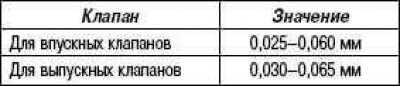
A szelepszár olajhézagának ellenőrzése a vezetőperselyben
Rizs. 2.239. A szelepvezető belső átmérőjének mérése
Mérje meg a szelepvezető belső átmérőjét egy furatmérővel (rizs. 2.239).
A hüvely belső átmérője: 5,510-5,530 mm.
Ha az átmérő nem megfelelő, cserélje ki a szelepvezetőt.
Vonja le a mért szelepszár-átmérőt a szelepvezető belső átmérőjéből.
Névleges olajhézag
Maximális megengedett olajhézag
Ha az olajhézag meghaladja a megengedett legnagyobb értéket, cserélje ki a szelepet és a szelepvezetőt.
Szelepvezető csere
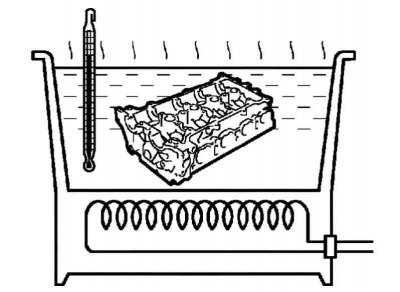
Rizs. 2.240. A hengerfej fűtése speciális dobozban
Melegítse fel a hengerfejet 80-100°C hőmérsékletre (rizs. 2.240).
Szerelje fel a hengerfejet fahasábokra.
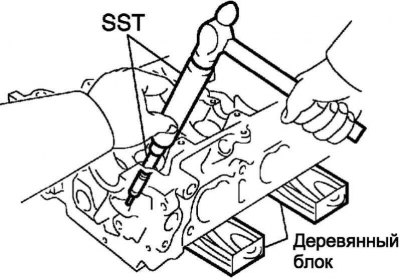
Rizs. 2.241. A szelepvezető eltávolítása
Használjon SST szerszámot a szelepvezető kihúzásához (rizs. 2.241).
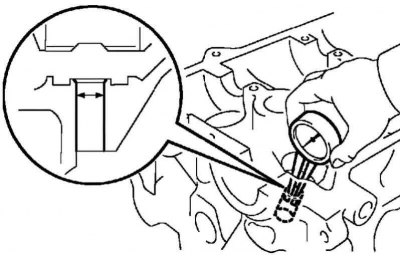
Rizs. 2.242. A szelepvezető ülés átmérőjének mérése a hengerfejben
Egy furatmérő segítségével mérje meg a szelepvezető ülék átmérőjét a hengerfejben (rizs. 2.242).
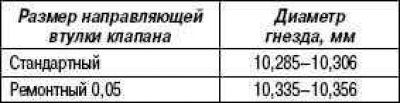
- Átmérő: 10,285-10,306 mm.
Ha a perselyülék átmérője a hengerfejben nagyobb, mint 10,306 mm, fúrja ki az ülést 10,335–10,356 mm átmérőjűre a túlméretezett szelepvezető felszereléséhez.
Melegítse fel ismét a hengerfejet 80-100°C-ra.
Szerelje fel a hengerfejet fahasábokra.
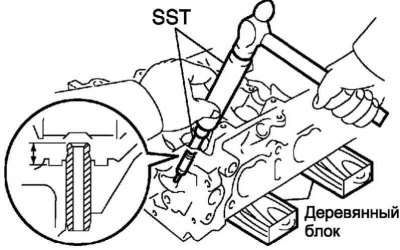
Rizs. 2.243. Új szelepvezető benyomása
Az SST szerszámmal nyomja be az új szelepvezetőt a névleges kiemelkedéséig (rizs. 2.243).
- Kiemelkedés magassága: 8,7-9,1 mm.
Rizs. 2.244. Szelepvezető furat
5,5 mm-es dörzsárral fúrja ki a szelepvezetőt olyan méretre, amely biztosítja a névleges hézagot a szelepvezető és a szelepszár között (rizs. 2.244).
Névleges olajhézag
A vezetőcsap benyomása
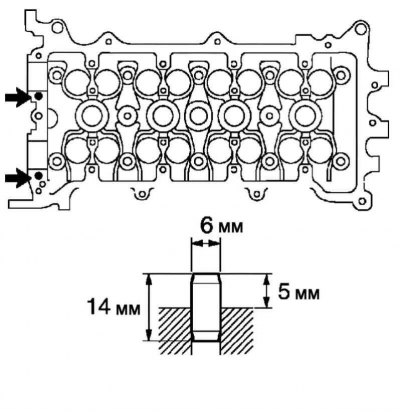
Rizs. 2.245. A vezetőcsap préselési sémája
Műanyag kalapáccsal hajtsa be a 2 vezetőcsapot (rizs. 2.245).
- Névleges kiemelkedés: 5 mm.
Szerelvények beszerelése
Rizs. 2.246. Festékkel jelölt távolság
Jelölje meg festékkel a vasalatok előírt helyzetét (rizs. 2.246).
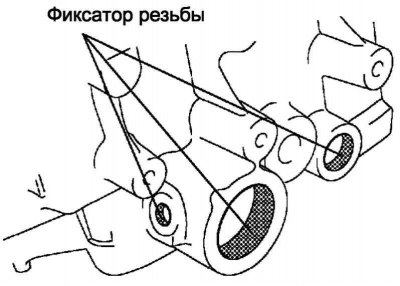
Rizs. 2.247. Kenési pontok
Kenje meg a hengerfejben lévő szerelvények furatait rögzítőzsírral (rizs. 2.247).
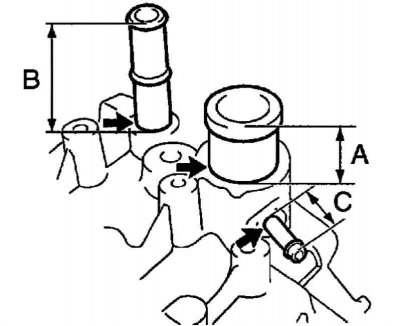
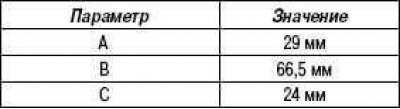
Rizs. 2.248. Illesztési mélység
Nyomja be az új szerelvényeket úgy, hogy a jelölés a hengerfej felületének szintjén legyen (rizs. 2.248).
Névleges teljesítmény
Jegyzet. A rögzítő kenőanyag felhordása után 3 percen belül nyomja meg a szerelvényeket.
Töltse fel a hűtőfolyadékot legkorábban a szerelvények felszerelése után egy órával.
Csaptelepítés
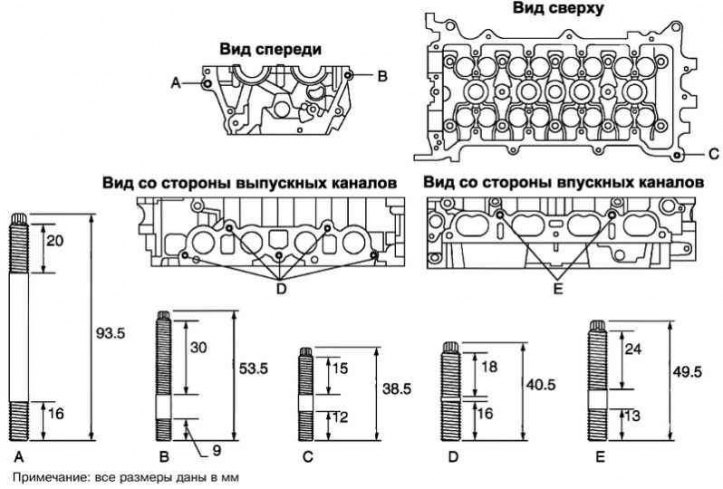
Rizs. 2.249. Csap beépítési séma
A TORX E5 és E7 dugókulcs segítségével csavarjon be 11 csapot (rizs. 2.249).
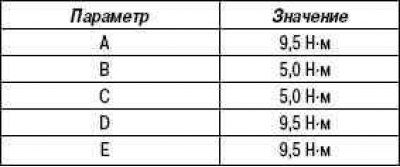
Nyomaték
Szeleprugós alátétek beszerelése
Rizs. 2.250. A szeleprugós alátét felszerelése
Szereljen be 8 szeleprugós alátétet a hengerfejburkolatba (rizs. 2.250).
Szelepszár tömítések beszerelése
Kenje meg a szelepszár tömítéseket motorolajjal.
Jegyzet. Ügyeljen arra, hogy ne keverje össze a szívó- és kipufogószelepszár tömítéseket. A szelepszár-tömítések nem megfelelő felszerelése meghibásodást okozhat.

Rizs. 2.251. Szelepszár tömítések színkódolása
A szívószelepszár tömítések szürkére, a kipufogószelepszár tömítések feketére festve (rizs. 2.251).
Az SST használatával kézzel szerelje be az új szelepszár tömítéseket.
Szelep beszerelés
Szerelje be az összes szelepet a hengerfejbe a leírt eljárás szerint.
Szerelje fel a hengerfejet fahasábokra.
Szerelje be a szelepeket, a belső szeleprugókat és a rugólapokat a hengerfejbe.

Rizs. 2.252. Szárító felszerelés
SST segítségével nyomja össze a rugót, és szereljen fel 2 szeleprugó reteszt a szelepszárra.
Egy hegyes 5 és egy kalapáccsal finoman üsse meg a szelepszár felső végét, hogy a kekszet a megfelelő pozícióba kerüljön.
Jegyzet. Ügyeljen arra, hogy ne sértse meg a szelepszár vége.
Szelepemelő szerelés
Kenje meg a 16 szelepemelőt motorolajjal.
Rizs. 2.253. Pusher beszerelés
Szereljen be 16 szelepemelőt a hengerfejbe (rizs. 2.253).
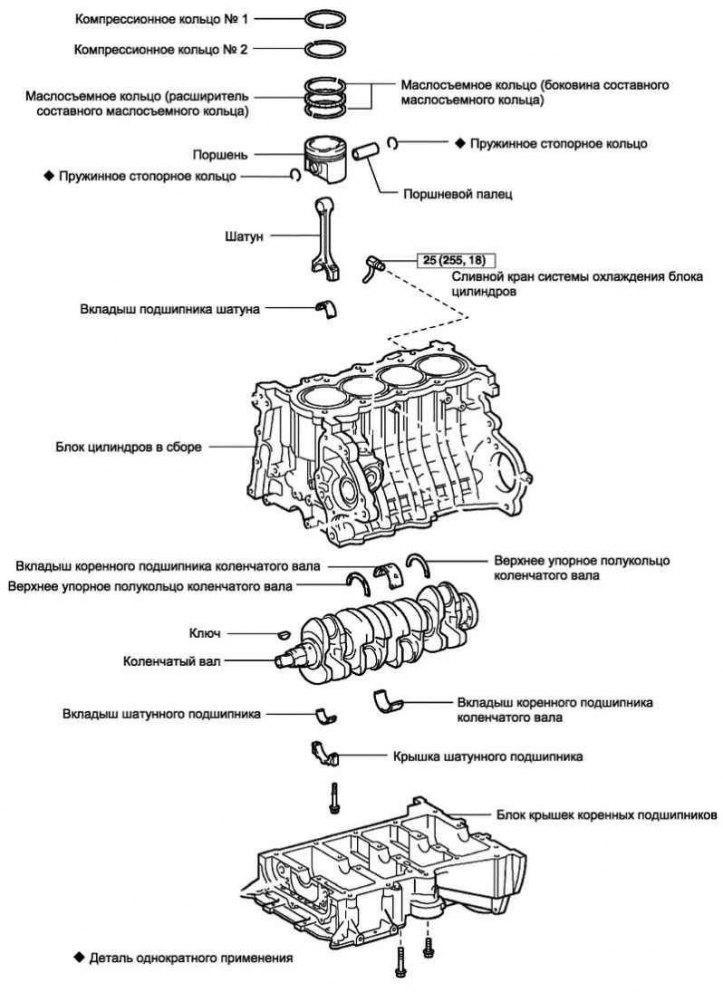
Rizs. 2.254. Hengerblokk alkatrészek
A 2. számú kúpos csavar beszerelése
A 10-es foglalat segítségével csavarja be a kúpos csavart egy új tömítéssel.
- Meghúzási nyomaték: 44 Nm.
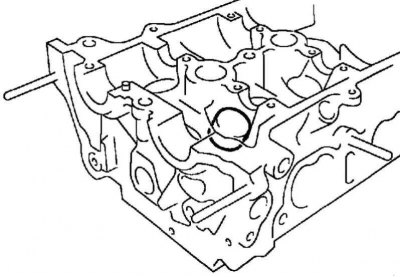
A hengerblokk válaszfala.
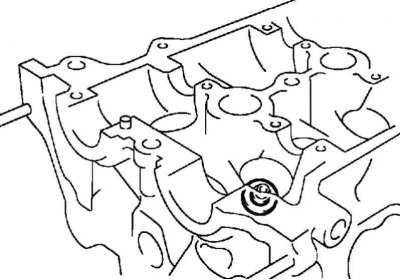
A hűtőfolyadék leeresztő csap szerelvényének eltávolítása
Rizs. 2.255. Hűtőfolyadék leeresztő szelep
A hengerblokkból fordítsa ki a darut a hűtőfolyadék leeresztéséhez a gyűjtőhelyen (rizs. 2.255).
A hajtórúd axiális hézagának ellenőrzése
Forgassa el a főtengelyt, és állítsa az 1. számú hengerdugattyút TDC-re a kompressziós löketen.
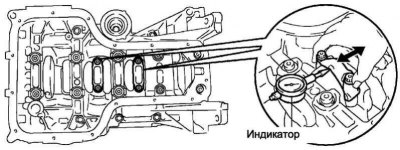
Rizs. 2.256. A 2. és 3. számú hengerek hajtórúdjának axiális hézagának ellenőrzése
A hajtórudat előre-hátra mozgatva mérje meg a 2-es és 3-as számú hengerek hajtórúdjaiban lévő axiális hézagot egy jelzővel (rizs. 2.256).
- Névleges axiális hézag: 0,160 - 0,342 mm.
- Maximális megengedett axiális hézag: 0,342 mm.
Ha az axiális hézag meghaladja a megengedett legnagyobb értéket, cserélje ki a hajtórudat.
Ha szükséges, cserélje ki a főtengelyt.
Forgassa el a főtengelyt, és állítsa a 2-es hengerdugattyút TDC-re a kompressziós löketen.
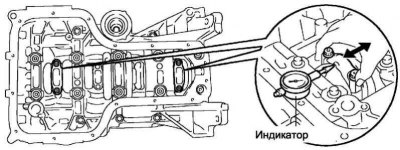
Rizs. 2.257. Az 1. és 4. számú hengerek hajtórúdjának axiális hézagának ellenőrzése
A hajtórudat előre-hátra mozgatva mérje meg a tengelyirányú hézagot az 1. és 4. számú hengerek hajtórúdjaiban (rizs. 2.257).
- Névleges axiális hézag: 0,160 - 0,342 mm.
- Maximális megengedett axiális hézag: 0,342 mm.
Ha az axiális hézag meghaladja a megengedett legnagyobb értéket, cserélje ki a hajtórudat.
Ha szükséges, cserélje ki a főtengelyt.
Hajtórúd olajhézag ellenőrzése
Forgassa el a főtengelyt, és állítsa az 1. számú hengerdugattyút TDC-re a kompressziós löketen.
Mérje meg az olajhézagot a 2-es és a 3-as henger hajtórúdjaiban.
Jegyzet. Ne forgassa el a főtengelyt mérés közben.
Fesse le a hajtórudakat és a csapágyfedeleket a megfelelő hengerszámokkal.
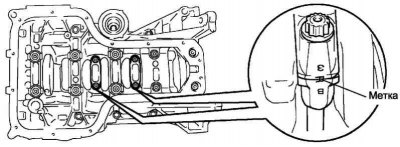
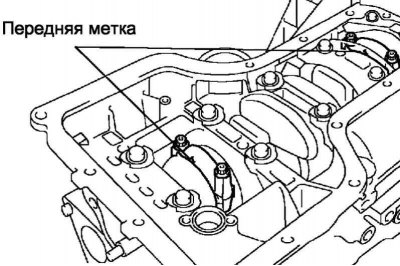
Rizs. 2.258. színes címkék
A hajtórudakon és a csapágyfedeleken lévő jelölések szükségesek a megfelelő összeszereléshez (rizs. 2.258).
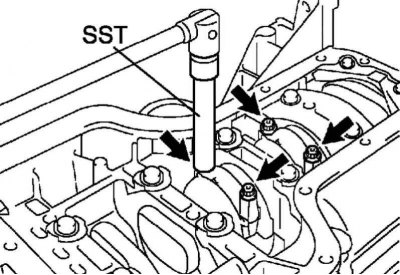
Rizs. 2.259. A hajtórúd sapka csavarjainak eltávolítása
Az SST segítségével távolítsa el a 4 rögzítőcsavart és távolítsa el a 2 hajtórúdsapkát (rizs. 2.259).
Tisztítsa meg az összes hajtórúd csapját és a hajtórúd csapágyházát.
Ellenőrizze, hogy nincsenek-e gödrök vagy karcolások a forgattyúscsapokon és a csapágyhéjakon.

Rizs. 2.260. Műanyag kaliberű rakás
Helyezzen egy gyűrött műanyag mérőeszközt a forgattyús csap mentén (rizs. 2.260).
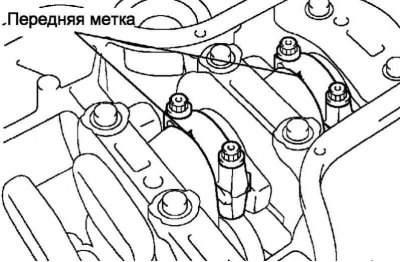
Rizs. 2.261. Jelek a hajtórúd csapágyfedelén
Győződjön meg arról, hogy a hajtórúd csapágyfedelén lévő fülek a megfelelő irányban vannak (rizs. 2.261).
Vigyen fel egy vékony réteg motorolajat a menetekre és a hajtórúdsapka csavarfejei alá.
SST segítségével húzza meg a csavarokat több lépésben az előírt nyomatékkal.
- Meghúzási nyomaték: 20 Nm.
Jelölje meg festékkel a hajtórúd sapka csavarjainak elülső oldalát.
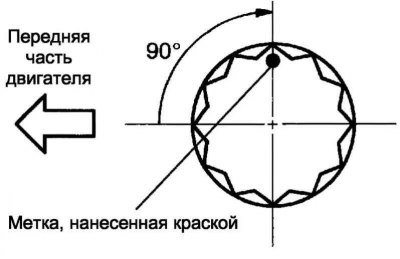
Rizs. 2.262. Fedélcsavar elfordulási szöge
Húzza meg a burkolat rögzítőcsavarjait 90°-kal a 2.262. ábra szerint.
Győződjön meg arról, hogy a főtengely egyenletesen forog.
Az SST segítségével távolítson el 4 csavart és 2 hajtórúdsapkát.
Mérje meg az összecsukható műanyag mérőeszközöket a legszélesebb pontjukon.
- Névleges olajhézag: 0,028-0,060 mm.
- Maximális megengedett olajhézag: 0,080 mm.
Jegyzet. A mérés után teljesen távolítsa el az összecsukható műanyag mérőeszközöket.
Jegyzet. Ha az olajhézag meghaladja a megengedett legnagyobb értéket, cserélje ki a hajtórúd csapágyházát.
Jegyzet. Ha szükséges, köszörülje meg vagy cserélje ki a főtengelyt.
Jegyzet. A TAIHO jelölést vagy a kiemelkedés oldalán, vagy az ellenkező oldalon alkalmazzák.
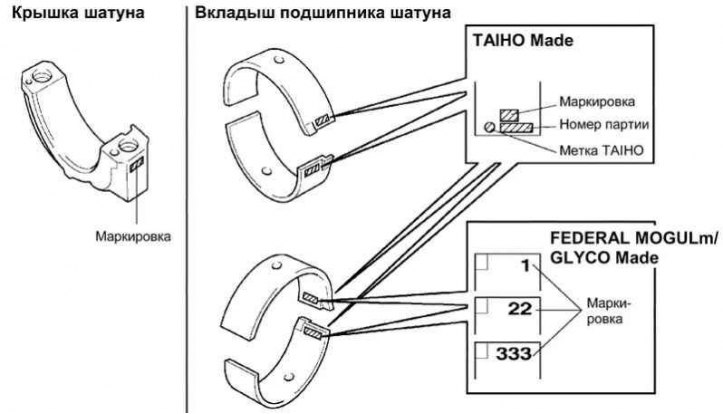
Rizs. 2.263. Jelölések és címkék a hajtórudak sapkáin és a hajtórudak csapágyainak héjain
A csapágyház cseréjekor válassza ki a hajtórúdra bélyegzett számot. A csapágyhéjakat 3 szabványos méretosztályban szállítjuk, amelyek ennek megfelelően számokkal vannak megjelölve «1», «2» És «3» (rizs. 2.263).
Forgassa el a főtengelyt, és állítsa a 2-es hengerdugattyút TDC-re a kompressziós löketen.
Mérje meg az olajhézagot az 1-es és 4-es számú henger hajtórúdjaiban (lásd az ábrát. 2.258).
Jegyzet. Ne forgassa el a főtengelyt mérés közben.
Fesse le a hajtórudakat és a csapágyfedeleket a megfelelő hengerszámokkal.
Jegyzet. A hajtórudakon és a csapágyfedeleken lévő jelölések szükségesek a megfelelő összeszereléshez.
Az SST segítségével távolítson el 4 csavart és 2 hajtórúdsapkát.
Tisztítsa meg az összes hajtórúd csapját és a hajtórúd csapágyházát.
Ellenőrizze, hogy nincsenek-e gödrök vagy karcolások a forgattyúscsapokon és a csapágyhéjakon.

Rizs. 2.264. Műanyag kaliberű rakás
Helyezzen egy gyűrött műanyag mérőeszközt a forgattyús csap mentén (rizs. 2.264).
Rizs. 2.265. Elülső jelek a hajtórúd csapágyfedelén
Győződjön meg arról, hogy a hajtórúd csapágyfedelén lévő elülső jelölések megfelelően vannak elhelyezve (rizs. 2.265).
Vigyen fel egy vékony réteg motorolajat a menetekre és a hajtórúdsapka csavarfejei alá.
Az SST 09205-16010 használatával húzza meg a csavarokat több lépésben a megadott nyomatékkal.
- Meghúzási nyomaték: 20 Nm.
Jelölje meg festékkel a hajtórúd sapka csavarjainak elülső oldalát.
Húzza meg a burkolat rögzítőcsavarjait 90°-kal a 2.262. ábra szerint.
Győződjön meg arról, hogy a főtengely egyenletesen forog.
Az SST segítségével távolítson el 4 csavart és 2 hajtórúdsapkát.
Mérje meg az összecsukható műanyag mérőeszközöket a legszélesebb pontjukon.
- Névleges olajhézag: 0,028-0,060 mm.
- Maximális megengedett olajhézag: 0,080 mm.
Jegyzet. A mérés után teljesen távolítsa el az összecsukható műanyag mérőeszközöket.
Jegyzet. Ha az olajhézag meghaladja a megengedett legnagyobb értéket, cserélje ki a hajtórúd csapágyházát.
Jegyzet. Ha szükséges, köszörülje meg a nyakat vagy cserélje ki a főtengelyt.
Jegyzet. A TAIHO jelölést vagy a kiemelkedés oldalán, vagy az ellenkező oldalon alkalmazzák.
Jegyzet. A csapágyház cseréjekor válassza ki a hajtórúdra bélyegzett számot. A csapágyhéjakat 3 szabványos méretosztályban szállítjuk, amelyek ennek megfelelően számokkal vannak megjelölve «1», «2» És «3».
A rudak eltávolítása a gyűjtésben
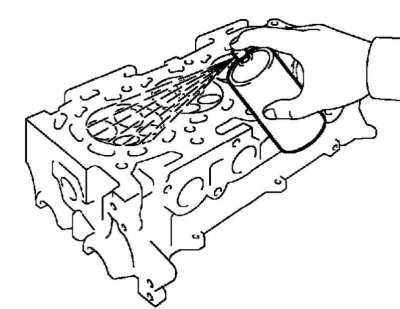
Rizs. 2.266. Lerakódások eltávolítása a henger tetejéről
Távolítsa el a szenet a henger tetejéről egy dörzsárral (rizs. 2.266).
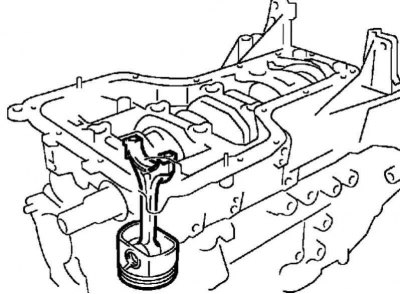
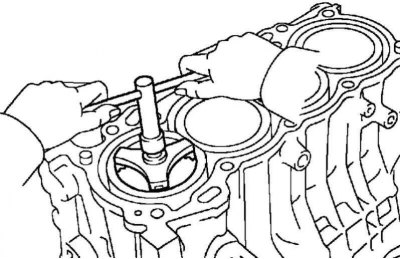
Rizs. 2.267. Dugattyúnyomás
Nyomja a dugattyút a hajtórúddal és a felső csapágyházzal együtt felfelé és ki a hengerből (rizs. 2.267).
Jegyzet. A hajtórúd csapágyház, a hajtórúd és a hajtórúd sapka egy készlet, ezért össze kell őket rakni.
Jegyzet. Szétszereléskor a dugattyúkat és a hajtórudakat össze kell hajtani, hogy a későbbi összeszerelés során ugyanazokra a helyekre lehessen szerelni.
A hajtórúd csapágyhéjainak eltávolítása
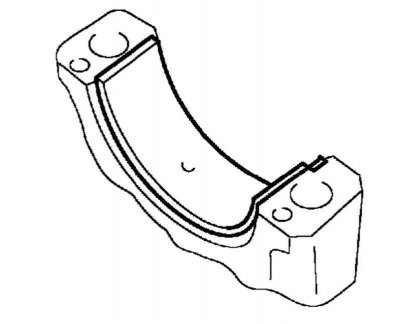
Rizs. 2.268. Összekötő rúd csapágy alsó héja
Távolítsa el az alsó hajtórúd csapágyat a burkolatról (rizs. 2.268).
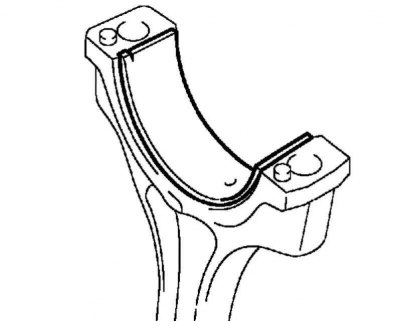
Rizs. 2.269. Felső hajtórúd csapágy
Távolítsa el a felső hajtórúd csapágyat a hajtórúdról (rizs. 2.269).
Dugattyúgyűrűk eltávolítása
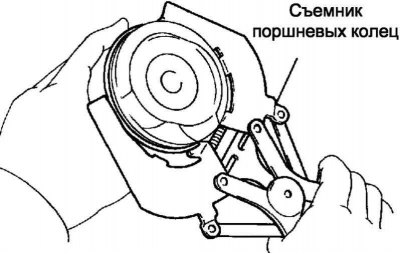
Rizs. 2.270. A kompressziós gyűrűk eltávolítása
Dugattyúgyűrűs fogóval távolítsa el a 2 nyomógyűrűt (rizs. 2.270).
Kézzel távolítsa el az összetett olajkaparó gyűrű 2 oldalfalát.
A dugattyú szerelvény eltávolítása a dugattyúcsappal
Rizs. 2.271. A rögzítőgyűrűk eltávolítása
Egy kis csavarhúzóval távolítsa el a 2 biztosítógyűrűt (rizs. 2.271).
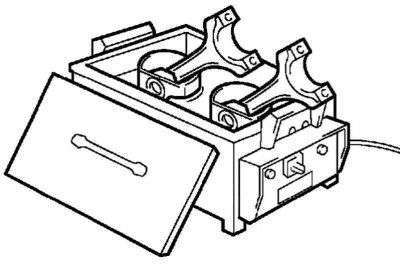
Rizs. 2.272. Dugattyúk fűtése speciális blokkban
Melegítse fel a dugattyúkat 80-90°C hőmérsékletre (rizs. 2.272).
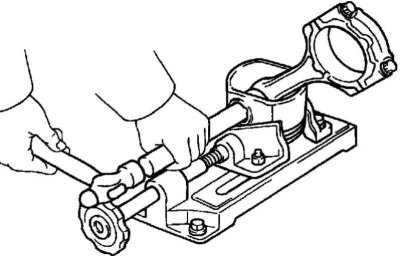
Rizs. 2.273. Dugattyúcsap kiütés
Műanyag kalapáccsal és sárgaréz rúddal óvatosan üsse ki a dugattyúcsapot, és távolítsa el az összekötő rudat (rizs. 2.273).
Jegyzet. A dugattyúcsapokat a dugattyúban lévő lyuk mérete szerint kell kiválasztani.
Jegyzet. A dugattyúkat, csapokat, biztosítógyűrűket, hajtórudakat és a hajtórúd csapágyházait olyan sorrendben kell elhelyezni, hogy a későbbi összeszerelés során az eredeti helyükre kerüljenek.
A főtengely eltávolítása
Rizs. 2.274. Radikális csapágyak fedeleinek rögzítőcsavarjai
Távolítson el 10 rögzítőcsavart a fő csapágysapkablokkból (rizs. 2.274).
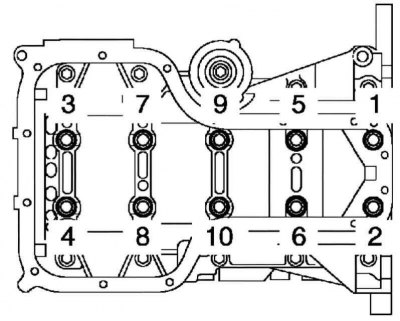
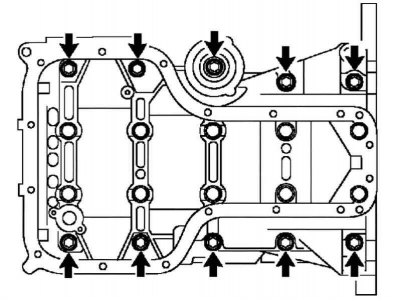
Rizs. 2.275. A fő csapágyfedelek csavarjainak kicsavarásának eljárása
Több lépésben, egyenletesen lazítsa meg és csavarja ki a blokk csapágyfedeleinek 10 csavarját a 2.275. ábrán látható sorrendben.

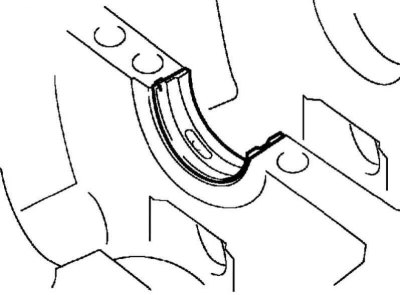
Rizs. 2.276. A fő csapágysapkablokk eltávolítása
Egy csavarhúzóval a hengerblokk és a fő csapágysapkablokk közötti jelzett pontokon válassza le a fő csapágyfedelet (rizs. 2.276).
Jegyzet. Ügyeljen arra, hogy ne sértse meg a hengerblokk és a fő csapágysapka szerelvény illeszkedő felületeit.
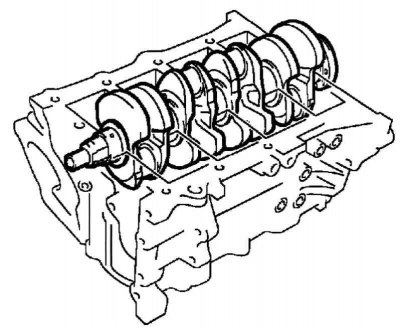
Rizs. 2.277. A főtengely eltávolítása a hengerblokkról
Távolítsa el a főtengelyt a hengerblokkról (rizs. 2.277).
A főtengely axiális hézagának ellenőrzése
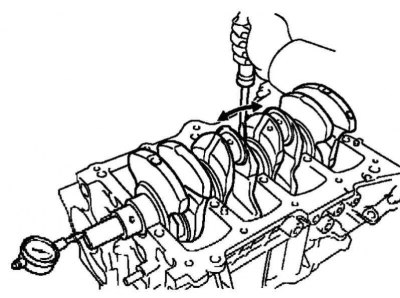
Rizs. 2.278. A főtengely axiális hézagának eltávolítása
Csavarhúzóval, a főtengelyt axiális irányba tolva, mérje meg az axiális hézagot egy mérőórával (rizs. 2.278).
- Névleges axiális hézag: 0,04 - 0,24 mm.
- Maximális megengedett axiális hézag: 0,30 mm.
Ha az axiális hézag meghaladja a megengedett legnagyobb értéket, mérje meg a nyomófélgyűrűk vastagságát.
Ha a nyomó félgyűrű vastagsága nem felel meg a specifikációnak, cserélje ki a nyomófélgyűrűt.
Jegyzet. A tolóerő félgyűrű névleges vastagsága: 2,430–2,480 mm.
A főtengely felső nyomó félgyűrűinek eltávolítása
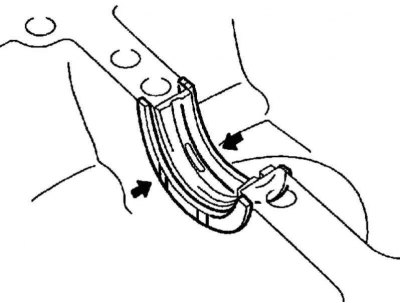
Rizs. 2.279. Tolóerő félgyűrűk
Távolítson el 2 nyomó félgyűrűt a hengerblokkról (rizs. 2.279).
A fő csapágyhéjak eltávolítása
Rizs. 2.280. fő csapágyhéj
Távolítson el 5 fő csapágyhéjat a hengerblokkból (rizs. 2.280).
Jegyzet. A fő csapágyhéjakat és a nyomóalátéteket olyan sorrendben helyezze el, hogy az összeszerelés során az eredeti helyükre lehessen őket szerelni.
Stud kifordult
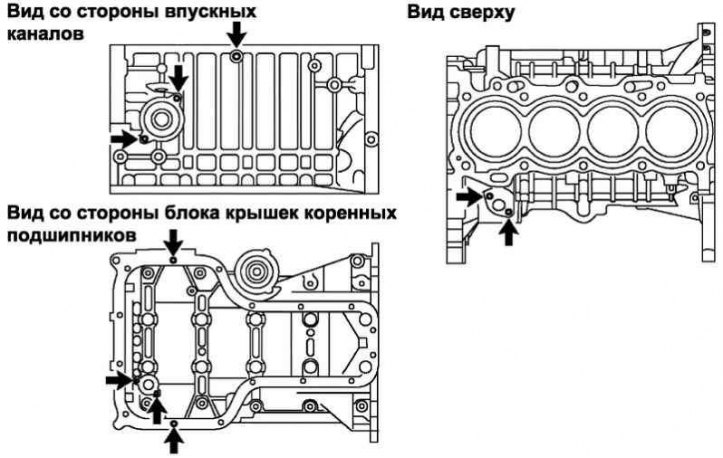
Rizs. 2.281. A hengerblokk csapjainak elhelyezkedése
A TORX E5 és E7 dugókulcs segítségével távolítson el 9 csapot (rizs. 2.281).