
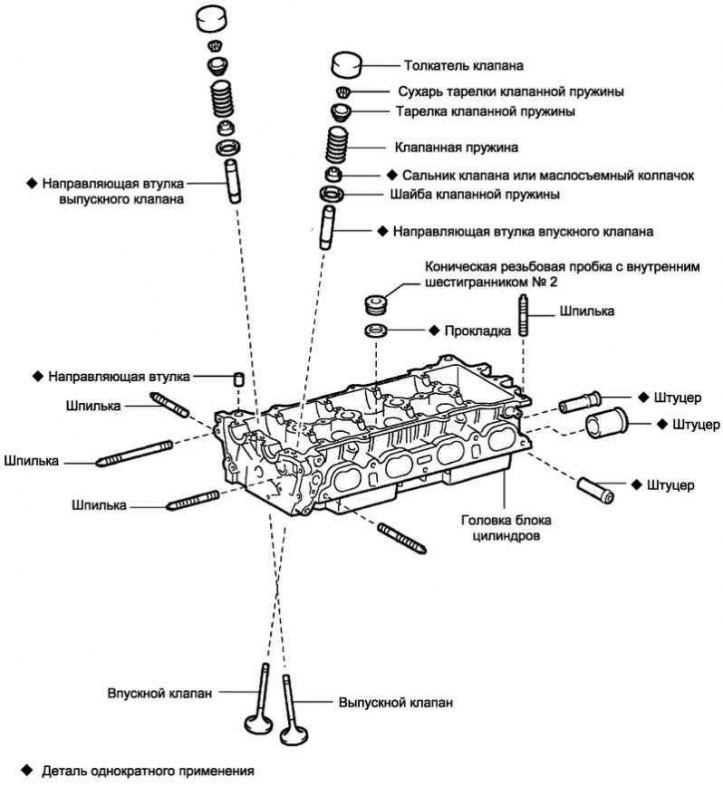
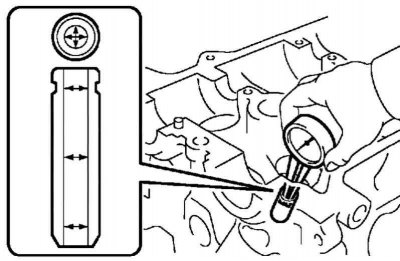
Ryža. 2,218. Komponenty hlavy valcov
Odstránenie kužeľovej skrutky č.2
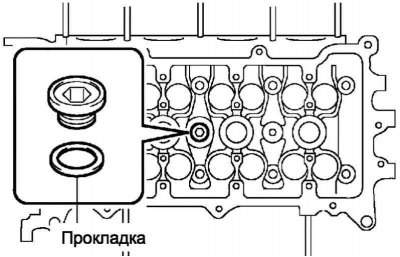
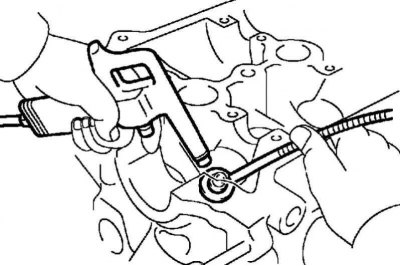
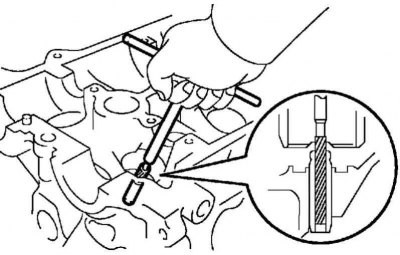
Ryža. 2,219. Kónická skrutková zátka
Pomocou 10 šesťhranného kľúča odskrutkujte kužeľovú skrutkovú zátku a odstráňte tesnenie (ryža. 2,219).
Odstránenie zdviháka ventilu
Odstráňte 16 zdvihákov ventilov z hlavy valcov.
Odstránenie ventilu
Nainštalujte hlavu valca na drevené bloky.
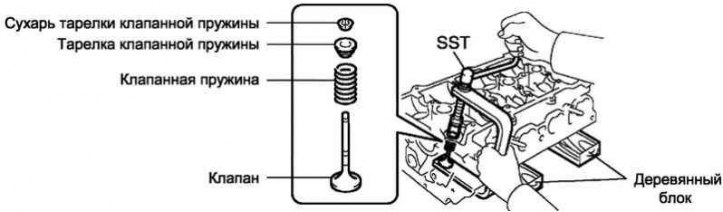
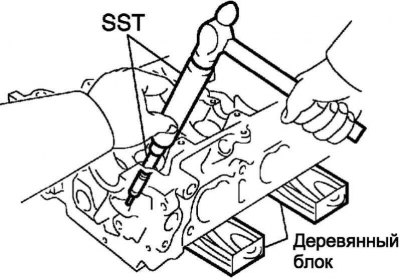
Ryža. 2,220. Odstránenie ventilového rozvodu
Poznámka. Odstráňte všetky ventily z hlavy valcov v poradí opísanom nižšie (ryža. 2,220).
Pomocou nástroja SST stlačte pružinu a odstráňte 2 závlačky ventilovej pružiny.
Odstráňte taniere pružín, vnútorné pružiny ventilov a ventily z hlavy valcov.
Odstránenie olejových tesnení
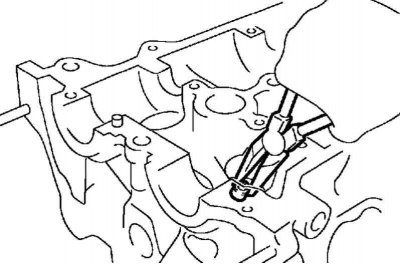
Ryža. 2,221. Odstránenie olejového tesnenia
Pomocou klieští s tenkými čeľusťami odstráňte 8 tesnení drieku ventilu (ryža. 2,221).
Demontáž pružinových podložiek ventilov
Ryža. 2,222. Demontáž pružinovej podložky ventilu
Pomocou stlačeného vzduchu a magnetickej tyče odstráňte 8 pružných podložiek ventilu (ryža. 2,222).
Stud vytáčanie
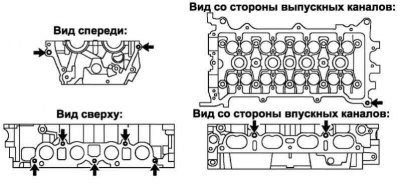
Ryža. 2,223. Umiestnenie čapov hlavy valcov
Pomocou nástrčných kľúčov TORX E5 a E7 odstráňte 10 svorníkov (ryža. 2,223).
Kontrola deformácie hlavy valcov
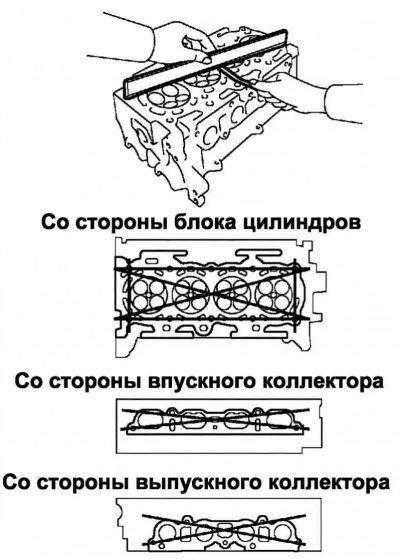
Ryža. 2,224. Kontrola deformácie hlavy valcov
Pomocou presného pravítka a špáromeru zmerajte mieru deformácie rovín, ktoré sa spájajú s blokom valcov a potrubím (ryža. 2,224).
Maximálne povolené množstvo deformácie:
- zo strany bloku valcov - 0,05 mm;
- zo sacieho potrubia - 0,10 mm;
- z výfukového potrubia - 0,10 mm.
Ak deformácia prekročí maximálnu povolenú hodnotu, vymeňte hlavu valca.
Kontrola hlavy valcov na praskliny a poškodenia
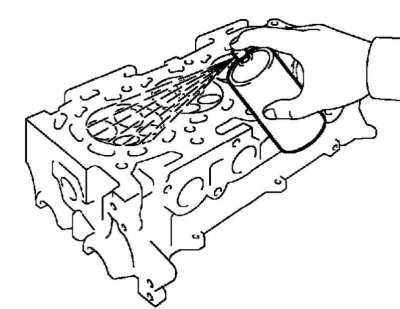
Ryža. 2,225. Kontrola hlavy valcov na praskliny a poškodenia
Pomocou metódy vyvolávacej farby skontrolujte a overte, či nie sú žiadne praskliny v spaľovacej komore, sacích otvoroch, výfukových otvoroch a na povrchu bloku valcov (ryža. 2,225).
Kontrola sediel ventilov
Na skosenie ventilu naneste tenkú vrstvu pruskej modrej alebo bielej olova.
Ľahko zatlačte ventil na sedlo.
Poznámka. Neotáčajte ventilom.
Skontrolujte čelo ventilu a sedlo ventilu v poradí popísanom nižšie.
Ak je po celom obvode skosenia ventilu súvislá dráha, kotúč ventilu nie je zošikmený. V opačnom prípade musí byť ventil vymenený.
Ak je po celom obvode sedla ventilu súvislá stopa pasty, os vodiaceho puzdra, kotúča ventilu a sedla sú zarovnané. V opačnom prípade je potrebné povrch sedla ventilu prebrúsiť.
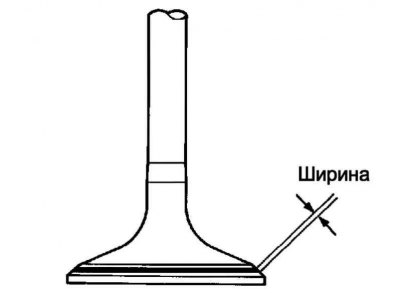
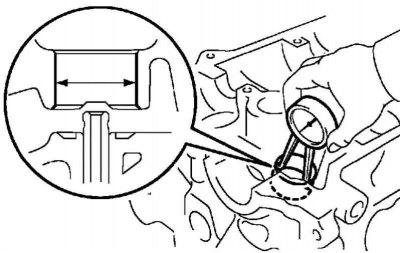
Ryža. 2,226. Šírka kontaktnej plochy
Uistite sa, že čelo ventilu lícuje so strednou časťou povrchu sedla ventilu a že šírka kontaktnej zóny zodpovedá nominálnej hodnote (ryža. 2,226).
Oprava sediel nasávacích ventilov
Pomocou 45°frézy vyvŕtajte povrch sedla ventilu v hlave valca o niečo širšiu, ako je menovitá šírka kontaktu sedla ventilu (ryža. 2.227a).
Poznámka. Pre hladší povrch sedla ventilov pri vyvrtávaní sediel vyviňte menší tlak na frézu.
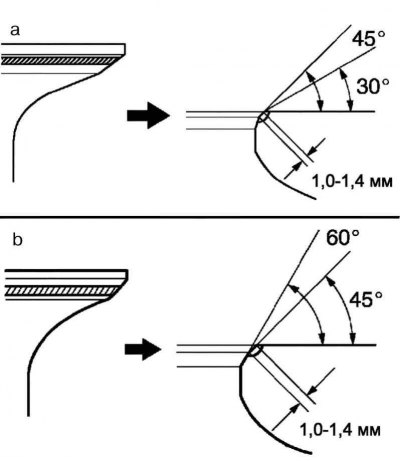
Ryža. 2,227. Vzor vŕtania sedla sacieho ventilu
Uistite sa, že čelo ventilu lícuje so strednou časťou povrchu sedla ventilu. V opačnom prípade prevŕtajte povrch sedadla 45°frézou (ryža. 2,227 a).
Opracte povrch sedla ventilu 30°alebo 60°frézou tak, aby kontaktná plocha medzi sedlom ventilu a čelom ventilu bola v strede skosenia.
Ak je kontaktná plocha na čele ventilu príliš vysoká, použite na opracovanie sedla frézy s uhlom reznej hrany 30°a 45° (ryža. 2.227b).
Ak je kontaktná plocha na čele ventilu príliš nízka, použite na opracovanie sedla frézy s uhlom reznej hrany 60°a 45°.
Prilepte ventil na sedlo ventilu brúsnou pastou. Práca sa vykonáva ručne.
Znovu skontrolujte uloženie sedla ventilu.
Oprava sedla výfukového ventilu
Pomocou 45°frézy vyvŕtajte povrch sedla ventilu v hlave valca o niečo širšiu, ako je menovitá šírka kontaktu sedla ventilu.
Poznámka. Aby bol povrch sedla ventilu hladší, postupne znižujte tlak na frézu pri vyvrtávaní sediel.
Uistite sa, že čelo ventilu lícuje so strednou časťou povrchu sedla ventilu. V opačnom prípade prevŕtajte povrch sedadla 45°frézou.
Opracte povrch sedla ventilu 30°alebo 75°frézou tak, aby kontaktná plocha medzi sedlom ventilu a čelom ventilu bola v strede.
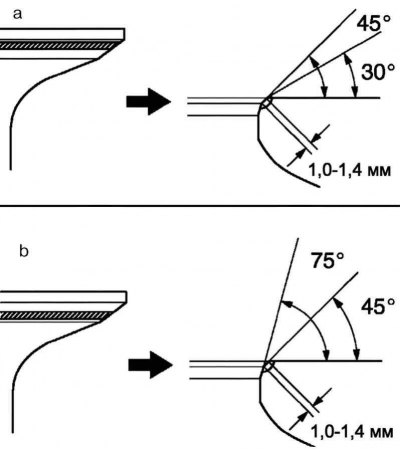
Ryža. 2,228. Vzor vŕtania sedla výfukového ventilu
Ak je kontaktná plocha na čele ventilu príliš vysoká, použite na opracovanie sedla frézy s uhlom reznej hrany 30°a 45° (ryža. 2,228 a).
Ak je kontaktná plocha na čele ventilu príliš nízka, použite na opracovanie sedla frézy s uhlom reznej hrany 75°a 45° (ryža. 2.228b).
Prilepte ventil na sedlo ventilu brúsnou pastou. Práca sa vykonáva ručne.
Znovu skontrolujte uloženie sedla ventilu.
Kontrola axiálnej vôle vačkového hriadeľa
Nainštalujte 2 vačkové hriadele.
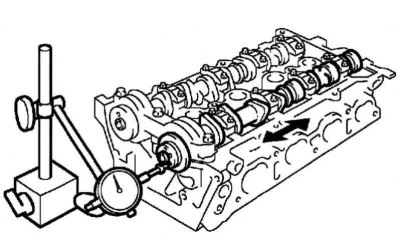
Ryža. 2,229. Kontrola axiálnej vôle vačkového hriadeľa
Posunutím vačkového hriadeľa v axiálnom smere zmerajte axiálnu vôľu pomocou indikátora (ryža. 2,229).
- Menovitá axiálna vôľa: 0,040 - 0,095 mm.
- Maximálna povolená axiálna vôľa: 0,110 mm.
Ak axiálna vôľa prekročí maximálnu povolenú hodnotu, vymeňte hlavu valca. Ak sú čapy ložísk vačkového hriadeľa poškodené, vymeňte vačkový hriadeľ.
Meranie vôle oleja v čapoch vačkového hriadeľa
Vyčistite 9 krytov ložísk a čapy vačkového hriadeľa.
Namontujte vačkové hriadele do hlavy valcov.
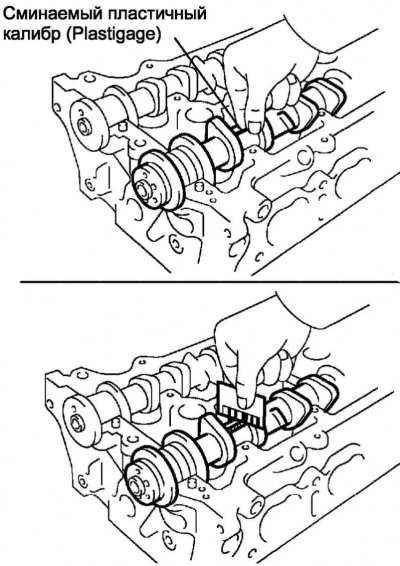
Ryža. 2,230. Meranie vôle oleja v čapoch vačkového hriadeľa
Položte pokrčené plastové mierky axiálne na všetky čapy vačkového hriadeľa (ryža. 2,230).
Namontujte 9 uzáverov ložísk vačkového hriadeľa.
Poznámka. Neotáčajte vačkové hriadele.
Odstráňte 9 uzáverov ložísk.
Zmerajte skladacie plastové meradlá v najširšom mieste (ryža. 2,230).
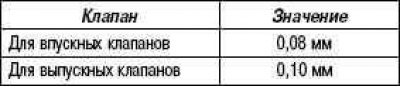
- Menovitá svetlosť oleja: 0,035–0,072 mm.
- Maximálna povolená vôľa oleja: 0,10 mm.
Poznámka. Po meraní úplne odstráňte zvyšky rozdrveného plastového meradla.
Poznámka. Ak vôľa oleja prekročí maximálnu povolenú hodnotu, vymeňte hlavu valca alebo vačkový hriadeľ.
Kontrola zdvihákov ventilov
Ryža. 2,231. Meranie priemeru zdviháka ventilu
Zmerajte priemer zdvihátka ventilu pomocou mikrometra (ryža. 2,231).
Priemer zdviháka ventilu: 30,966–30,976 mm.
Ak priemer nie je správny, vymeňte zdvihátko ventilu.
Kontrola olejovej vôle zdvíhadiel ventilov
Ryža. 2,232. Meranie vôle oleja zdviháka ventilu
Pomocou dieromeru zmerajte priemer sedla zdvíhača ventilu v hlave valca (ryža. 2,232).
Priemer sedla zdviháka ventilu: 31.000 - 31.025 mm.
Ak priemer nie je správny, vymeňte hlavu valca.
Odpočítajte nameraný priemer zdviháka ventilu od priemeru sedla zdviháka ventilu.
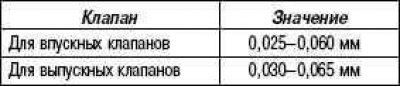
- Menovitá svetlosť oleja: 0,024–0,059 mm.
- Maximálna povolená vôľa oleja: 0,079 mm.
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, vymeňte zdvihátko ventilu. V prípade potreby vymeňte hlavu valca.
Kontrola ventilových pružín
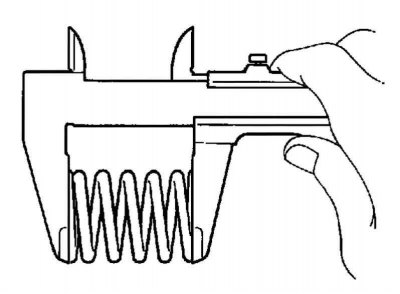
Ryža. 2,233. Meranie dĺžky pružiny ventilu
Použite posuvné meradlo na meranie celkovej voľnej dĺžky ventilovej pružiny (ryža. 2,233).
- Voľná dĺžka: 43,40 mm.
Ak voľná dĺžka nie je v rámci špecifikácie, ventilovú pružinu je potrebné vymeniť.
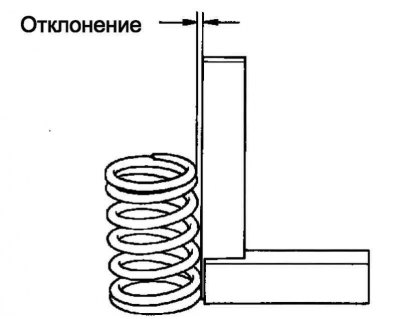
Ryža. 2,234. Meranie pravouhlosti ventilovej pružiny
Pomocou uhla zmerajte kolmosť ventilovej pružiny (ryža. 2,234).
- Maximálna povolená odchýlka: 1,6 mm.
- Maximálny povolený uhol (pre referenciu): 2°
Ak odchýlka prekročí maximálnu povolenú hodnotu, vymeňte pružinu ventilu.
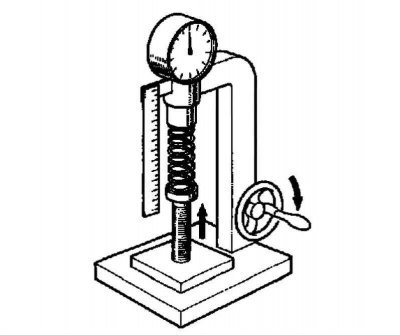
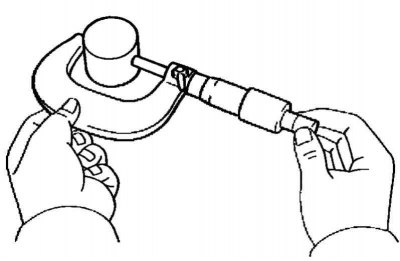
Ryža. 2,235. Meranie sily ventilovej pružiny
Na špeciálnom stojane zmerajte tlakovú silu ventilovej pružiny pri menovitej dĺžke (ryža. 2,235).
- Sila pri menovitej dĺžke: 158,6 - 175,4 N pri 33,6 mm.
- Maximálna pracovná sila: 335,3 - 370,7 N pri 24,1 mm.
Ak sila pri menovitej dĺžke nezodpovedá predpísanej hodnote, ventilovú pružinu treba vymeniť.
Kontrolné ventily
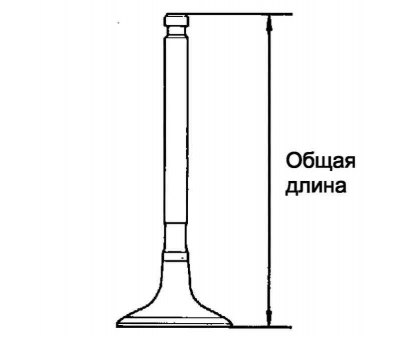
Ryža. 2,236. Celková dĺžka ventilu
Pomocou posuvného meradla zmerajte celkovú dĺžku ventilu (ryža. 2,236).
Menovitá celková dĺžka ventilu
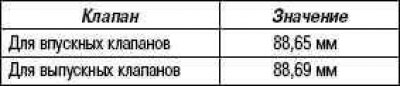
Minimálna povolená celková dĺžka ventilu
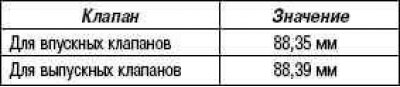
Ak je celková dĺžka ventilu menšia ako minimálna povolená hodnota, ventil sa musí vymeniť.
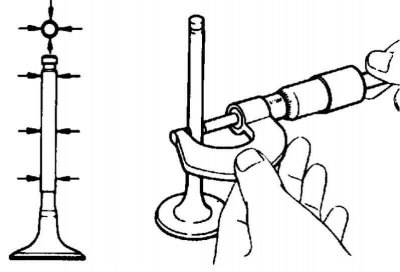
Ryža. 2,237. Meranie priemeru drieku ventilu
Zmerajte priemer drieku ventilu pomocou mikrometra (ryža. 2,237).
Priemer drieku ventilu
Ak priemer nie je správny, vymeňte ventil.
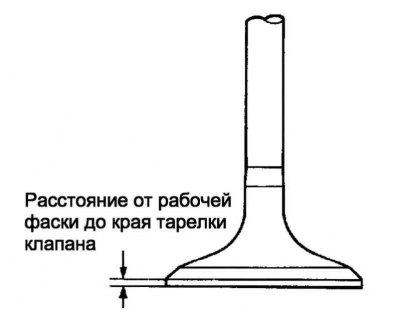
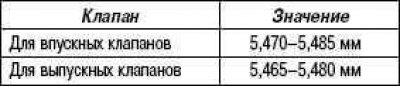
Ryža. 2,238. Vzdialenosť od skosenia k okraju kotúča ventilu
Pomocou posuvného meradla zmerajte vzdialenosť od pracovného skosenia k okraju kotúča ventilu (ryža. 2,238).
Menovitá vzdialenosť od pracovného skosenia k okraju kotúča ventilu: 1,0 mm.
Minimálna povolená vzdialenosť od pracovného skosenia k kotúču ventilu: 0,7 mm.
Ak je vzdialenosť menšia ako minimálna povolená hodnota, ventil sa musí vymeniť.
Kontrola olejovej vôle drieku ventilu vo vodiacom puzdre
Ryža. 2,239. Meranie vnútorného priemeru vedenia ventilu
Zmerajte vnútorný priemer vodidla ventilu pomocou dieromeru (ryža. 2,239).
Vnútorný priemer objímky: 5,510–5,530 mm.
Ak priemer nie je správny, vymeňte vodidlo ventilu.
Odčítajte nameraný priemer drieku ventilu od vnútorného priemeru vodidla ventilu.
Menovitá vôľa oleja
Maximálna povolená vôľa oleja
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, vymeňte ventil a vedenie ventilu.
Výmena vodiaceho ventilu
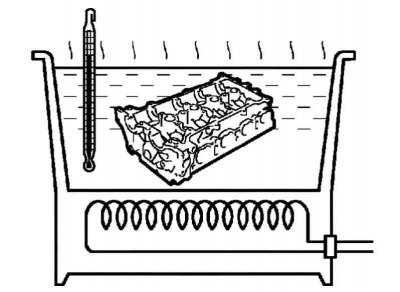
Ryža. 2,240. Vyhrievanie hlavy valcov v špeciálnom boxe
Hlavu valcov zohrejte na teplotu 80-100°C (ryža. 2,240).
Nainštalujte hlavu valca na drevené bloky.
Ryža. 2,241. Odstránenie vodidla ventilu
Na vytlačenie vodidla ventilu použite nástroj SST (ryža. 2,241).
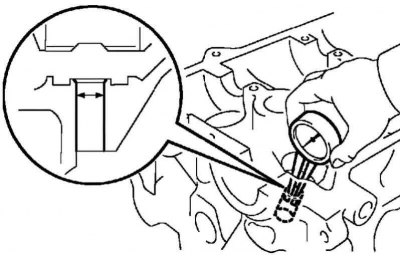
Ryža. 2,242. Meranie priemeru sedla vedenia ventilu v hlave valcov
Pomocou dieromeru zmerajte priemer sedla vedenia ventilu v hlave valca (ryža. 2,242).
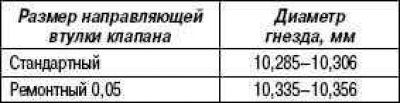
- Priemer: 10,285–10,306 mm.
Ak je priemer sedla objímky v hlave valca väčší ako 10,306 mm, vyvŕtajte sedlo na priemer 10,335 – 10,356 mm, aby ste namontovali príliš veľké vedenie ventilu.
Hlavu valcov opäť zahrejte na teplotu 80-100°C.
Nainštalujte hlavu valca na drevené bloky.
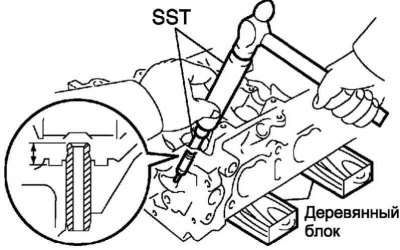
Ryža. 2,243. Zalisovanie nového vedenia ventilu
Pomocou nástroja SST zatlačte nové vedenie ventilu na jeho nominálny výstupok (ryža. 2,243).
- Výška výčnelku: 8,7-9,1 mm.
Ryža. 2,244. Otvor vedenia ventilu
Pomocou 5,5 mm výstružníka vyvŕtajte vodidlo ventilu tak, aby poskytovalo nominálnu vôľu medzi vodidlom ventilu a driekom ventilu (ryža. 2,244).
Menovitá vôľa oleja
Zatlačenie vodiaceho kolíka
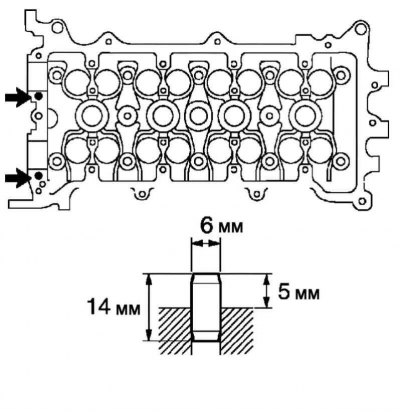
Ryža. 2,245. Schéma lisovania vodiaceho čapu
Pomocou plastového kladiva zatlačte 2 vodiace kolíky (ryža. 2,245).
- Menovitý výstupok: 5 mm.
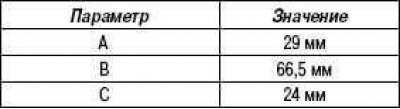
Montáž armatúr
Ryža. 2,246. Vzdialenosť označená farbou
Označte si predpísanú polohu kovania farbou (ryža. 2,246).
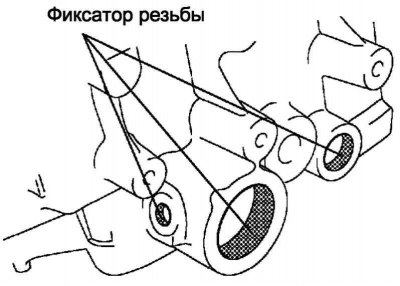
Ryža. 2,247. Mazacie body
Namažte otvory pre armatúry v hlave valcov fixačným mazivom (ryža. 2,247).
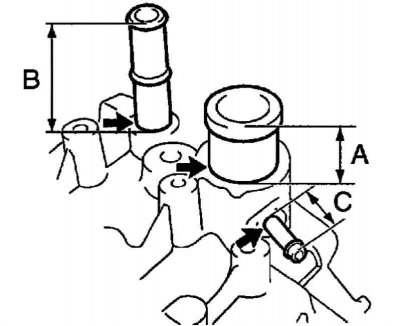
Ryža. 2,248. Montážna hĺbka
Zatlačte nové armatúry tak, aby sa značka nachádzala na úrovni povrchu hlavy valcov (ryža. 2,248).
Hodnotený výkon
Poznámka. Po nanesení fixačného maziva do 3 minút zatlačte tvarovky.
Doplňte chladiacu kvapalinu najskôr hodinu po inštalácii armatúr.
Inštalácia čapu
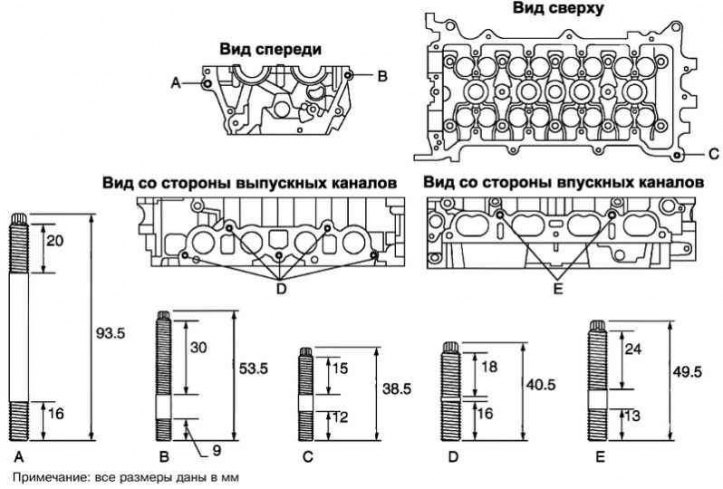
Ryža. 2,249. Schéma inštalácie čapu
Pomocou nástrčných kľúčov TORX E5 a E7 obtočte 11 svorníkov (ryža. 2,249).
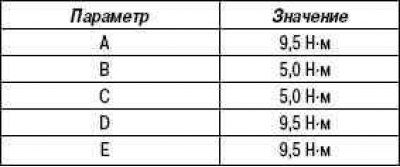
Krútiaci moment
Inštalácia pružinových podložiek ventilov
Ryža. 2,250. Inštalácia pružinovej podložky ventilu
Nainštalujte 8 ventilových pružinových podložiek do krytu hlavy valcov (ryža. 2,250).
Inštalácia tesnení drieku ventilu
Namažte tesnenia drieku ventilu motorovým olejom.
Poznámka. Dávajte pozor, aby ste si nepomýlili tesnenia drieku sacieho a výfukového ventilu. Nesprávna inštalácia tesnení drieku ventilu môže spôsobiť poruchu.

Ryža. 2,251. Farebné označenie tesnení drieku ventilu
Tesnenia drieku sacích ventilov lakované sivou farbou, tesnenia drieku výfukových ventilov lakované čiernou farbou (ryža. 2,251).
Pomocou SST ručne nainštalujte nové tesnenia drieku ventilu.
Inštalácia ventilu
Nainštalujte všetky ventily do hlavy valcov podľa opísaného postupu.
Nainštalujte hlavu valca na drevené bloky.
Nainštalujte ventily, vnútorné ventilové pružiny a pružinové dosky do hlavy valcov.

Ryža. 2,252. Inštalácia sušičky
Pomocou SST stlačte pružinu a nainštalujte 2 závlačky ventilovej pružiny na driek ventilu.
S ostňom 5 a kladivom zľahka udrite na horný koniec drieku ventilu, aby krekry zaujali správnu polohu.
Poznámka. Dávajte pozor, aby ste nepoškodili koniec drieku ventilu.
Inštalácia zdviháka ventilu
Namažte 16 zdvihákov ventilov motorovým olejom.
Ryža. 2,253. Tlačná inštalácia
Nainštalujte 16 zdvihákov ventilov do hlavy valcov (ryža. 2,253).
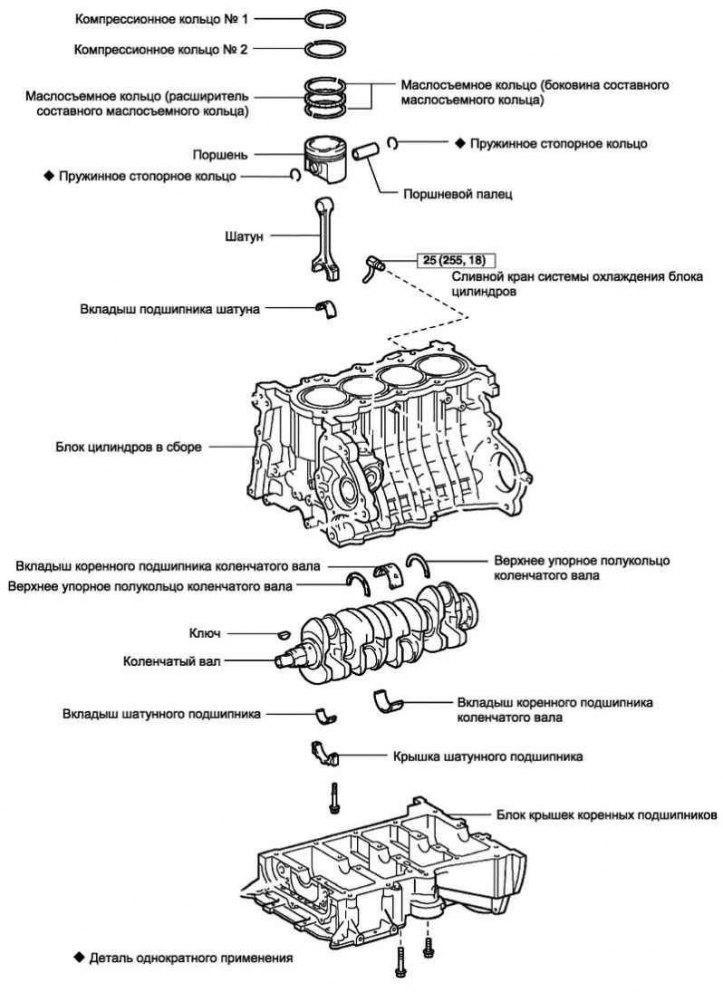
Ryža. 2,254. Komponenty bloku valcov
Inštalácia kužeľovej skrutkovej zátky #2
Pomocou objímky 10 zaskrutkujte kužeľovú zátku s novým tesnením.
- Uťahovací moment: 44 Nm.
Prepážka bloku valcov.
Demontáž zostavy vypúšťacieho kohúta chladiacej kvapaliny
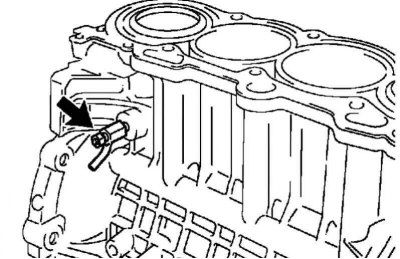
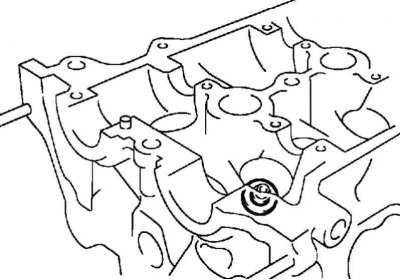
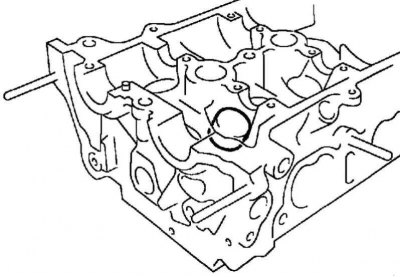
Ryža. 2,255. Vypúšťací ventil chladiacej kvapaliny
Vysunúť z bloku valcov žeriav na vypustenie chladiacej kvapaliny pri zbere (ryža. 2,255).
Kontrola axiálnej vôle ojnice
Otočte kľukovým hriadeľom a nastavte piest valca č. 1 na TDC pri kompresnom zdvihu.
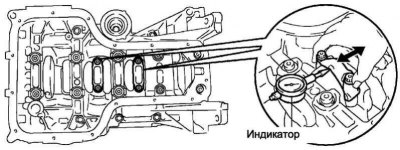
Ryža. 2,256. Kontrola axiálnej vôle ojnice valcov č.2 a č.3
Pohybom ojnice dopredu a dozadu pomocou indikátora zmerajte axiálnu vôľu v ojniach valcov č. 2 a č. 3 (ryža. 2,256).
- Menovitá axiálna vôľa: 0,160 - 0,342 mm.
- Maximálna povolená axiálna vôľa: 0,342 mm.
Ak axiálna vôľa prekročí maximálnu povolenú hodnotu, vymeňte ojnicu.
V prípade potreby vymeňte kľukový hriadeľ.
Otočte kľukovým hriadeľom a nastavte piest valca č. 2 na TDC pri kompresnom zdvihu.
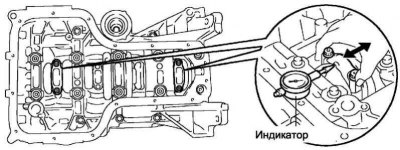
Ryža. 2,257. Kontrola axiálnej vôle ojnice valcov č.1 a č.4
Pohybom ojnice dopredu a dozadu pomocou indikátora zmerajte axiálnu vôľu v ojniach valcov č.1 a č.4 (ryža. 2,257).
- Menovitá axiálna vôľa: 0,160 - 0,342 mm.
- Maximálna povolená axiálna vôľa: 0,342 mm.
Ak axiálna vôľa prekročí maximálnu povolenú hodnotu, vymeňte ojnicu.
V prípade potreby vymeňte kľukový hriadeľ.
Kontrola vôle oleja v ojnici
Otočte kľukovým hriadeľom a nastavte piest valca č. 1 na TDC pri kompresnom zdvihu.
Odmerajte vôľu oleja v spojovacích tyčiach valcov #2 a #3.
Poznámka. Počas merania neotáčajte kľukovým hriadeľom.
Natrite ojnice a veká ložísk príslušnými číslami valcov.
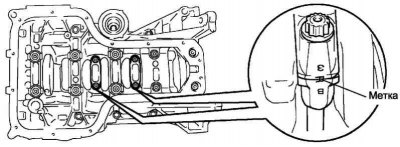
Ryža. 2,258. farebné štítky
Pre správnu montáž sú potrebné značky na ojniach a na krytoch ložísk (ryža. 2,258).
Ryža. 2,259. Odstránenie skrutiek krytu ojnice
Pomocou SST odstráňte 4 montážne skrutky a odstráňte 2 kryty ojníc (ryža. 2,259).
Vyčistite všetky čapy ojnice a panvy ojničných ložísk.
Skontrolujte jamky alebo škrabance na kľukových čapoch a ložiskových panvách.

Ryža. 2,260. Stohovanie plastového kalibru
Pozdĺž kľukového čapu položte pokrčené plastové meradlo (ryža. 2,260).
Ryža. 2,261. Značky na krytoch ojničných ložísk
Uistite sa, že výstupky na krytoch ložísk ojnice sú v správnom smere (ryža. 2,261).
Naneste tenkú vrstvu motorového oleja na závity a pod hlavy skrutiek viečka ojnice.
Pomocou SST utiahnite skrutky v niekoľkých krokoch na predpísaný krútiaci moment.
- Uťahovací moment: 20 Nm.
Označte prednú stranu každej skrutky uzáveru ojnice farbou.
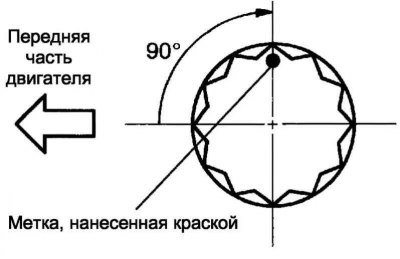
Ryža. 2,262. Uhol natočenia skrutky krytu
Utiahnite upevňovacie skrutky krytu o 90°, ako je znázornené na obrázku 2.262.
Uistite sa, že sa kľukový hriadeľ otáča hladko.
Pomocou SST odstráňte 4 skrutky a 2 kryty ojníc.
Zmerajte skladacie plastové meradlá v ich najširšom bode.
- Menovitá svetlosť oleja: 0,028–0,060 mm.
- Maximálna povolená vôľa oleja: 0,080 mm.
Poznámka. Po meraní úplne odstráňte skladacie plastové meradlá.
Poznámka. Ak vôľa oleja presahuje maximálnu povolenú hodnotu, vymeňte panvu ojničného ložiska.
Poznámka. V prípade potreby prebrúste alebo vymeňte kľukový hriadeľ.
Poznámka. Označenie TAIHO je aplikované buď na stranu výstupku alebo na opačnú stranu.
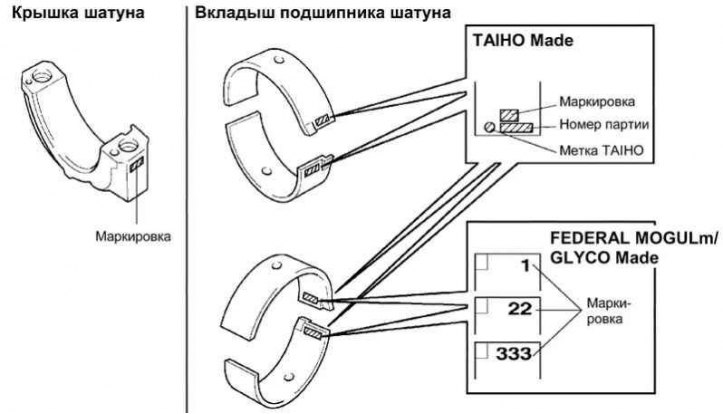
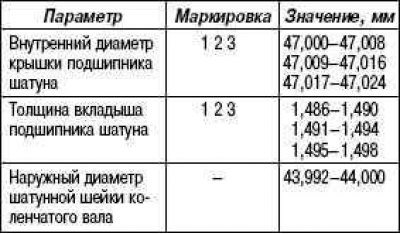
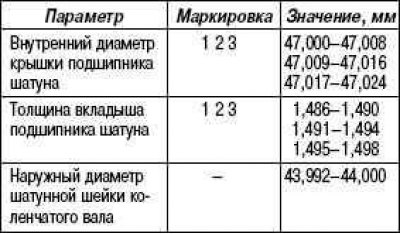
Ryža. 2,263. Označenia a štítky na uzáveroch ojníc a na plášťoch ložísk ojníc
Pri výmene ložiskového puzdra zvoľte číslo vyrazené na ojnici. Ložiskové panvy sa dodávajú v 3 štandardných veľkostných triedach, ktoré sú príslušne označené číslami «1», «2» A «3» (ryža. 2,263).
Otočte kľukovým hriadeľom a nastavte piest valca č. 2 na TDC pri kompresnom zdvihu.
Odmerajte vôľu oleja v ojniach valcov č.1 a č.4 (pozri obr. 2,258).
Poznámka. Počas merania neotáčajte kľukovým hriadeľom.
Natrite ojnice a veká ložísk príslušnými číslami valcov.
Poznámka. Pre správnu montáž sú potrebné značky na ojniach a na krytoch ložísk.
Pomocou SST odstráňte 4 skrutky a 2 kryty ojníc.
Vyčistite všetky čapy ojnice a panvy ojničných ložísk.
Skontrolujte jamky alebo škrabance na kľukových čapoch a ložiskových panvách.

Ryža. 2,264. Stohovanie plastového kalibru
Pozdĺž kľukového čapu položte pokrčené plastové meradlo (ryža. 2,264).
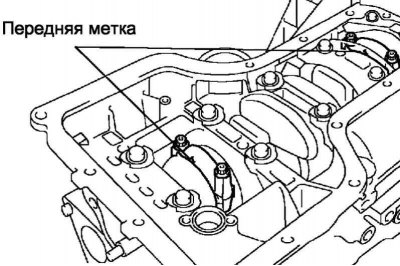
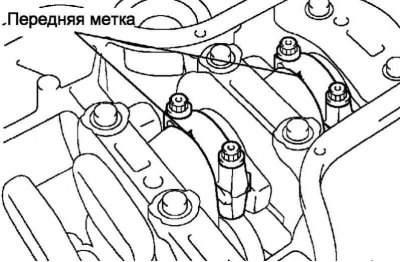
Ryža. 2,265. Predné značky na krytoch ojničných ložísk
Uistite sa, že predné značky na krytoch ložísk ojnice sú správne umiestnené (ryža. 2,265).
Naneste tenkú vrstvu motorového oleja na závity a pod hlavy skrutiek viečka ojnice.
Pomocou SST 09205-16010 utiahnite skrutky v niekoľkých krokoch na špecifikovaný krútiaci moment.
- Uťahovací moment: 20 Nm.
Označte prednú stranu každej skrutky uzáveru ojnice farbou.
Utiahnite upevňovacie skrutky krytu o 90°, ako je znázornené na obrázku 2.262.
Uistite sa, že sa kľukový hriadeľ otáča hladko.
Pomocou SST odstráňte 4 skrutky a 2 kryty ojníc.
Zmerajte skladacie plastové meradlá v ich najširšom bode.
- Menovitá svetlosť oleja: 0,028–0,060 mm.
- Maximálna povolená vôľa oleja: 0,080 mm.
Poznámka. Po meraní úplne odstráňte skladacie plastové meradlá.
Poznámka. Ak vôľa oleja presahuje maximálnu povolenú hodnotu, vymeňte panvu ojničného ložiska.
Poznámka. V prípade potreby prebrúste krk alebo vymeňte kľukový hriadeľ.
Poznámka. Označenie TAIHO je aplikované buď na stranu výstupku alebo na opačnú stranu.
Poznámka. Pri výmene ložiskového puzdra zvoľte číslo vyrazené na ojnici. Ložiskové panvy sú dodávané v 3 štandardných veľkostných triedach označených zodpovedajúcimi číslami «1», «2» A «3».
Odstránenie prútov pri zbere
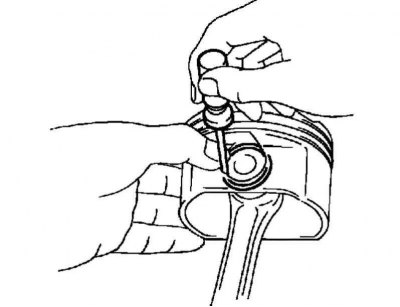
Ryža. 2,266. Odstránenie usadenín z hornej časti valca
Odstráňte uhlík z hornej časti valca pomocou výstružníka (ryža. 2,266).
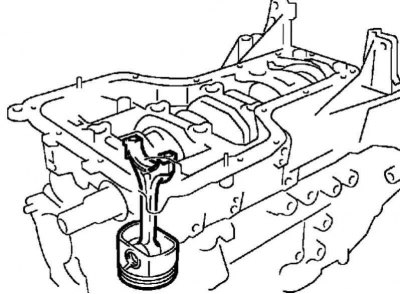
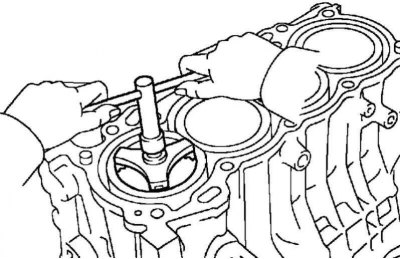
Ryža. 2,267. Stlačenie piestu
Vytlačte piest spolu s ojnicou a horným ložiskovým plášťom nahor a von z valca (ryža. 2,267).
Poznámka. Ložiskové škrupiny ojnice, ojnica a kryt ojnice sú jedna sada, preto by sa mali dať dohromady.
Poznámka. Pri demontáži treba piesty a ojnice zložiť tak, aby sa dali pri následnej montáži inštalovať na rovnaké miesta.
Demontáž ojničných ložísk
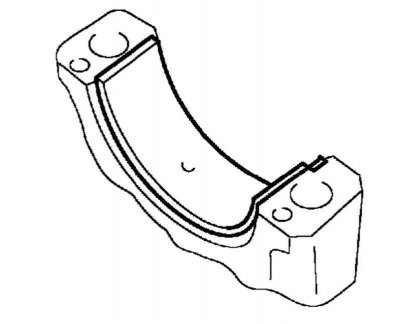
Ryža. 2,268. Spodný plášť ložiska ojnice
Odstráňte spodné ložisko ojnice z krytu (ryža. 2,268).
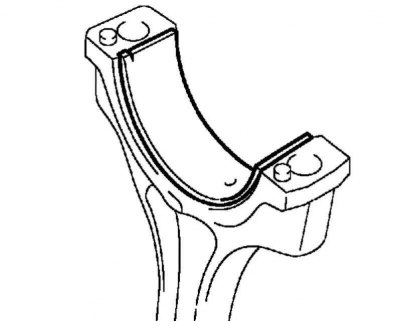
Ryža. 2,269. Horné ložisko ojnice
Odstráňte horné ložisko ojnice z ojnice (ryža. 2,269).
Demontáž piestnych krúžkov
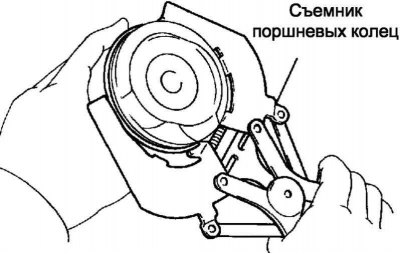
Ryža. 2,270. Odstránenie kompresných krúžkov
Pomocou klieští na piestne krúžky odstráňte 2 kompresné krúžky (ryža. 2,270).
Odstráňte 2 bočné steny zloženého krúžku na škrabanie oleja rukami.
Demontáž zostavy piestu s piestnym čapom
Ryža. 2,271. Odstránenie poistných krúžkov
Pomocou malého skrutkovača odstráňte 2 poistné krúžky (ryža. 2,271).
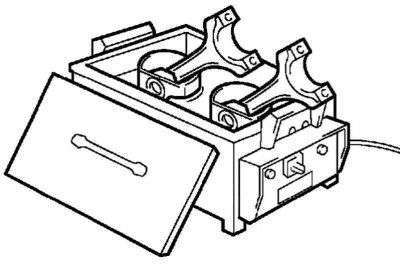
Ryža. 2,272. Vyhrievanie piestov v špeciálnom bloku
Piesty zahrejte na teplotu 80-90°C (ryža. 2,272).
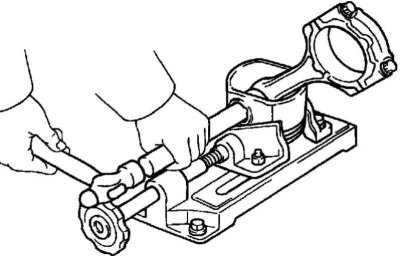
Ryža. 2,273. Vylomenie piestneho čapu
Pomocou plastového kladiva a mosadznej tyče opatrne vyklepnite piestny čap a vyberte ojnicu (ryža. 2,273).
Poznámka. Piestne čapy sa vyberajú podľa veľkosti otvoru v pieste.
Poznámka. Piesty, čapy, poistné krúžky, ojnice a panvy ojničných ložísk rozmiestnite v takom poradí, aby boli pri následnej montáži namontované na pôvodné miesta.
Demontáž kľukového hriadeľa
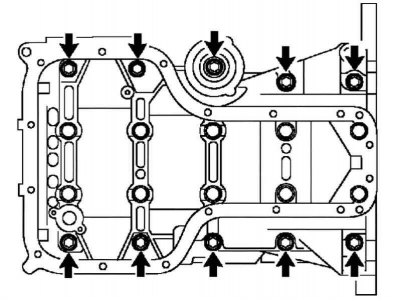
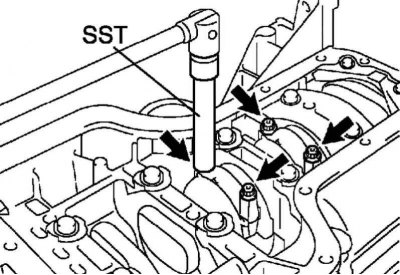
Ryža. 2,274. Skrutky upevnenia krytov radikálových ložísk
Odstráňte 10 montážnych skrutiek z hlavného bloku krytu ložiska (ryža. 2,274).
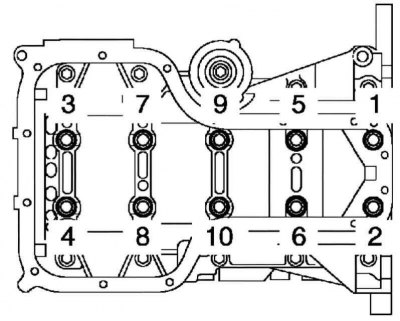
Ryža. 2,275. Postup odskrutkovania skrutiek uzáverov hlavných ložísk
V niekoľkých krokoch rovnomerne uvoľnite a odskrutkujte 10 skrutiek uzáverov blokových ložísk v poradí znázornenom na obrázku 2.275.

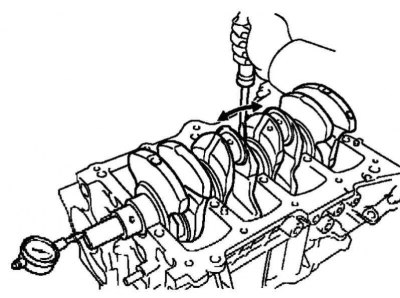
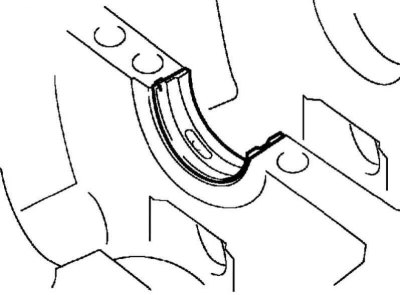
Ryža. 2,276. Odstránenie bloku krytu hlavného ložiska
Pomocou skrutkovača v označených bodoch medzi blokom valca a blokom krytu hlavného ložiska oddeľte blok krytu hlavného ložiska (ryža. 2,276).
Poznámka. Dávajte pozor, aby ste nepoškodili spojovacie plochy bloku valcov a zostavy krytu hlavného ložiska.
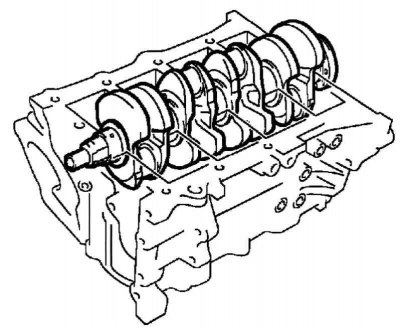
Ryža. 2,277. Demontáž kľukového hriadeľa z bloku valcov
Odstráňte kľukový hriadeľ z bloku valcov (ryža. 2,277).
Kontrola axiálnej vôle kľukového hriadeľa
Ryža. 2,278. Odstránenie axiálnej vôle kľukového hriadeľa
Pomocou skrutkovača posunutím kľukového hriadeľa v axiálnom smere zmerajte axiálnu vôľu pomocou číselníka (ryža. 2,278).
- Menovitá axiálna vôľa: 0,04 - 0,24 mm.
- Maximálna povolená axiálna vôľa: 0,30 mm.
Ak axiálna vôľa prekročí maximálnu povolenú hodnotu, zmerajte hrúbku prítlačných polkrúžkov.
Ak hrúbka prítlačného polovičného krúžku nie je v rámci špecifikácie, vymeňte prítlačný polovičný krúžok.
Poznámka. Nominálna hrúbka prítlačného polkrúžku: 2,430–2,480 mm.
Demontáž horných prítlačných polovičných krúžkov kľukového hriadeľa
Ryža. 2,279. Ťahové polovičné krúžky
Odstráňte 2 prítlačné polkrúžky z bloku valcov (ryža. 2,279).
Demontáž hlavných ložísk
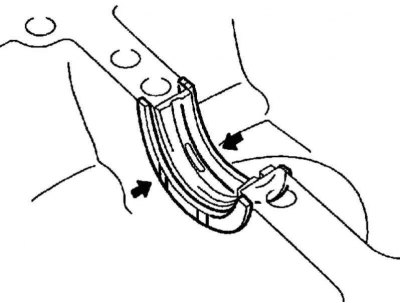
Ryža. 2,280. hlavná ložisková panva
Odstráňte 5 panví hlavných ložísk z bloku valcov (ryža. 2,280).
Poznámka. Rozložte hlavné ložiskové panvy a prítlačné podložky v takom poradí, aby bolo možné ich namontovať na pôvodné miesta počas montáže.
Stud vytáčanie
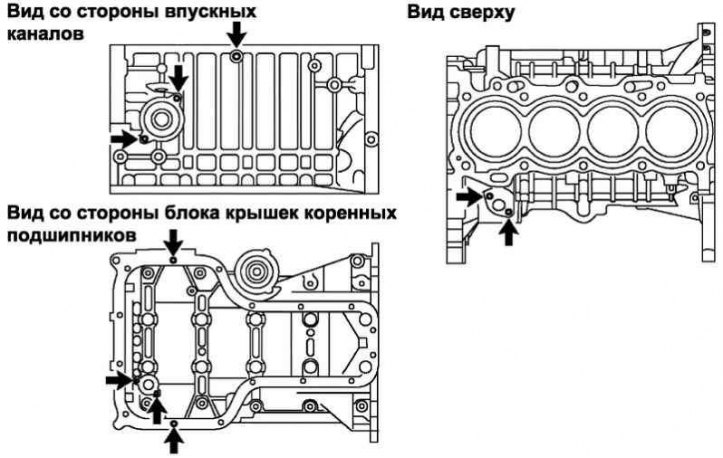
Ryža. 2,281. Umiestnenie čapov bloku valcov
Pomocou nástrčných kľúčov TORX E5 a E7 odstráňte 9 svorníkov (ryža. 2,281).