
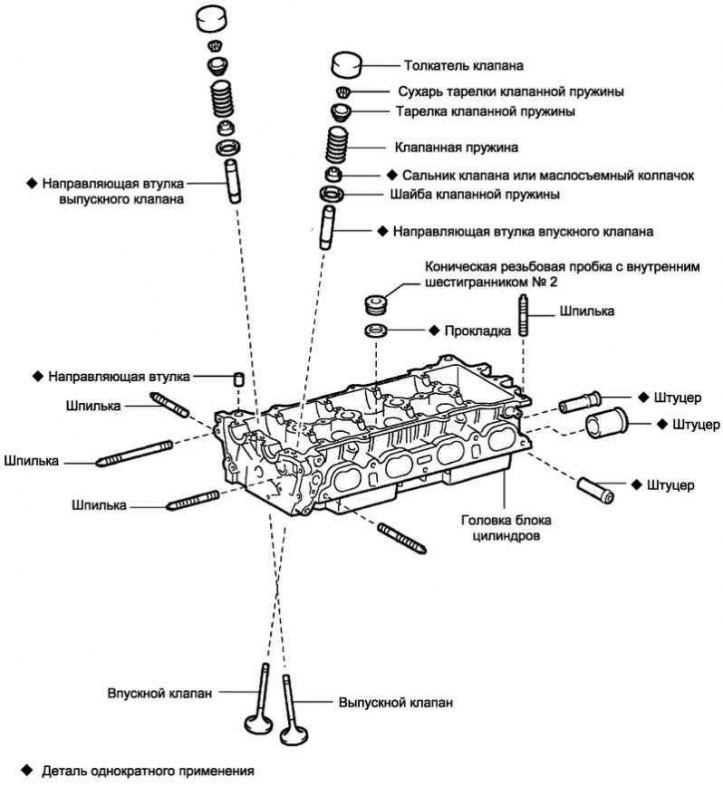
Мал. 2.218. Компоненти голівки блока циліндрів
Зняття конічної різьбової пробки № 2
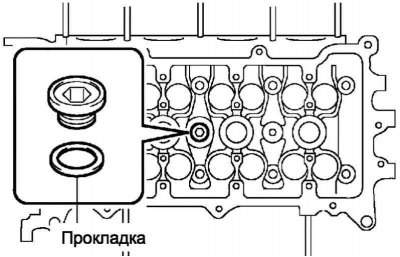
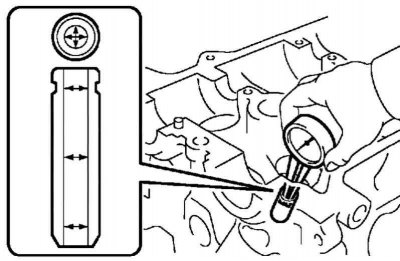
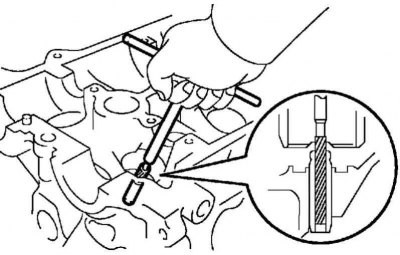
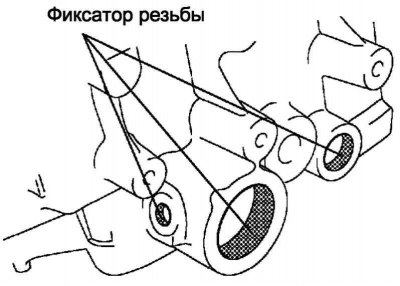
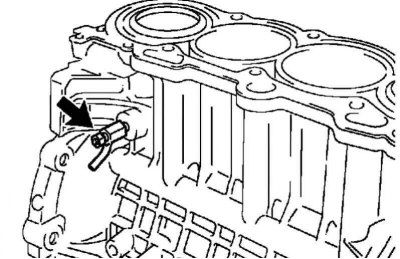
Мал. 2.219. Конічна різьбова пробка
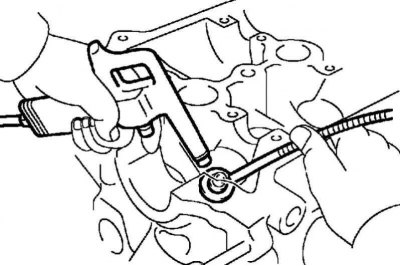
За допомогою шестигранного ключа 10 виверніть конічну різьбову пробку та вийміть прокладку (Мал. 2.219).
Вилучення штовхача клапана
Витягніть із головки блоку циліндрів 16 штовхачів клапанів.
Вилучення клапана
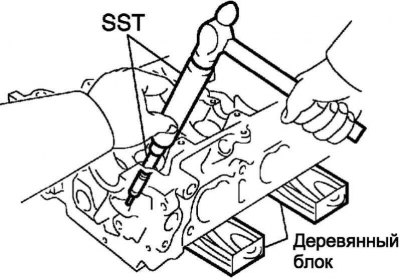
Встановіть головку циліндрів на дерев'яні блоки.
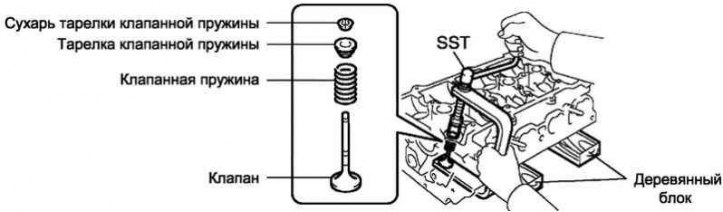
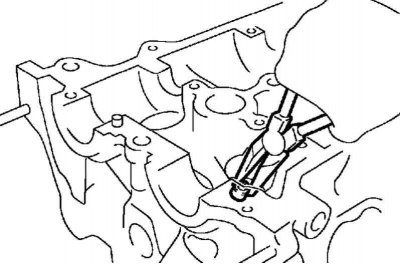
Мал. 2.220. Вилучення клапанного механізму
Примітка. Витягніть із головки блоку циліндрів усі клапани в описаній нижче послідовності (Мал. 2.220).
За допомогою знімника SST, стисніть пружину і вийміть 2 сухарі тарілки клапанної пружини.
Вийміть із головки блоку циліндрів тарілки пружин, внутрішні пружини клапанів та клапани.
Зняття маслознімних ковпачків
Мал. 2.221. Зняття маслознімного ковпачка
Щипцями з тонкими губками зніміть 8 маслознімних ковпачків (Мал. 2.221).
Витяг шайб клапанних пружин
Мал. 2.222. Вилучення шайби клапанної пружини
За допомогою стисненого повітря та магнітного стрижня вийміть 8 шайб клапанних пружин (Мал. 2.222).
Вивертання шпильок
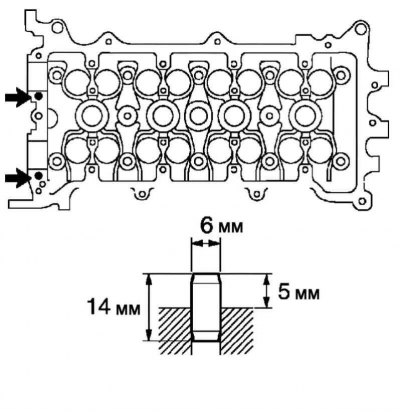
Мал. 2.223. Розташування шпильок головки блоку циліндрів
За допомогою торцевих ключів TORX Е5 та Е7 виверніть 10 шпильок (Мал. 2.223).
Перевіряє головку блоку циліндрів на відсутність деформації
Мал. 2.224. Перевіряє головку блоку циліндрів на відсутність деформації
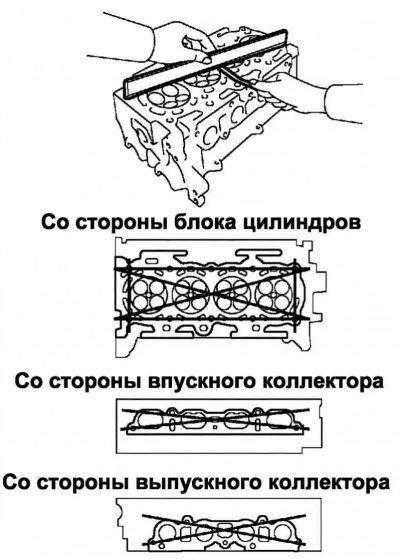
За допомогою прецизійної перевірочної лінійки та щупа виміряйте величину короблення площин, що сполучаються з блоком циліндрів та колекторами (Мал. 2.224).
Максимально допустима величина короблення:
- з боку блоку циліндрів – 0,05 мм;
- з боку впускного колектора – 0,10 мм;
- з боку випускного колектора – 0,10 мм.
Якщо жолоблення перевищує максимально допустиму величину, замініть головку блоку циліндрів.
Перевірка головки блоку циліндрів на відсутність тріщин та пошкоджень
Мал. 2.225. Перевіряє головку блоку циліндрів на відсутність тріщин і пошкоджень
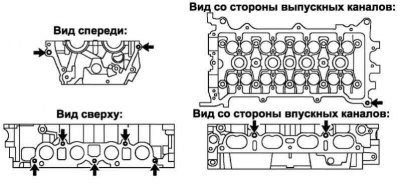
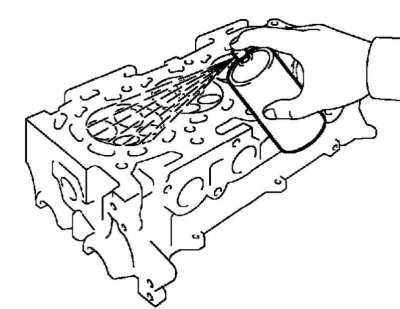
Методом фарбування фарбою перевірте і переконайтеся у відсутності тріщин в камері згоряння, впускних каналах, випускних каналах і на поверхні блоку циліндрів (Мал. 2.225).
Перевірка сідел клапанів
Нанесіть на фаску клапана тонкий шар блакитної блакиті або свинцевих білил.
Злегка притисніть клапан до сідла.
Примітка. Не обертайте клапан.
Перевірте фаску клапана та сідло клапана у порядку, описаному нижче.
Якщо безперервний слід є по всьому колу фаски клапана, тарілка клапана не має перекосу. Інакше слід замінити клапан.
Якщо безперервний слід пасти є по всьому колу сідла клапана, осі напрямної втулки, тарілки клапана та сідла збігаються. Інакше слід повторно прошліфувати поверхню сідла клапана.
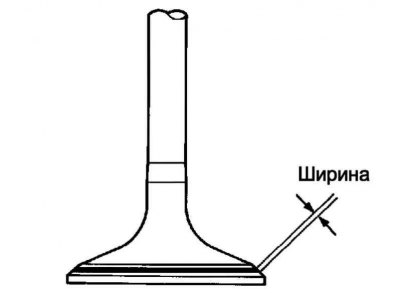
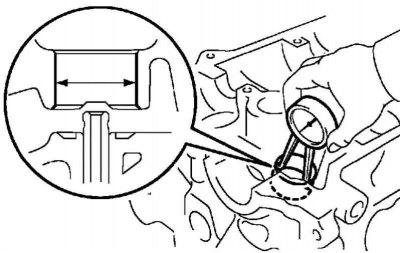
Мал. 2.226. Ширина зони контакту
Переконайтеся, що робоча фаска клапана сполучається із середньою частиною поверхні сідла клапана, а ширина зони контакту відповідає номінальній величині (Мал. 2.226).
Ремонт сідел впускних клапанів
Використовуючи фрезу з кутом ріжучих кромок 45°, розточіть поверхню сідла клапана в головці блоку циліндрів трохи ширше ніж номінальна ширина зони контакту клапана з сідлом (Мал. 2.227а).
Примітка. Щоб поверхня сідла клапана була гладкою, слід менше натискати на фрезу при розточуванні сідел.
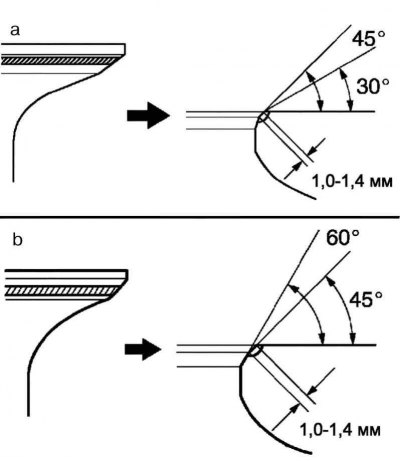
Мал. 2.227. Схема розточування сідла впускного клапана
Переконайтеся, що робоча фаска клапана сполучається із середньою частиною поверхні сідла клапана. В іншому випадку повторно розточіть поверхню сідла фрезою з кутом ріжучих кромок 45° (Мал. 2.227 а).
Обробіть поверхню сідла клапана фрезою з кутом ріжучих кромок 30°або 60°таким чином, щоб зона контакту між сідлом та фаскою клапана була посередині фаски.
Якщо зона контакту на фасці клапана розташована надто високо, для обробки сідла використовуйте фрези з кутом ріжучих кромок 30°та 45° (Мал. 2.227 b).
Якщо зона контакту на фасці клапана розташована надто низько, для обробки сідла використовуйте фрези з кутом ріжучих кромок 60°та 45°.
З шліфувальною пастою притріть клапан із сідлом клапана. Робота виконується вручну.
Перевірте повторно посадку клапана на сідло.
Ремонт сідел випускних клапанів
Фрезою з кутом ріжучих кромок 45°, розточіть поверхню сідла клапана в головці блоку циліндрів трохи ширше ніж номінальна ширина зони контакту клапана з сідлом.
Примітка. Щоб поверхня сідла клапана була гладкою, слід поступово зменшувати тиск на фрезу при розточуванні сідел.
Переконайтеся, що робоча фаска клапана сполучається із середньою частиною поверхні сідла клапана. В іншому випадку повторно розточіть поверхню сідла фрезою з кутом ріжучих кромок 45°.
Обробіть поверхню сідла клапана фрезою з кутом ріжучих кромок 30°або 75°таким чином, щоб зона контакту між гніздом клапана та фаскою клапана була посередині.
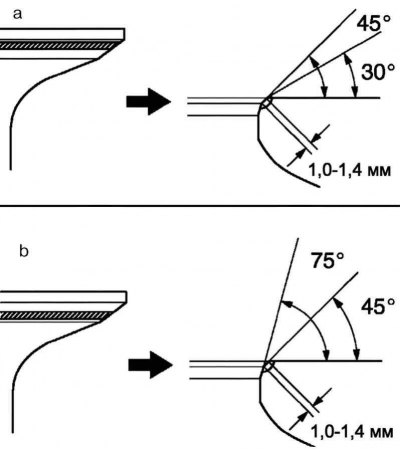
Мал. 2.228. Схема розточування сідла випускного клапана
Якщо зона контакту на фасці клапана розташована надто високо, для обробки сідла використовуйте фрези з кутом ріжучих кромок 30°та 45° (Мал. 2.228 а).
Якщо зона контакту на фасці клапана розташована надто низько, для обробки сідла використовуйте фрези з кутом ріжучих кромок 75°та 45° (Мал. 2.228 b).
З шліфувальною пастою притріть клапан із сідлом клапана. Робота виконується вручну.
Перевірте повторно посадку клапана на сідло.
Перевірка осьового зазору розподільчого валу
Встановіть 2 розподільні вали.
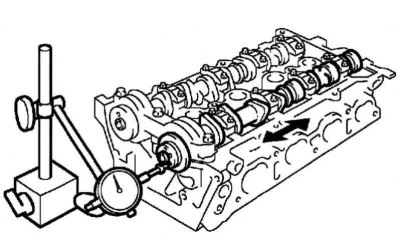
Мал. 2.229. Перевірка осьового зазору розподільчого валу
Зміщуючи розподільний вал в осьовому напрямку, виміряйте індикатором осьовий зазор (Мал. 2.229).
- Номінальний осьовий зазор: 0,040-0,095 мм.
- Максимально допустимий осьовий проміжок: 0,110 мм.
Якщо осьовий зазор перевищує максимальну величину, замініть головку блоку циліндрів. Якщо на опорних шийках розподільного валу є пошкодження, замініть розподільний вал.
Вимірювання масляного зазору шийок розподільчого валу
Очистіть 9 кришок підшипників та шиї розподільних валів.
Встановіть розподільні вали у головку блоку циліндрів.
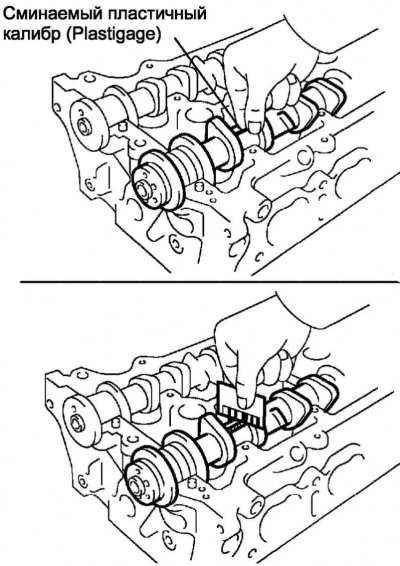
Мал. 2.230. Вимірювання масляного зазору шийок розподільчого валу
Покладіть пластичні калібри, що зминають, в осьовому напрямку на всі шийки розподільчих валів (Мал. 2.230).
Встановіть 9 кришок підшипників розподільних валів.
Примітка. Не повертайте розподільні вали.
Зніміть 9 кришок підшипників.
Виміряйте пластичні калібри, що зминають, у найширшому місці (Мал. 2.230).
- Номінальний масляний проміжок: 0,035-0,072 мм.
- Максимально допустимий олійний зазор: 0,10 мм.
Примітка. Після вимірювання повністю видаліть залишки пластичного калібру, що зминається.
Примітка. Якщо масляний зазор перевищує максимальну величину, замініть головку блоку циліндрів або розподільний вал.
Перевірка штовхачів клапанів
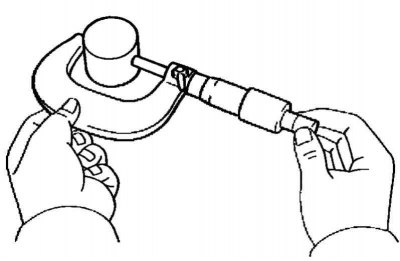
Мал. 2.231. Вимірювання діаметра штовхача клапана
Мікрометр виміряти діаметр штовхача клапана (Мал. 2.231).
Діаметр штовхача клапана: 30966-30976 мм.
Якщо діаметр не відповідає номінальному, замініть штовхач клапана.
Перевірка масляного зазору штовхачів клапанів
Мал. 2.232. Вимірювання масляного зазору штовхача клапана
Нутроміром виміряйте діаметр гнізда штовхача клапана в головці блоку циліндрів (Мал. 2.232).
Діаметр гнізда штовхача клапана: 31000-31025 мм.
Якщо діаметр не відповідає номінальному, замініть головку блоку циліндрів.
Відніміть виміряний діаметр штовхача клапана з діаметра гнізда штовхача клапана.
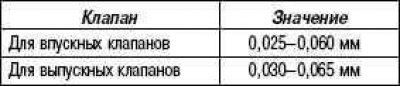
- Номінальний масляний проміжок: 0,024-0,059 мм.
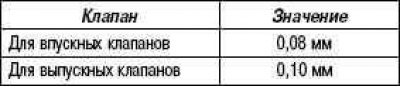
- Максимально допустимий олійний зазор: 0,079 мм.
Якщо масляний зазор перевищує максимальну величину, замініть штовхач клапана. За потреби замініть головку блоку циліндрів.
Перевірка клапанних пружин
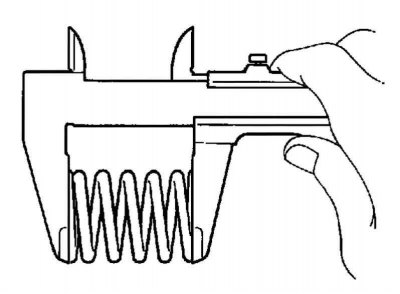
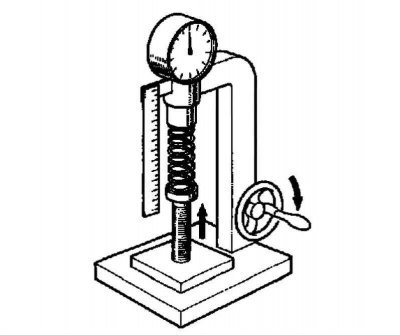
Мал. 2.233. Вимірювання довжини клапанної пружини
Штангенциркулем виміряйте загальну довжину клапанної пружини у вільному стані (Мал. 2.233).
- Довжина у вільному стані: 43,40 мм.
Якщо довжина у вільному стані не відповідає номінальній величині, клапанну пружину слід замінити.
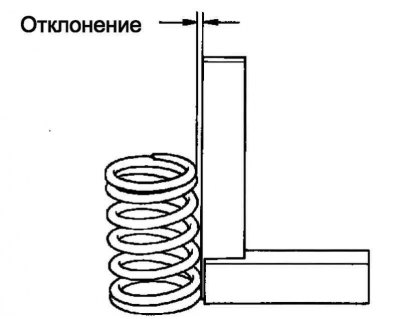
Мал. 2.234. Вимірювання перпендикулярності клапанної пружини
За допомогою куточка виміряти перпендикулярність клапанної пружини (Мал. 2.234).
- Максимальне відхилення: 1,6 мм.
- Максимально допустимий кут (для довідки): 2°
Якщо відхилення перевищує максимально допустиму величину, замініть клапанну пружину.
Мал. 2.235. Вимірювання зусилля стиснення клапанної пружини
На спеціальному стенді виміряйте зусилля стиснення клапанної пружини за номінальної довжини (Мал. 2.235).
- Зусилля за номінальної довжини: 158,6–175,4 Н при 33,6 мм.
- Максимальне робоче зусилля: 335,3-370,7 Н при 24,1 мм.
Якщо зусилля при номінальній довжині не відповідає визначеній величині, клапанну пружину слід замінити.
Перевірка клапанів
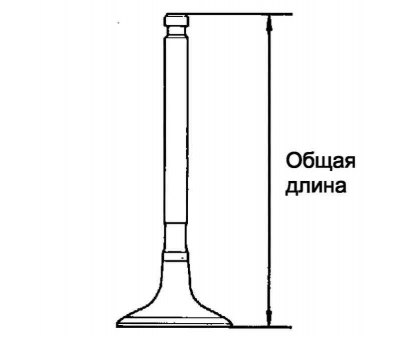
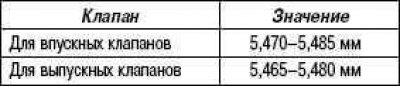
Мал. 2.236. Загальна довжина клапана
Штангенциркулем виміряти загальну довжину клапана (Мал. 2.236).
Номінальна загальна довжина клапана
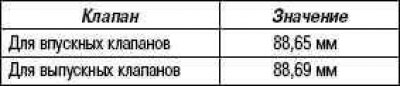
Мінімально допустима загальна довжина клапана
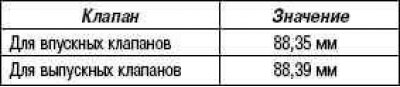
Якщо загальна довжина клапана менша за мінімально допустиму величину, клапан слід замінити.
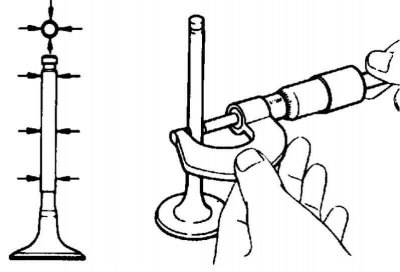
Мал. 2.237. Вимірювання діаметра штока клапана
Мікрометром виміряйте діаметр штока клапана (Мал. 2.237).
Діаметр штока клапана
Якщо діаметр не відповідає номінальному, замініть клапан.
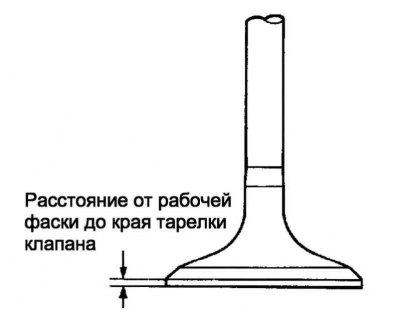
Мал. 2.238. Відстань від робочої фаски до краю тарілки клапана
Штангенциркулем виміряти відстань від робочої фаски до краю тарілки клапана (Мал. 2.238).
Номінальна відстань від робочої фаски до краю тарілки клапана: 1,0 мм.
Мінімально відстань від робочої фаски до тарілки клапана: 0,7 мм.
Якщо відстань менша за мінімально допустиму величину, клапан слід замінити.
Перевірка масляного зазору штока клапана у напрямній втулці
Мал. 2.239. Вимірювання внутрішнього діаметра напрямної втулки клапана
Нутроміром виміряйте внутрішній діаметр напрямної втулки клапана (Мал. 2.239).
Внутрішній діаметр втулки: 5510-5530 мм.
Якщо діаметр не відповідає номінальному, замініть напрямну втулку клапана.
Відніміть вимірюваний діаметр штока клапана з внутрішнього діаметра напрямної втулки клапана.
Номінальний масляний зазор
Максимально допустимий масляний зазор
Якщо масляний зазор перевищує максимально допустиму величину, замініть клапан та спрямовуючу втулку клапана.
Заміна напрямної втулки клапана
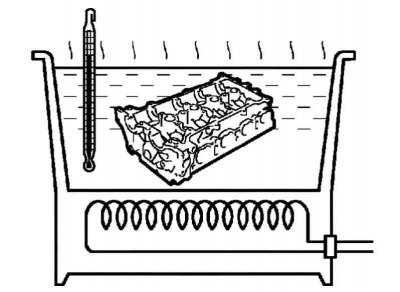
Мал. 2.240. Нагрівання головки блоку циліндрів у спеціальному боксі
Нагрійте головку блоку циліндрів до температури 80-100°С (Мал. 2.240).
Встановіть головку циліндрів на дерев'яні блоки.
Мал. 2.241. Вилучення направляючої втулки клапана
За допомогою оправки SST вибийте напрямну втулку клапана (Мал. 2.241).
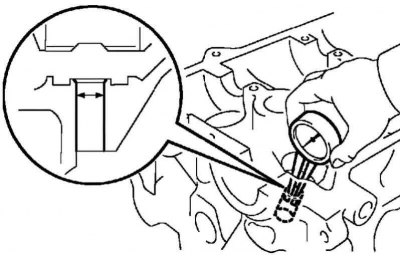
Мал. 2.242. Вимірювання діаметра гнізда направляючої втулки клапана в головці блоку циліндрів
Нутромір виміряти діаметр гнізда напрямної втулки клапана в головці блоку циліндрів (Мал. 2.242).
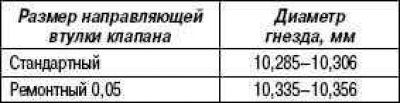
- Діаметр: 10,285-10,306 мм.
Якщо діаметр гнізда втулки в головці блоку циліндрів перевищує 10,306 мм, розточіть гніздо до діаметра 10,335–10,356 мм для встановлення втулки направляючої клапана збільшеного ремонтного розміру.
Знову нагрійте головку блоку циліндрів до температури 80–100°С.
Встановіть головку циліндрів на дерев'яні блоки.
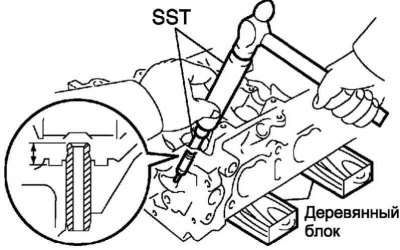
Мал. 2.243. Запресування нової напрямної втулки клапана
За допомогою оправлення SST запресуйте нову напрямну втулку клапана до номінальної висоти виступу (Мал. 2.243).
- Висота виступу: 8,7-9,1 мм.
Мал. 2.244. Розточування напрямної втулки клапана
Гострокутною розгорткою 5,5 мм розточіть напрямну втулку клапана до розміру, що забезпечує номінальний зазор між напрямною втулкою клапана та штоком клапана (Мал. 2.244).
Номінальний масляний зазор
Запресування направляючого штифта
Мал. 2.245. Схема запресування напрямного штифта
Пластмасовим молотком запресуйте 2 напрямні штифта (Мал. 2.245).
- Номінальний виступ: 5 мм.
Установка штуцерів
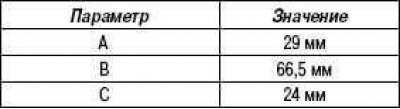
Мал. 2.246. Відстань маркована фарбою
Позначте встановлене положення штуцерів фарбою (Мал. 2.246).
Мал. 2.247. Місця нанесення фіксуючого мастила
Змастіть фіксуючим мастилом отвори під штуцери в головці блоку циліндрів (Мал. 2.247).
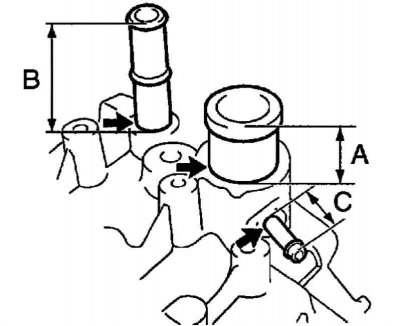
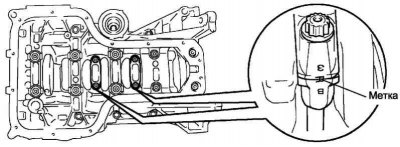
Мал. 2.248. Глибина запресування штуцерів
Пресом запресуйте нові штуцери, щоб позначка розташувалася на рівні поверхні головки блоку циліндрів (Мал. 2.248).
Номінальний виступ
Примітка. Штуцери запресуйте протягом 3 хв після нанесення фіксуючого мастила.
Охолоджувальну рідину заливайте не раніше ніж через годину після встановлення штуцерів.
Встановлення шпильок
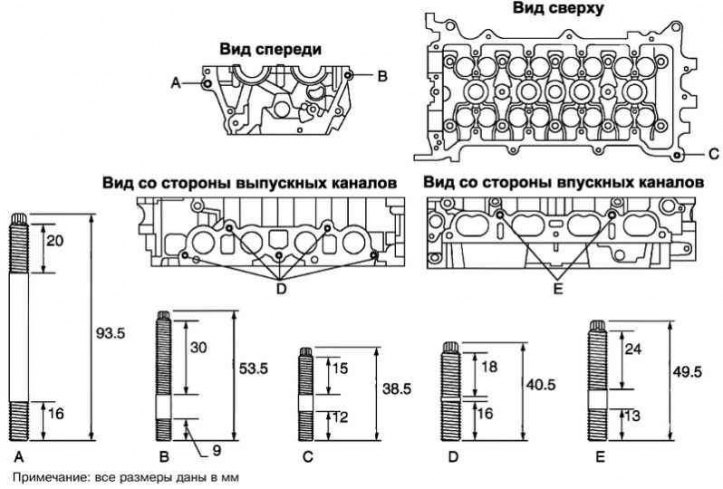
Мал. 2.249. Схема встановлення шпильок
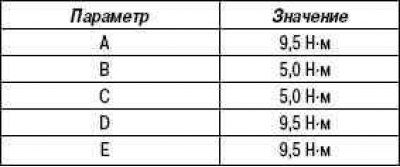
За допомогою торцевих ключів TORX Е5 та Е7 загорніть 11 шпильок (Мал. 2.249).
Момент затягування
Установка шайб клапанних пружин
Мал. 2.250. Встановлення шайби клапанної пружини
Встановіть у кришку головки блоку циліндрів 8 шайб клапанних пружин (Мал. 2.250).
Установка маслознімних ковпачків
Змастіть маслознімні ковпачки моторним маслом.
Примітка. Слід бути уважними, щоб не переплутати маслознімні ковпачки впускних та випускних клапанів. Неправильне встановлення олійних ковпачків може спричинити несправність.

Мал. 2.251. Колірне маркування маслознімних ковпачків
Маслознімні ковпачки впускних клапанів пофарбовані в сірий колір, а ковпачки випускних клапанів маслознімні - в чорний колір (Мал. 2.251).
За допомогою SST від руки встановіть нові ковпачки.
Встановлення клапанів
Встановіть у головку блоку циліндрів усі клапани відповідно до описаної процедури.
Встановіть головку циліндрів на дерев'яні блоки.
Встановіть у головку блоку циліндрів клапани, внутрішні пружини клапанів та тарілки пружин.

Мал. 2.252. Встановлення сухаря
За допомогою SST, стисніть пружину та встановіть на шток клапана 2 сухаря тарілки клапанної пружини.
Борідком 5 і молотком злегка вдарте по верхньому торцю штока клапана, щоб сухарі зайняли правильне положення.
Примітка. Будьте обережні, щоб не пошкодити торець штока клапана.
Установка штовхачів клапанів
Змастіть 16 штовхачів клапанів моторним маслом.
Мал. 2.253. Встановлення штовхача
Встановіть у головку блоку циліндрів 16 штовхачів клапанів (Мал. 2.253).
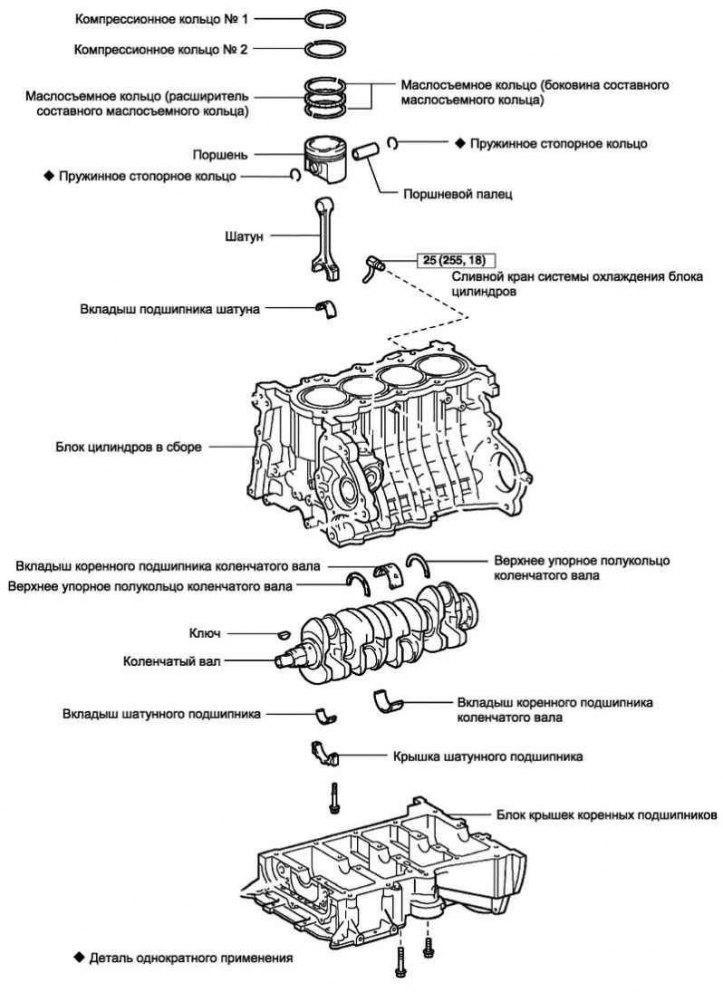
Мал. 2.254. Компоненти блоку циліндрів
Установка конічної різьбової пробки №2
За допомогою торцевої головки 10 загорніть конічну різьбову пробку з новою прокладкою.
- Момент затягування: 44 Нм.
Перебирає блок циліндрів.
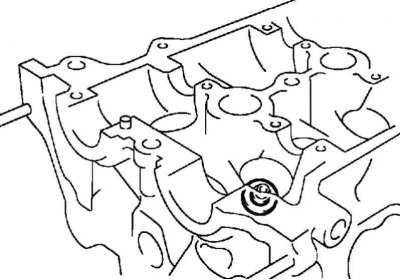
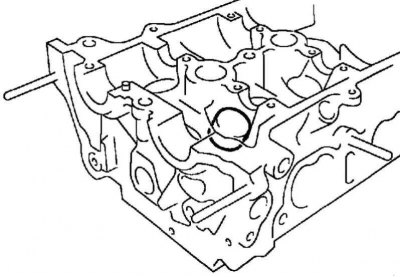
Зняття крана для зливу охолоджувальної рідини у зборі
Мал. 2.255. Кран для зливу рідини, що охолоджує
Викрутіть з блоку циліндрів кран для зливу охолоджувальної рідини в зборі (Мал. 2.255).
Перевірка осьового зазору шатуна
Поверніть колінчастий вал і встановіть поршень циліндра №1 у ВМТ такту стиснення.
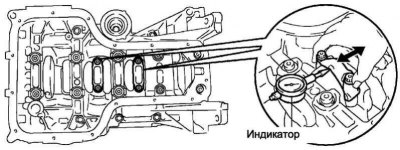
Мал. 2.256. Перевірка осьового зазору шатуна циліндрів №2 та №3
Зміщуючи шатун назад та вперед, індикатором виміряйте осьовий зазор у шатунах циліндрів №2 та №3 (Мал. 2.256).
- Номінальний осьовий зазор: 0,160-0,342 мм.
- Максимально допустимий осьовий проміжок: 0,342 мм.
Якщо осьовий зазор перевищує максимальну величину, замініть шатун.
За потреби замініть колінчастий вал.
Поверніть колінчастий вал і встановіть поршень циліндра №2 у ВМТ такту стиснення.
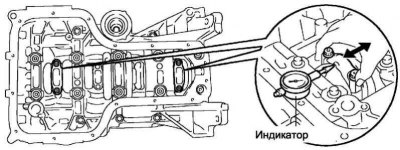
Мал. 2.257. Перевірка осьового зазору шатуна циліндрів №1 та №4
Зміщуючи шатун назад і вперед, виміряйте індикатором осьовий зазор в шатунах циліндрів №1 і №4 (Мал. 2.257).
- Номінальний осьовий зазор: 0,160-0,342 мм.
- Максимально допустимий осьовий проміжок: 0,342 мм.
Якщо осьовий зазор перевищує максимальну величину, замініть шатун.
За потреби замініть колінчастий вал.
Перевірка масляного зазору шатуна
Поверніть колінчастий вал і встановіть поршень циліндра №1 у ВМТ такту стиснення.
Виміряйте масляний зазор у шатунах циліндрів №2 та №3.
Примітка. Під час вимірювання не повертайте колінчастий вал.
Фарбом нанесіть на шатунах та на кришках підшипників номери відповідних циліндрів.
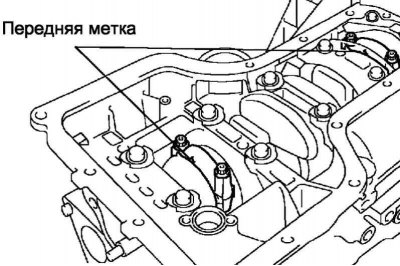
Мал. 2.258. Колірні позначки
Мітки на шатунах та на кришках підшипників необхідні для правильного складання (Мал. 2.258).
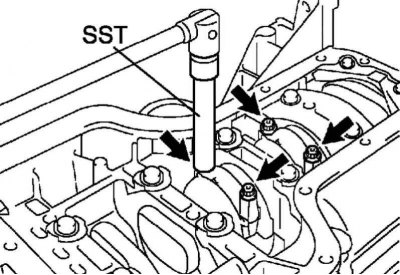
Мал. 2.259. Вивертання болтів кріплення кришок шатунів
За допомогою SST виверніть 4 болти кріплення та зніміть 2 кришки шатунів (Мал. 2.259).
Очистіть усі шатунні шийки та вкладиші підшипників шатунів.
Переконайтеся у відсутності раковин та подряпин на шатунних шийках та на вкладишах підшипників.

Мал. 2.260. Укладання пластичного калібру
Покладіть уздовж шатунної шийки пластичний калібр, що зминає (Мал. 2.260).
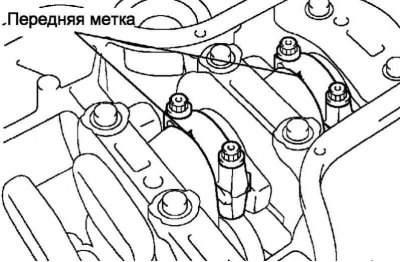
Мал. 2.261. Мітки на кришках підшипників шатунів
Переконайтеся, що виступи на кришках підшипників шатунів розташовані у правильному напрямку (Мал. 2.261).
Нанесіть тонкий шар моторного масла на різьблення та під головки болтів кришок шатунів.
За допомогою SST у кілька прийомів затягніть болти до визначеного моменту.
- Момент затягування: 20 Н·м.
Позначте передню сторону кожного з болтів кришок шатунів фарбою.
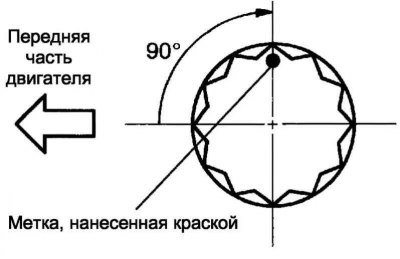
Мал. 2.262. Кут довороту болта кріплення кришки
Доверніть болти кріплення кришки на 90°, як показано на малюнку 2.262.
Переконайтеся, що колінчастий вал обертається плавно.
За допомогою SST викрутіть 4 болти і зніміть 2 кришки шатунів.
Виміряйте пластичні калібри, що зминають, у найширшому місці.
- Номінальний масляний проміжок: 0,028-0,060 мм.
- Максимально допустимий олійний зазор: 0,080 мм.
Примітка. Після вимірювання повністю видаліть пластичні калібри, що зминають.
Примітка. Якщо масляний зазор перевищує максимально допустиму величину, замініть вкладку підшипника шатуна.
Примітка. При необхідності відшліфуйте або замініть колінчастий вал.
Примітка. Маркування TAIHO завдано або з боку виступу, або з протилежного боку.
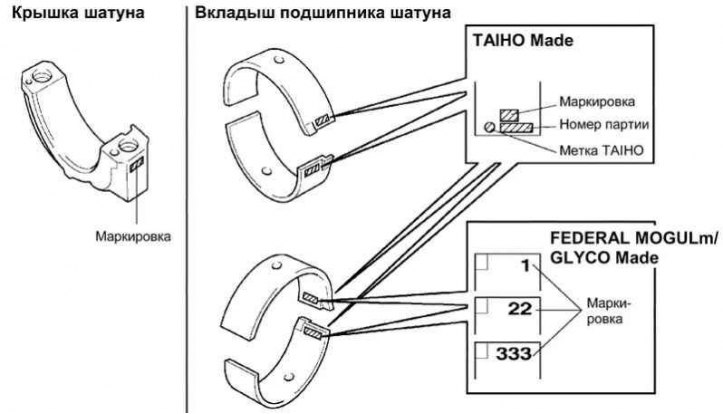
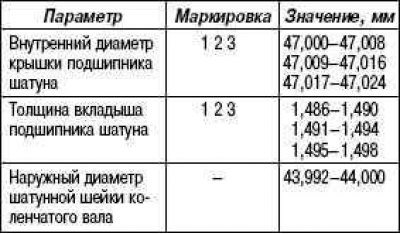
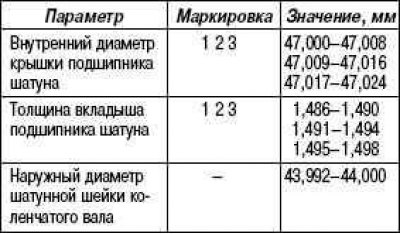
Мал. 2.263. Маркування та мітки на кришках шатунів та на вкладишах підшипників шатунів
При заміні вкладки підшипника підбирайте за номером, вибитим на шатуні. Поставляються вкладиші підшипників 3 стандартних розмірних класів, позначені відповідно цифрами «1», «2» і «3» (Мал. 2.263).
Поверніть колінчастий вал і встановити поршень циліндра №2 у ВМТ такту стиснення.
Виміряйте масляний зазор у шатунах циліндрів №1 та №4 (див. рис. 2.258).
Примітка. Під час вимірювання не повертайте колінчастий вал.
Фарбом нанесіть на шатунах та на кришках підшипників номери відповідних циліндрів.
Примітка. Мітки на шатунах та на кришках підшипників необхідні для правильного складання.
За допомогою SST викрутіть 4 болти і зніміть 2 кришки шатунів.
Очистіть усі шатунні шийки та вкладиші підшипників шатунів.
Переконайтеся у відсутності раковин та подряпин на шатунних шийках та на вкладишах підшипників.

Мал. 2.264. Укладання пластичного калібру
Покладіть уздовж шатунної шийки пластичний калібр, що зминає (Мал. 2.264).
Мал. 2.265. Передні мітки на кришках підшипників шатунів
Переконатись, що передні мітки на кришках підшипників шатунів розташовані правильно (Мал. 2.265).
Нанесіть тонкий шар моторного масла на різьблення та під головки болтів кришок шатунів.
За допомогою SST 09205-16010 у декілька прийомів затягніть болти до визначеного моменту.
- Момент затягування: 20 Н·м.
Позначте передню сторону кожного з болтів кришок шатунів фарбою.
Доверніть болти кріплення кришки на 90°, як показано на малюнку 2.262.
Переконайтеся, що колінчастий вал обертається плавно.
За допомогою SST викрутіть 4 болти і зніміть 2 кришки шатунів.
Виміряйте пластичні калібри, що зминають, у найширшому місці.
- Номінальний масляний проміжок: 0,028-0,060 мм.
- Максимально допустимий олійний зазор: 0,080 мм.
Примітка. Після вимірювання повністю видаліть пластичні калібри, що зминають.
Примітка. Якщо масляний зазор перевищує максимально допустиму величину, замініть вкладку підшипника шатуна.
Примітка. При необхідності відшліфуйте шийку або замініть колінчастий вал.
Примітка. Маркування TAIHO завдано або з боку виступу, або з протилежного боку.
Примітка. При заміні вкладки підшипника підбирайте за номером, вибитим на шатуні. Поставляються вкладиші підшипників 3 стандартних розмірних класів, позначені відповідно цифрами «1», «2» і «3».
Зняття шатунів у зборі
Мал. 2.266. Видалення нагару у верхній частині циліндра
Розгорткою видаліть нагар у верхній частині циліндра (Мал. 2.266).
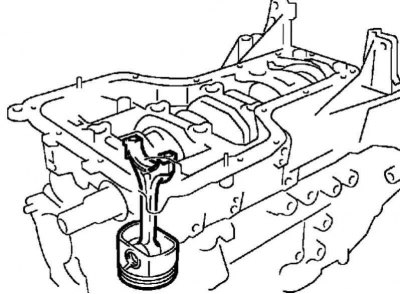
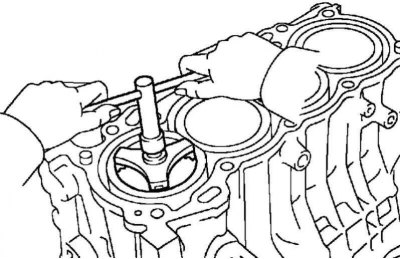
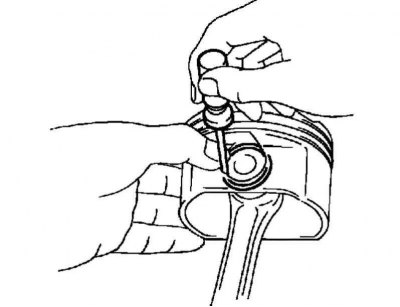
Мал. 2.267. Проштовхування поршня
Проштовхніть поршень, у зборі з шатуном і верхнім вкладишем підшипника вгору і витягніть з циліндра (Мал. 2.267).
Примітка. Вкладиші шатунного підшипника, шатун та кришка шатуна є єдиним комплектом, тому слід складати їх разом.
Примітка. При розбиранні слід складати поршні та шатуни так, щоб при подальшому складанні їх можна було встановити на ті самі місця.
Зняття вкладишів шатунних підшипників
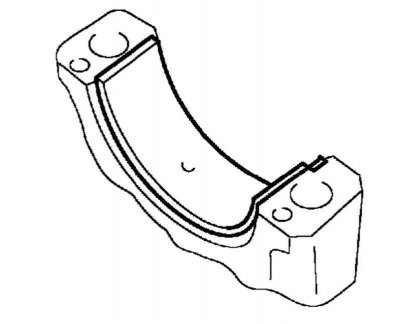
Мал. 2.268. Нижня вкладка шатунного підшипника
Витягніть з кришки нижню вкладку шатунного підшипника (Мал. 2.268).
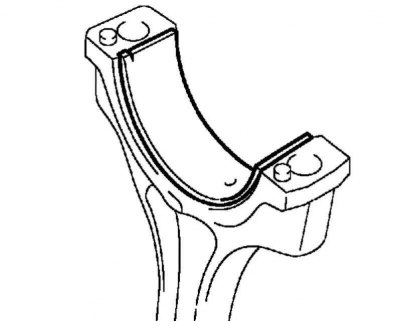
Мал. 2.269. Верхня вкладка шатунного підшипника
Вийміть із шатуна верхню вкладку шатунного підшипника (Мал. 2.269).
Зняття поршневих кілець
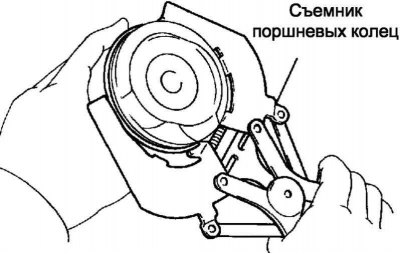
Мал. 2.270. Зняття компресійних кілець
За допомогою зйомника поршневих кілець зніміть 2 компресійні кільця (Мал. 2.270).
Руками зніміть 2 боковини складеного кільця, що знімається.
Зняття поршня у зборі з поршневим пальцем
Мал. 2.271. Зняття стопорних кілець
Невеликою викруткою зніміть 2 пружинні стопорні кільця (Мал. 2.271).
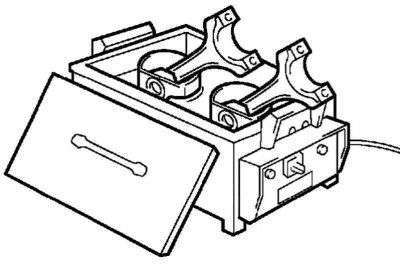
Мал. 2.272. Нагрівання поршнів у спеціальному блоці
Нагрійте поршні до температури 80-90°С (Мал. 2.272).
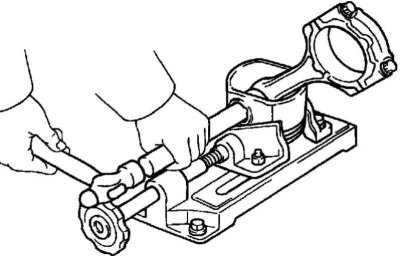
Мал. 2.273. Вибивання поршневого пальця
За допомогою пластмасового молотка та латунного стрижня акуратно вибийте поршневий палець і зніміть шатун (Мал. 2.273).
Примітка. Поршневі пальці підбираються за розміром отвори поршні.
Примітка. Розкладіть поршні, пальці, стопорні кільця, шатуни та вкладиші шатунних підшипників у такому порядку, щоб при наступному складанні вони були встановлені на колишні місця.
Вилучення колінчастого валу
Мал. 2.274. Болти кріплення кришок корінних підшипників
Викрутіть 10 болтів кріплення з блоку кришок корінних підшипників (Мал. 2.274).
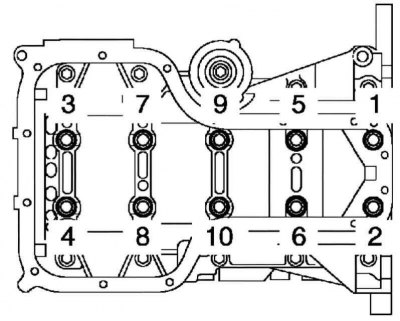
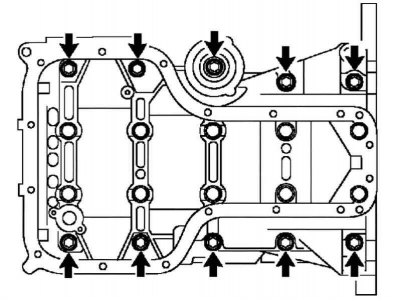
Мал. 2.275. Порядок вивертання болтів кріплення кришок корінних підшипників
У кілька прийомів рівномірно послабте і виверніть 10 болтів кріплення блоку кришок підшипників у вказаній на малюнку 2.275 послідовності.

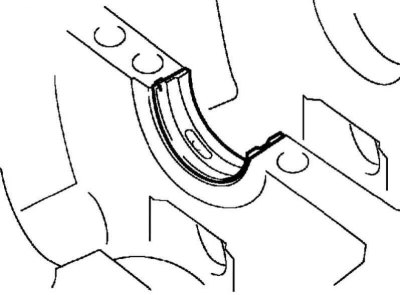
Мал. 2.276. Зняття блоку кришок корінних підшипників
Вставивши викрутку у зазначених точках між блоком циліндрів та блоком кришок корінних підшипників, відокремте блок кришок корінних підшипників (Мал. 2.276).
Примітка. Будьте обережні, щоб не пошкодити поверхні блоку циліндрів і блоку кришок корінних підшипників, що сполучаються.
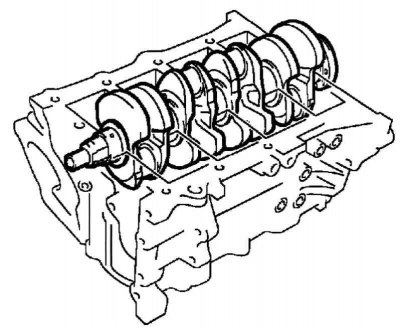
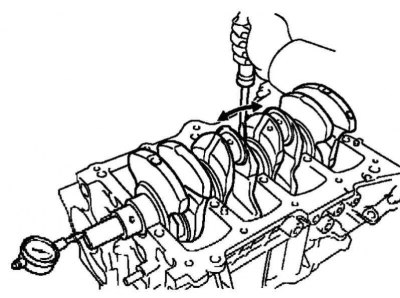
Мал. 2.277. Вилучення колінчастого валу з блоку циліндрів
Вийміть колінчастий вал із блоку циліндрів (Мал. 2.277).
Перевірка осьового зазору колінчастого валу
Мал. 2.278. Вилучення осьового зазору колінчастого валу
Викруткою зміщуючи колінчастий вал в осьовому напрямку, індикатором годинного типу виміряйте осьовий зазор (Мал. 2.278).
- Номінальний осьовий зазор: 0,04-0,24 мм.
- Максимально допустимий осьовий проміжок: 0,30 мм.
Якщо осьовий зазор перевищує максимально допустиму величину, виміряйте товщину завзятих напівкілець.
Якщо товщина упорного півкільця не відповідає номінальному значенню, замініть упорне півкільце.
Примітка. Номінальна товщина завзятого півкільця: 2,430-2,480 мм.
Вилучення верхніх наполегливих напівкілець колінчастого валу
Мал. 2.279. Завзяті півкільця
Вийміть із блоку циліндрів 2 упорних півкільця (Мал. 2.279).
Вилучення вкладишів корінних підшипників
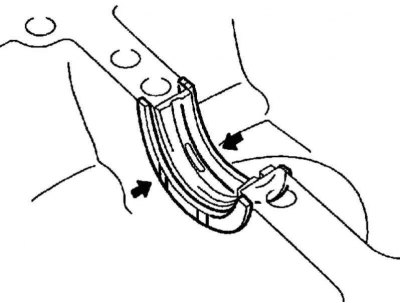
Мал. 2.280. Вкладиш корінного підшипника
Вийміть із блоку циліндрів 5 вкладишів корінних підшипників (Мал. 2.280).
Примітка. Розкладайте вкладки корінних підшипників і завзяті півкільця в порядку, що дозволяє встановити їх при складанні на колишні місця.
Вивертання шпильок
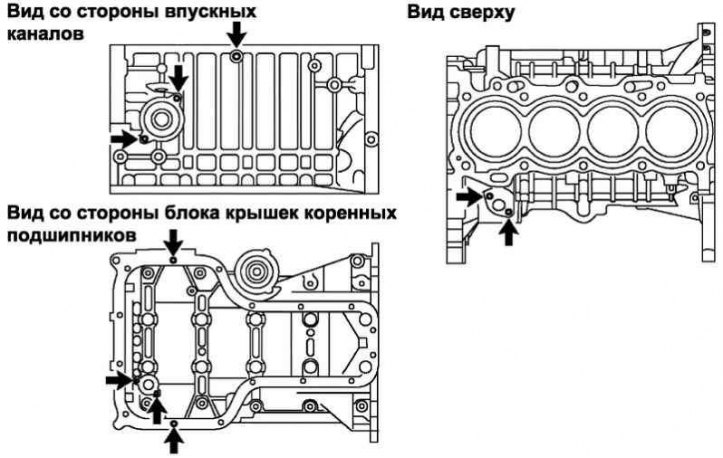
Мал. 2.281. Розташування шпильок блоку циліндрів
За допомогою торцевих ключів TORX Е5 та Е7 виверніть 9 шпильок (Мал. 2.281).