
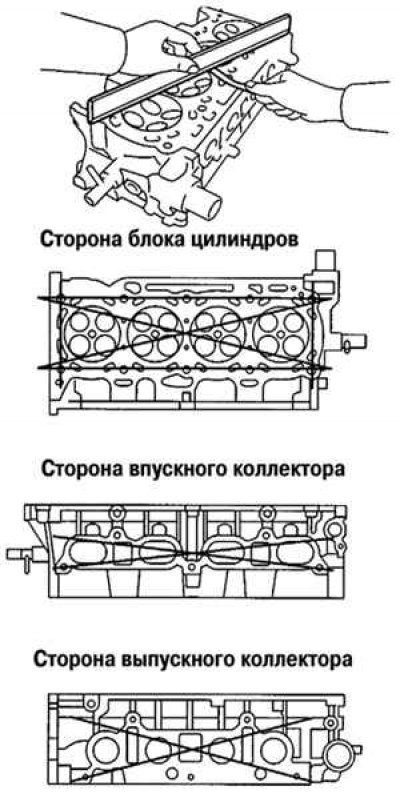
Ryža. 2.82. Schéma kontroly deformácie povrchov hlavy valcov
Pomocou pravítka a spáromeru skontrolujte, či sa povrchy hlavy valcov zhodujú s povrchom bloku valcov a s povrchmi sacieho a výfukového potrubia, či nie sú skrútené (ryža. 2.82).
Maximálna tolerancia deformácie:
- strana bloku valcov - 0,05 mm;
- strana sacieho potrubia - 0,08 mm;
- strana výfukového potrubia - 0,08 mm.
Ak hodnota roviny deformácie presahuje maximálnu povolenú hodnotu, vymeňte hlavu valca. Pomocou farbiva skontrolujte praskliny v spaľovacích komorách, vstupných a výstupných otvoroch a na rozhraní plynu. Ak sú praskliny, vymeňte hlavu valca.