
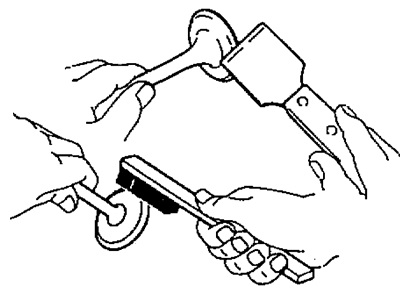
A) Otáčaním kľukového hriadeľa postupne nastavte piesty na TDC. Pomocou škrabky očistite povrchy dna piestov od karbónových usadenín.
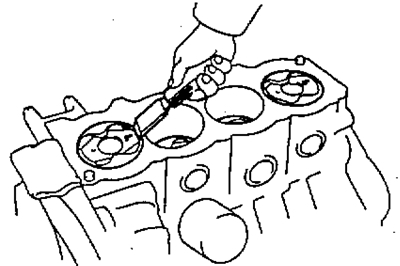
b) Pomocou škrabky odstráňte zvyšky tesnenia hlavy na povrchu konektora bloku valcov.
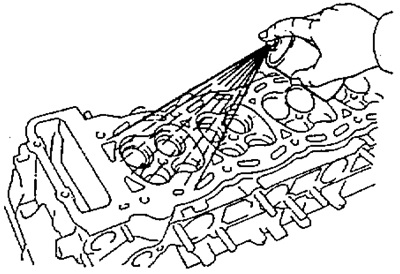
V) Použite stlačený vzduch na odstránenie karbónových usadenín a zvyškov tesnenia hlavy z povrchov, otvorov pre skrutky.
Poznámka: Pri používaní stlačeného vzduchu dávajte pozor, aby sa vám do očí nedostali čiastočky nečistôt.
2. Vyčistite hlavu valca.
A) Očistite povrch hlavy bloku od zvyškov tesnenia hlavy.
Poznámka: Dávajte pozor, aby ste nepoškodili dosadaciu plochu tesnenia hlavy bloku.
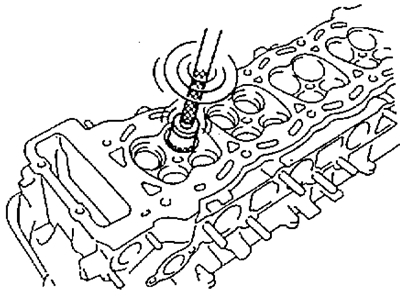
b) Vyčistite povrchy spaľovacích komôr hlavy bloku drôtenou kefou a odstráňte všetky zvyšné uhlíkové usadeniny.
V) Vyčistite otvory vo vodiacich puzdrách hlavy pomocou kefky a rozpúšťadla.
G) Vyčistite povrch hlavy valcov (párovanie s povrchom bloku valcov), pomocou mäkkej kefy a rozpúšťadla.
3. Skontrolujte hlavu valcov.
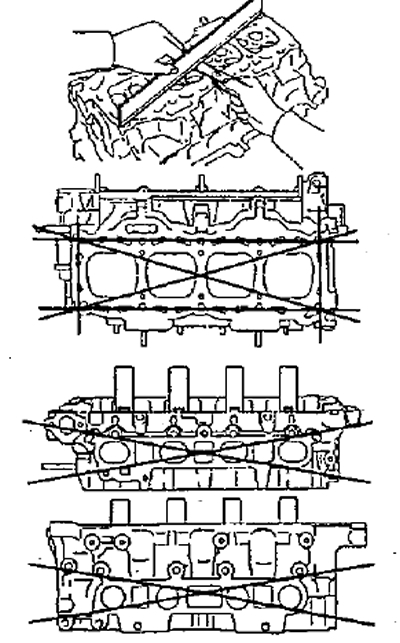
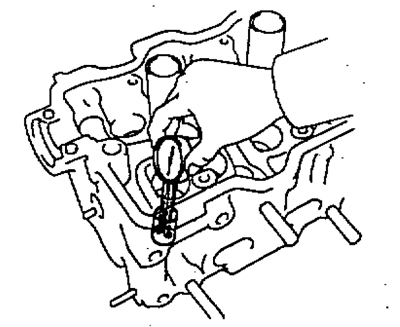
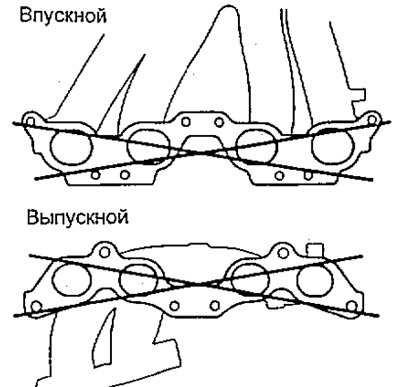
A) Pomocou presného pravítka a plochého spáromeru, ako je znázornené na obrázku, skontrolujte rovinnosť pracovných plôch spoja hlavy valcov:
- s povrchom bloku valcov.
- s povrchmi vstupných a výstupných potrubí.
Maximálna povolená nerovnosť povrchu:
plynový spoj:
- 2C - 0,20 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 0,05 mm
párovacie rozvody:
- 2C - 0,20 mm
- 3S-FE, 4S-FE - 0,08 mm
- 4A-FE, 5A-FE, 7A-FE - 0,10 mm
Ak miera rovinnosti presahuje maximálnu povolenú hodnotu, vymeňte hlavu valca alebo ju obrúste.
b) Pomocou penetračného farbiva skontrolujte praskliny v spaľovacích komorách, vstupných a výstupných otvoroch a na rozhraní plynov. Ak sú praskliny, vymeňte hlavu valca alebo ju zvarte (nasleduje leštenie).
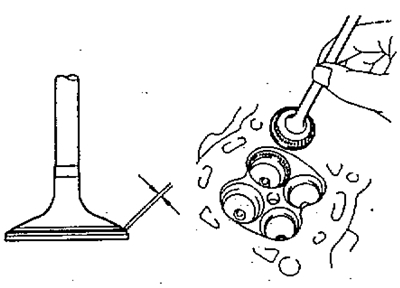
4. Vyčistite ventily.
A) Pomocou škrabky odstráňte uhlíkové usadeniny z kotúča ventilu.
b) Ventil úplne vyčistite kefou.
5. Skontrolujte priemery drieku ventilu a vodiace otvory ventilu.
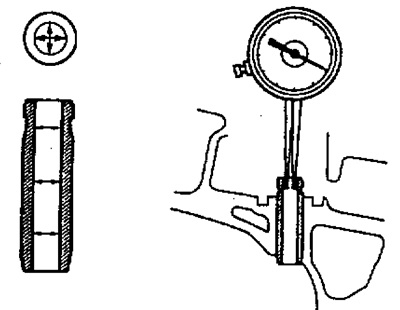
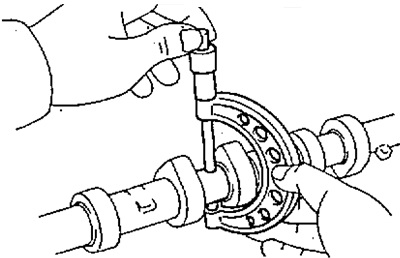
A) Zmerajte vnútorný priemer vodidiel ventilov pomocou dieromeru.
- Vnútorný priemer objímky: 2C - 8,010-8,030 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 6,010-6,030 mm
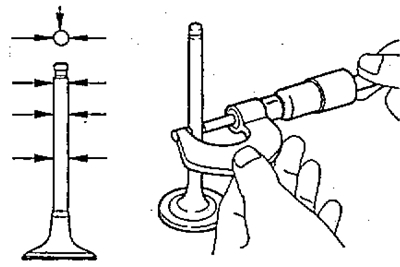
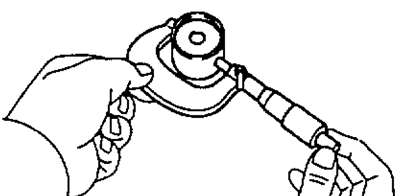
b) Zmerajte priemer drieku ventilu pomocou mikrometra.
Priemer drieku ventilu:
vstupný ventil
- 2C - 7,975-7,990 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE a 7A-FE - 5,970-5,985 mm
Výfukový ventil
- 2C - 7,960-7,975 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE a 7A-FE - 5,965-5,980 mm
V) Nájdite medzeru medzi driekom ventilu a jeho vedením z rozdielu medzi meraniami priemeru drieku ventilu a vnútorného priemeru vodiaceho puzdra,.
Menovitá vôľa oleja:
vstupný ventil:
- 2C - 0,020-0,055 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE a 7A-FE - 0,025-0,060 mm
Výfukový ventil:
- 2C - 0,035-0,070 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE a 7A-FE - 0,030-0,065 mm
Maximálna vôľa oleja:
- sací ventil - 0,08 mm
- výfukový ventil - 0,10 mm
Ak je vôľa väčšia ako maximálna, vymeňte ventil a vodiace puzdro.
6. V prípade potreby vymeňte vodidlá ventilov.
A) Hlavu valcov postupne zahrievajte vo vodnom kúpeli na teplotu 80-100°C.
b) Pomocou unášača a kladiva vytlačte vodiacu objímku.
V) Pomocou dieromeru zmerajte priemer otvoru pre vodiacu objímku v kryte hlavy valcov.
Menovitý priemer otvoru:
- 2C - 13 000 - 13 027 mm
- 3S-FE, 4S-FE - 10,985 -11,012 mm
- 4A-FE, 5A-FE, 7A-FE - 11 000 - 11 027 mm
Ak je priemer otvoru pre vedenie v telese hlavy bloku väčší ako nominálny, potom otvor pre vedenie vyvŕtajte na priemer opravy:
- 2C - 13,050-13,077 mm
- 3S-FE, 4S-FE - 11,035-11,062 mm
- 4A-FE, 5A-FE, 7A-FE - 11,050-11,077 mm
G) Vyberte si novú veľkosť (štandardné alebo opravované o 0,05 mm) vonkajší priemer vodiaceho puzdra.
Menovitý priemer:
- 2C - 13,040-13,051 mm
- 3S-FE, 4S-FE - 11,033-11,044 mm
- 4A-FE, 5A-FE, 7A-FE - Nominálne
Priemer opravy:
- 2C - 13,090-13,101 mm
- 3S-FE, 4S-FE - 11,083-11,094 mm
- 4A-FE, 5A-FE a 7A-FE - oprava (0,05)
Ak priemer otvoru pre vedenie v kryte hlavy bloku presahuje veľkosť opravy, potom vymeňte hlavu valca.
Poznámka: Na motore 2C majú vodidlá sacích a výfukových ventilov rôzne veľkosti.
Vodiace puzdrá:
vstupné ventily:
- 2C - 46,0 mm
výfukové ventily:
- 2C - 50,0 mm
d) Hlavu valcov zohrejte vo vodnom kúpeli na teplotu 80-100°C.
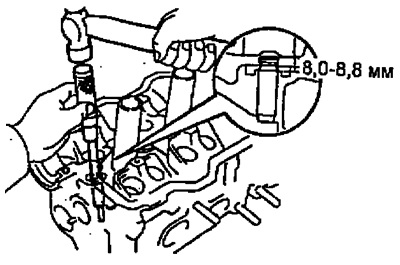
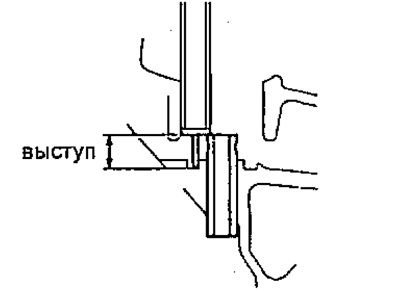
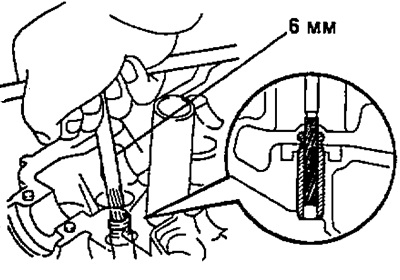
e) Nainštalujte vodidlo ventilu. Pomocou unášača a kladiva nainštalujte nové vedenie ventilu tak, aby vyčnievalo z hlavy valca na:
- 3S-FE, 4S-FE - 8,0-8,8 mm
- 4A-FE, 7A-FE, 5A-FE - 12,7-13,1 mm
- 2C - 17,3-18,1 mm
3S-FE, 4S-FE
4A-FE, 5A-FE, 7A-FE, 2C
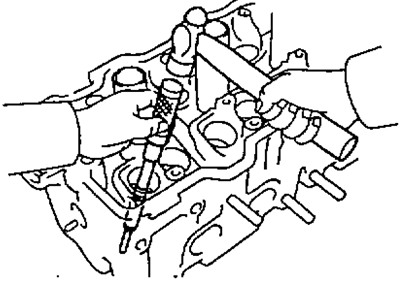
a) Pomocou 6 mm výstružníka (3S-fer.FE, 4S-FE, 4A-FE, 5A-FE a 7A-FE) alebo 8 mm (2C) vystružte vnútorný vývrt vedenia, aby ste zabezpečili menovitú vôľu medzi vedením a driekom ventilu (pozri bod 5 (V)).
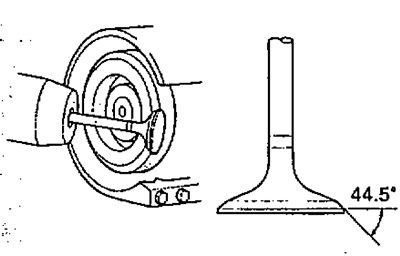
Skontrolujte a prekryte ventily.
A) Brúste ventily, kým nezmiznú stopy sadzí a škrabancov.
b) Uistite sa, že preplátované skosenie ventilu tvorí uhol 44,5°vzhľadom na rovinu kolmú na os drieku.
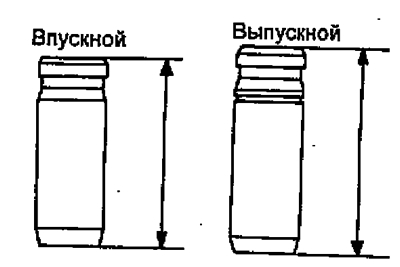
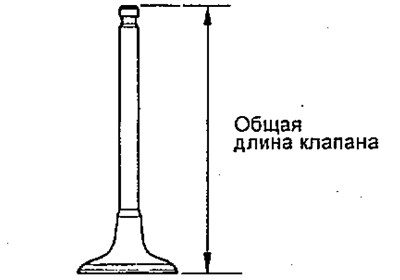
Skontrolujte celkovú dĺžku ventilu.
Nominálna dĺžka:
Vstupný ventil:
- 2C - 105,70 mm
- 3S-FE - 97,60 mm
- 4S-FE - 100,60 mm
- 4A-FE, 5A-FE, 7A-FE - 87,45 mm
Výfukový ventil:
- 2C - 105,35 mm
- 3S-FE - 98,45 mm
- 4S-FE - 100,45 mm
- 4A-FE, 5A-FE, 7A-FE - 87,84 mm
Minimálna celková dĺžka:
Vstupný ventil:
- 2C - 105,20 mm
- 3S-FE - 97,10 mm
- 4S-FE - 100,10 mm
- 4A-FE, 5A-FE, 7A-FE - 86,95 mm
Výfukový ventil:
- 2C - 104,85 mm
- 3S-FE - 98,00 mm
- 4S-FE - 99,95 mm
- 4A-FE, 5A-FE, 7A-FE - 87,35 mm
Ak je celková dĺžka menšia ako minimálna, vymeňte ventil.
G) Zmerajte priemer drieku ventilu.
Menovitý priemer:
Vstupný ventil:
- 2C - 7,975-7,990 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 5,970-5,985 mm
Výfukový ventil:
- 2C - 7,960-7,975 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 5,965-5,980 mm
d) Skontrolujte stav čiel ventilov, či nie sú opotrebované.
Ak je čelo ventilu opotrebované, prebrúste čelo ventilu alebo ventil vymeňte.
Poznámka: pri prebrusovaní neznižujte celkovú dĺžku ventilu nad jeho minimálnu prípustnú hodnotu.
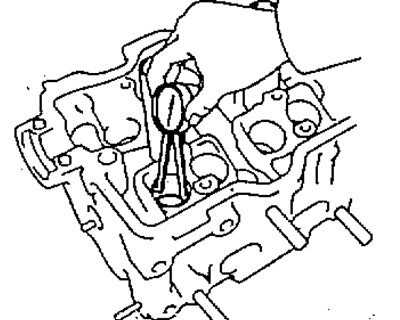
8. Skontrolujte a vyčistite sedlá ventilov.
A) Na brúsenie sediel ventilov použite 45°frézu z karbidu, pričom odstráňte minimálne množstvo kovu len na čistenie skosenia sediel.
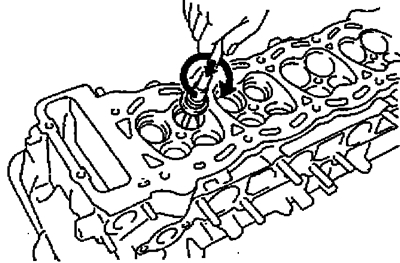
b) Skontrolujte správne usadenie ventilu.
b) Skontrolujte správne usadenie ventilu.
Naneste tenkú vrstvu bielej na skosenie ventilu. Pritlačte čelo ventilu k sedlu, ale neotáčajte ventilom. Potom vyberte ventil a skontrolujte sedlo ventilu a skosenie.
Ak sa farba objaví po celom obvode (360°) sedlá ventilov, vedenie (Rukáv) ventily a sedlo ventilu sú sústredné. V opačnom prípade skosenie prebrúste.
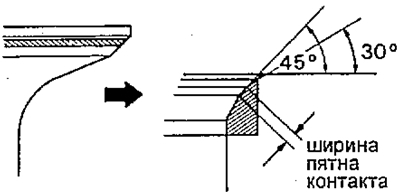
Uistite sa, že kontaktná náplasť je umiestnená v strednej časti čela ventilu a má šírku:
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 1,0-1,4 mm
- 2C - 1,2-1,6 mm
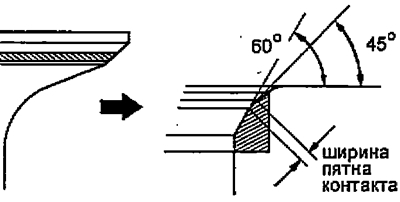
V opačnom prípade upravte skosenie takto:
Ak je kontaktná plocha príliš vysoko na čele ventilu, použite kužeľové frézy 30°a 45°na prebrúsenie sedla.
Ak je kontaktná plocha príliš nízko na čele ventilu, použite kužeľové frézy 60°a 45°na prebrúsenie sedla podľa obrázka.
G) Ventil a sedlo ventilu ručne prelepte brúsnou pastou.
d) Po lapovaní vyčistite ventil a sedlo ventilu.
9. Skontrolujte ventilové pružiny.
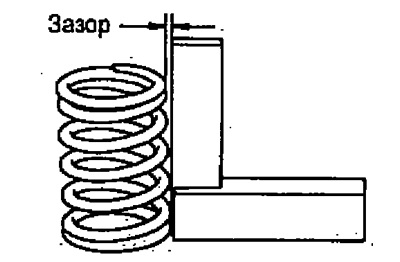
A) Pomocou kovového štvorca (90°), skontrolujte, či pružina ventilu nie je kolmá, ako je znázornené na obrázku.
- Maximálna povolená nekolmosť je - 2,0 mm
6) Pomocou posuvného meradla zmerajte voľnú dĺžku pružiny vo voľnom stave:
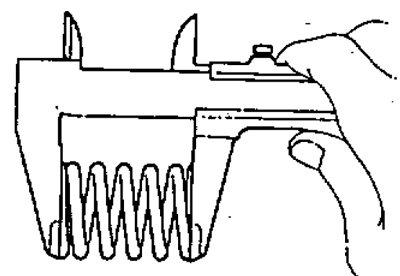
Dĺžka ventilovej pružiny:
- 2C - 47,50 mm
- 3S-FE - 41,96 mm
- 4S-FE - 45,40 mm
4A-FE, 7A-FE, 5A-FE
- okrem Lean burn - 38,57 mm
- s Lean burn - 42,40 mm
Ak je dĺžka pružiny mimo špecifikácie, vymeňte pružinu ventilu.
10. Skontrolujte vačkové hriadele a ložiská.
A. Skontrolujte, či nie je vačkový hriadeľ ohnutý.
A) Položte vačkový hriadeľ na hranoly.
b) Pomocou číselníkového meradla skontrolujte hádzanie vačkového hriadeľa vzhľadom na stredný čap.
Maximálny beh:
- 3S-FE, 4S-FE, 4A-FE a 5A-FE, 7A-FE - 0,04 mm
- 2C - 0,06 mm
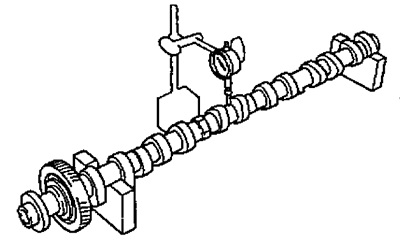
Ak hádzanie prekročí povolenú hodnotu, vymeňte vačkový hriadeľ.
B. Skontrolujte výšku vačiek vačkového hriadeľa meraním pomocou mikrometra.
2C:
Nominálna výška čeľuste:
- nasávanie - 45,90 mm
- delenie - 48,35 mm
3S-FE:
Výška laloku vačkového hriadeľa sacieho hriadeľa:
- nominálna - 42,01-42,11 mm
- minimálne prípustné - 41,86 mm
Výška laloku vačkového hriadeľa výfuku:
- nominálna - 40,06-40,16 mm
- minimálne prípustné - 39,91 mm
4S-FE:
Výška laloku vačkového hriadeľa sacieho hriadeľa:
- nominálna - 34,91-35,01 mm
- minimálne prípustné - 34,76 mm
Výška laloku vačkového hriadeľa výfuku:
- nominálna - 34,81-34,91 mm
- minimálne prípustné - 35,41 mm
4A-FE, 5A-FE, 7A-FE:
Výška laloku vačkového hriadeľa sacieho hriadeľa:
- nominálna - 41,91-42,01 mm
- minimálne prípustné - 41,50 mm
Výška laloku vačkového hriadeľa výfuku:
- nominálna - 41,96-42,06 mm
- minimálne prípustné - 41,55 mm
Ak je výška vačky menšia ako minimálna, vymeňte vačkový hriadeľ.
B. Skontrolujte rozmery ložiskových čapov vačkového hriadeľa meraním ich priemerov pomocou mikrometra.
Priemer ložiskových čapov vačkových hriadeľov:
3S-FE, 4S-FE - 26,959-26,975 mm
4A-FE, 5A-FE, 7A-FE:
- 1. podpera - 24,949-24,965 mm
- zvyšok - 22,949-22,965 mm
2C - 27,979-27,995 mm
Ak sú priemery čapu mimo špecifikácie, skontrolujte vôľu oleja medzi čapom a ložiskom.
D. Skontrolujte stav ložísk vačkového hriadeľa, či na ich povrchu nie sú triesky a škrabance. V prípade uvedených chýb vymeňte kryty ložísk alebo hlavu bloku valcov v zbere.
D. (3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE)
Skontrolujte stav listovej, delenej pružiny ozubeného kolesa vačkového hriadeľa meraním vôle jeho zámku vo voľnom
Voľné povolenie:
- Motory série S - 22,5-22,9 mm
- Motory série A - 17,0-17,6 mm
Ak je voľná vôľa zámku mimo špecifikácie, vymeňte listovú pružinu pastorka.

E. Skontrolujte radiálnu vôľu oleja v ložiskách vačkového hriadeľa.
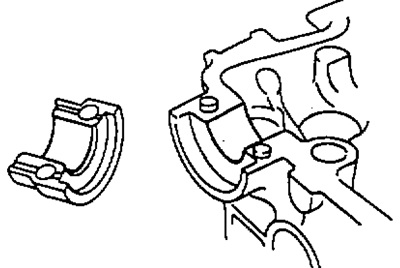
A) Vyčistite pracovné plochy čapu vačkového hriadeľa a veká ložísk.
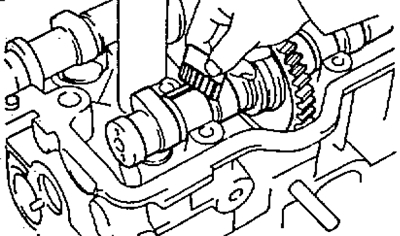
b) Uložte vačkové hriadele do lôžka hlavy valcov.
V) Na každý čap vačkového hriadeľa položte kúsok plastovej mierky.
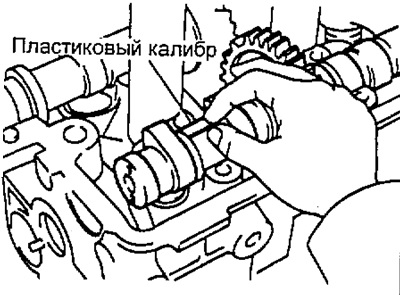
Poznámka:
- - (4A-FE, 7A-FE) Šípky na krytoch ložísk musia smerovať k prednej časti motora.
- - (2C) utiahnite skrutky v troch krokoch, začínajúc zvnútra.
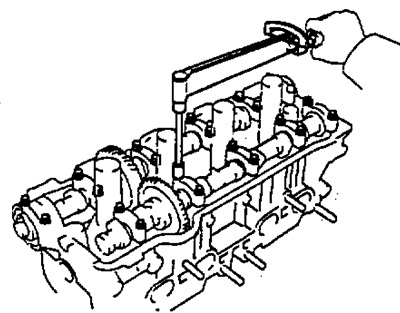
G) Nainštalujte kryty ložísk. Utiahnite skrutky krytu.
Krútiaci moment:
- motory Séria S, C - 18 Nm
- Motory série A - 13 Nm
Poznámka: Neotáčajte vačkovým hriadeľom.
d) Odstráňte kryty ložísk.
e) Zmerajte šírku sploštených plastových mierok v ich najširšom bode a vypočítajte vôľu.
Radiálna vôľa v ložiskách vačkového hriadeľa:
Nominálny:
- 4A-FE, 5A-FE, 7A-FE - 0,035-0,072 mm
- 2C - 0,037-0,073 mm
- 3S-FE, 4S-FE - 0,025-0,062 mm
Maximálne prípustné - 0,1 mm
Ak je vôľa väčšia ako maximálna, vymeňte vačkový hriadeľ. V prípade potreby vymeňte kryty ložísk a hlavu valcov.
a) Odstráňte všetky zostávajúce plastové meradlá.
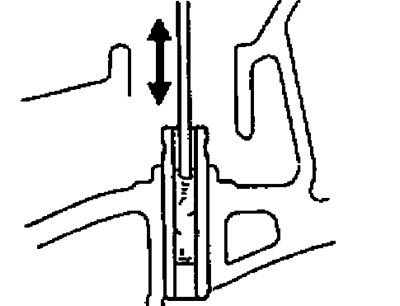
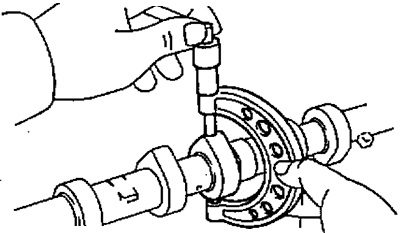
G. Skontrolujte koncovú vôľu vačkového hriadeľa.
A) Namontujte vačkový hriadeľ do lôžka hlavy valca.
b) Pomocou indikátora zmerajte axiálnu vôľu pri pohybe vačkových hriadeľov tam a späť.
Axiálna vôľa vačkových hriadeľov:
2C:
- nominálna - 0,080-0,18 mm
- maximálne prípustné - 0,25 mm
3S-FE, 4S-FE:
Nominálny:
- hriadeľ sacieho ventilu - 0,045-0,100 mm
- hriadeľ výfukového ventilu - 0,030-0,085 mm
Maximálne povolené:
- hriadeľ sacieho ventilu - 0,12 mm
- hriadeľ výfukového ventilu - 0,10 mm
4A-FE, 5A-FE, 7A-FE:
Nominálny:
- hriadeľ sacieho ventilu - 0,030-0,085 mm
- hriadeľ výfukového ventilu - 0,035-0,090 mm
Maximálne prípustné - 0,11 mm
Ak je axiálna vôľa väčšia ako maximálne prípustné, vymeňte vačkový hriadeľ. V prípade potreby vymeňte kryty ložísk a hlavu valcov.
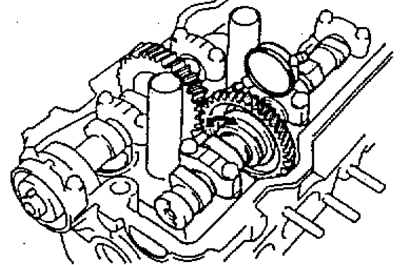
3. (3S-FE, 4S-FE, 4A-FE, 5A-FE a 7A-FE). Zmerajte vôľu v ozubení vačkových hriadeľov.
A) Nainštalujte oba vačkové hriadele do hlavy valcov bez inštalácie pomocného ozubeného kolesa vačkového hriadeľa výfuku.
b) Použite číselník na meranie vôle v ozubení.
- Menovitá vôľa - 0,02-0,20 mm
- Maximálna vôľa - 0,30 mm
Ak je vôľa väčšia ako maximálna, vymeňte vačkové hriadele.
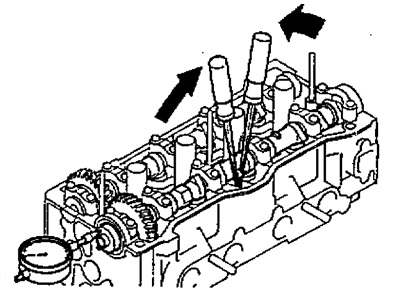
11. Skontrolujte tlačníky a otvory pod tlačníkmi v prípade hlavy bloku.
A) Pomocou meracieho prístroja odmerajte priemery otvorov pre tlačníky v hlave valcov.
Priemer vŕtania pod hlavou tlačného e bloku:
- 2C - 37,960-37,975 mm
- 3S-FE - 31 000 - 31 016 mm
- 4S-FE - 28 000 - 28 021 mm
- 4A-FE, 5A-FE, 7A-FE - 31 000-31,025 mm
b) Zmerajte priemer posúvača pomocou mikrometra.
Priemer posúvača:
- 2C - 37,922-37,932 mm
- 3S-FE, 4A-FE, 5A-FE, 7A-FE - 30,966-30,976 mm
- 4S-FE - 27,975-27,985 mm
V) Skontrolujte vôľu oleja. Odčítajte priemer zdvihátka od otvoru zdvihátka v kryte hlavy a určte vôľu.
Medzera medzi posúvačom a stenou otvoru pre posúvač:
Nominálny:
- 2C - 0,028-0,053 mm
- 3S-FE - 0,024-0,050 mm
- 4S-FE, - 0,015-0,046 mm
- 4A-FE, 5A-FE, 7A-FE - 0,024-0,059 mm
Maximum:
- 2C - 0,10 mm
- Zvyšok - 0,07 mm
Ak medzera presahuje maximálnu povolenú hodnotu, vymeňte posúvač. V prípade potreby vymeňte hlavu valca.
12. (Okrem 4A-FE, 7A-FE) Pomocou presnej rovnej hrany a plochej spáromerky skontrolujte, či kontaktné plochy rozdeľovačov nie sú rovinné. Maximálna nerovnosť:
- 2C - 0,40 mm
- 3S-FE, 4S-FE - 0,30 mm
3S-FE, 4S-FE