
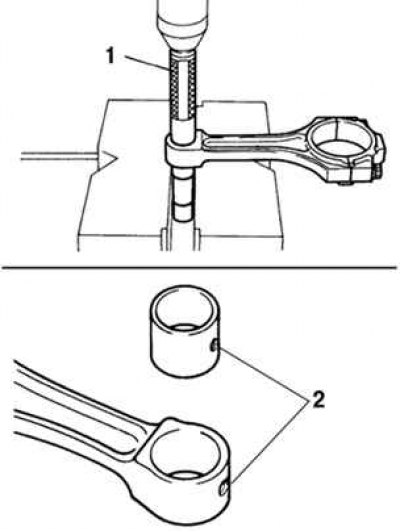
Мал. 2.337. Випресовування втулки з верхньої головки шатуна: 1 – спеціальний інструмент; 2 – масляний отвір
Використовуючи оправлення та прес, випресуйте втулку з верхньої головки шатуна. Поєднайте мастильні отвори нової втулки та шатуна та запресуйте втулку (Мал. 2.337).
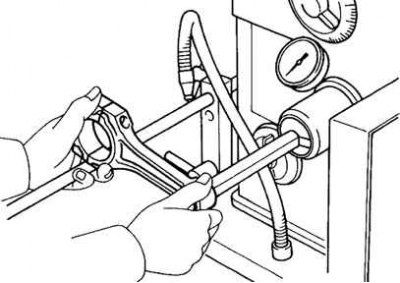
Мал. 2.338. Шліфування втулки до отримання номінального зазору
Використовуючи спеціальний пристрій та прес, запресуйте втулку. Виміряйте масляний зазор поршневого пальця і, якщо необхідно, відшліфуйте або переточіть нову втулку до отримання номінального зазору (Мал. 2.338).

Мал. 2.339. Встановлення поршневого пальця
Нанесіть на поршневий палець моторне масло і натисніть на нього, як показано на малюнку 2.339.
Переконайтеся, що поршневий палець рухається (за нормальної кімнатної температури)
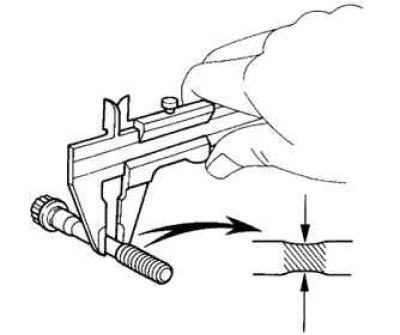
Мал. 2.340. Вимірювання шийки болта
Виміряйте штангенциркулем зовнішній діаметр тонкої частини болтів. Якщо цю частину важко виявити візуально, проводьте вимірювання на відстані 20 мм від головки болта, як показано на малюнку 2.340.
Зовнішній діаметр болта:
- стандартний – 7,2–7,3 мм;
- мінімальний – 7,0 мм.
Якщо діаметр менший за допустимий, замініть болт.