

Riža. 2.263. Provjera glave cilindra
Preciznim ravnalom i ravnim mjeračem, kao što je prikazano na slici 2.263, provjerite iskrivljenost radnih površina glave cilindra koja se spaja s površinom bloka cilindra i s površinama usisnog i ispušnog razvodnika.
Najveća dopuštena deformacija površine:
- blok cilindra - 0,05 mm;
- kolektori - 0,08 mm.
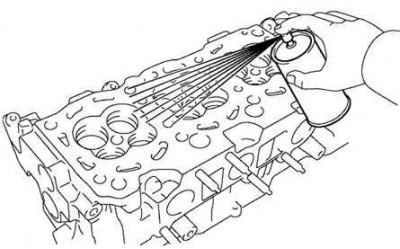
Riža. 2.264. Upotreba boje pri provjeri bloka cilindra
Ako količina iskrivljenja premašuje maksimalno dopuštenu, zamijenite glavu cilindra ili je izbrusite. Koristeći penetrirajuću boju, provjerite ima li pukotina u komorama za izgaranje, ulaznim i izlaznim otvorima i na plinskom sučelju (riža. 2.264).
Ako postoje pukotine, zamijenite glavu cilindra ili je zavarite (nakon čega slijedi poliranje). Zavarivanje pukotina u glavi cilindra mora se obaviti u specijaliziranim radionicama. Očistite ventile, da biste to učinili, uklonite naslage ugljika s ploče ventila strugačem, zatim na kraju očistite ventil četkom.
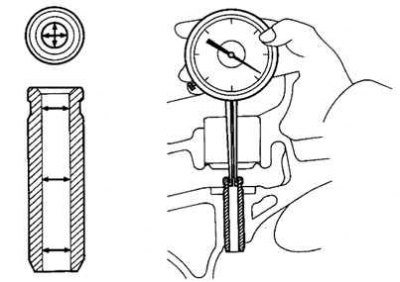
Riža. 2.265. Mjerenje unutarnjeg promjera vodilica ventila pomoću čeljusti
Provjerite promjere stabljika ventila i unutarnje promjere vodilica ventila, kako biste to učinili, izmjerite unutarnji promjer vodilica ventila unutarnjim mjeračem (riža. 2.265).
Unutarnji promjer rukavca: 1MZ-FE - 5.510-5.530 mm.
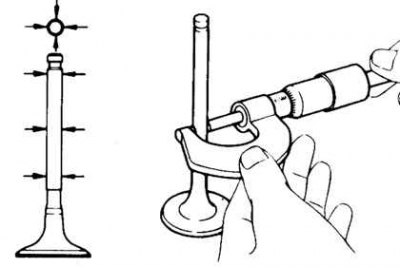
Riža. 2.266. Mjerenje promjera stabla ventila mikrometrom
Također izmjerite promjer stabla ventila mikrometrom (riža. 2.266).
Promjer stabla ventila:
- usisni ventil - 5.470–5.485 mm;
- ispušni ventil - 5.465–5.480 mm.
Pronađite razmak između stabla ventila i vodilice mjerenjem razlike između promjera stabla ventila i unutarnjeg promjera vodilice ventila.
Standardni zazor ulja:
- usisni ventil - 0,025–0,060 mm;
- ispušni ventil - 0,030–0,065 mm.
Maksimalni razmak ulja:
- usisni ventil - 0,08 mm;
- izlaz - 0,10 mm.
Ako je zazor veći od maksimalnog, zamijenite ventil i čahuru vodilice.