
Мал. 2.267. Нагрівання головки блоку циліндрів у водяній ванні
Поступово нагрійте головку блоку циліндрів у водяній ванні до температури 80–100°С (Мал. 2.267).
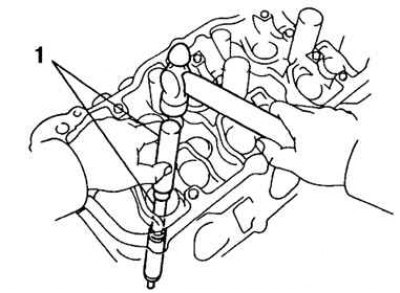
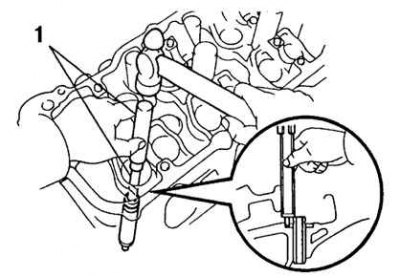
Мал. 2.268. Випресування напрямної втулки: 1 – вибивання
Використовуючи вибивання і молоток, випресуйте напрямну втулку (Мал. 2.268).
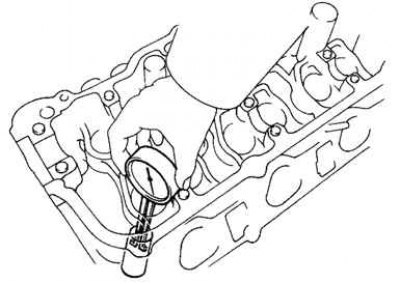
Мал. 2.269. Вимірювання діаметра розточування
Нутроміром виміряйте діаметр розточування під напрямну втулку в корпусі головки блоку циліндрів (Мал. 2.269).
Виберіть новий розмір зовнішнього діаметра напрямної втулки клапана (стандартний чи ремонтний +0,05 мм).
Якщо діаметр отвору під направляючу в корпусі головки блоку перевищує 10,313 мм, то розточіть отвір під направляючу втулку до ремонтного (+0,05 мм) діаметра 10345-10363 мм.
Якщо діаметр отвору під направляючу в корпусі головки блоку перевищує ремонтний розмір, замініть головку блоку циліндрів. Підберіть втулки впускних та випускних клапанів залежно від діаметрів отворів під напрямні.
Використовуйте стандартну втулку, якщо діаметр отвору під напрямною становить 10,295–10,313 мм.
Використовуйте ремонтну (+0,05 мм) втулку, якщо діаметр отвору під напрямну становить 10345-10363 мм.
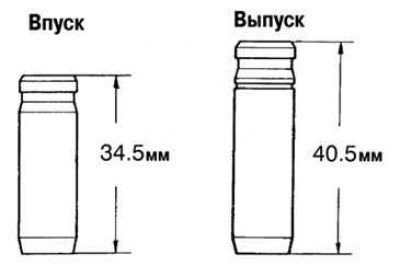
Мал. 2.270. Напрямні втулки впускних та випускних клапанів
Примітка. Напрямні втулки впускних та випускних клапанів розрізняються по довжині (Мал. 2.270).
Довжина напрямних втулок:
- впускних клапанів – 34,5 мм;
- випускних клапанів – 40,5 мм.
Нагрійте головку блоку циліндрів у водяній ванні до температури 80–100°С (див. рис. 2.267).
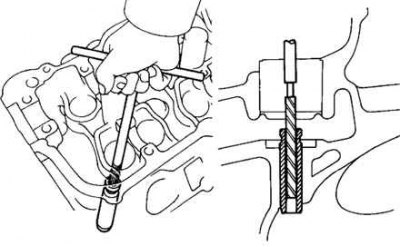
Мал. 2.271. Встановлення нової напрямної втулки: 1 – вибивання
Використовуючи вибивання і молоток, встановіть нову напрямну втулку клапана так, щоб вона виступала з головки блоку на відповідну величину (Мал. 2.271).
Величина виступу напрямної втулки:
- впускний клапан – 11,5–11,3 мм;
- випускний клапан – 8,9–9,3 мм.
Мал. 2.272. Розгортання внутрішнього отвору напрямної
Використовуючи розгортку на 5,5 мм, розгорніть внутрішній отвір напрямної, щоб забезпечити номінальний зазор між напрямною та стрижнем клапана (Мал. 2.272).