
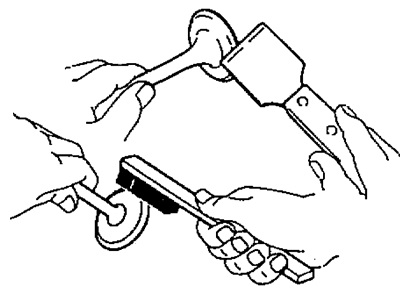
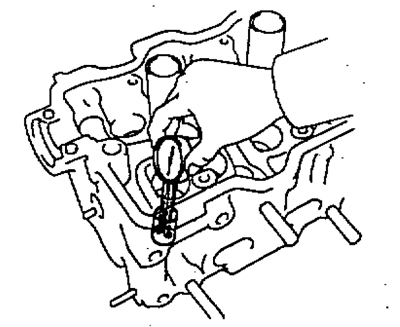
A) Okrećući radilicu, uzastopce postavite klipove na TDC. Strugačem očistite površine dna klipa od naslaga ugljika.
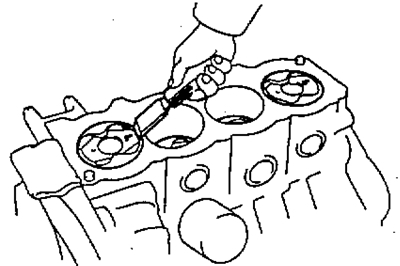
b) Pomoću strugala uklonite ostatke brtve glave s površine konektora bloka cilindra.
V) Komprimiranim zrakom uklonite naslage ugljika i ostatke brtve glave s površina, rupa za vijke.
Napomena: Kada koristite komprimirani zrak, pazite da vam čestice prljavštine ne dođu u oči.
2. Očistite glavu cilindra.
A) Očistite površinu glave bloka od ostataka brtve glave.
Napomena: Pazite da ne oštetite spojnu površinu brtve glave bloka.
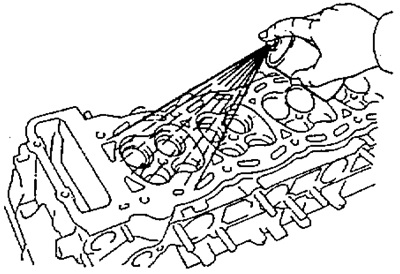
b) Očistite površine komora za izgaranje glave bloka žičanom četkom, uklanjajući sve preostale naslage ugljika.
V) Očistite rupe u vodilicama glave četkom i otapalom.
G) Očistite površinu glave cilindra (spajanje s površinom bloka cilindra), pomoću meke četke i otapala.
3. Provjerite glavu cilindra.
A) Preciznim ravnalom i ravnim mjeračem, kao što je prikazano na slici, provjerite ravnost radnih površina spojne glave cilindra:
- s površinom bloka cilindra.
- s površinama dovodnih i odvodnih cjevovoda.
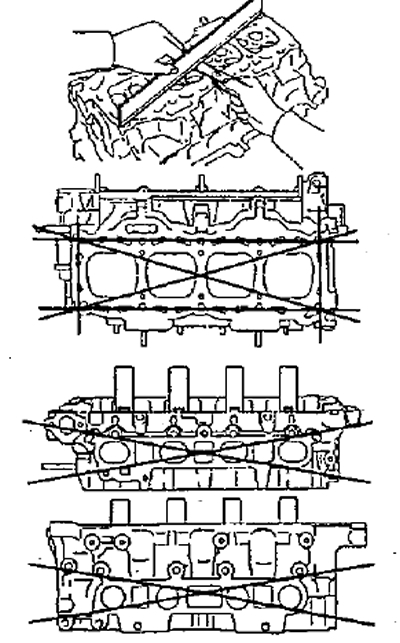
Najveća dopuštena neravnina površine:
plinski spoj:
- 2C - 0,20 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 0,05 mm
spojni razdjelnici:
- 2C - 0,20 mm
- 3S-FE, 4S-FE - 0,08 mm
- 4A-FE, 5A-FE, 7A-FE - 0,10 mm
Ako količina ravnosti premašuje maksimalno dopuštenu, zamijenite glavu cilindra ili je brusite.
b) Koristeći penetrirajuću boju, provjerite ima li pukotina u komorama za izgaranje, ulaznim i izlaznim otvorima i na plinskom sučelju. Ako postoje pukotine, zamijenite glavu cilindra ili je zavarite (nakon čega slijedi poliranje).
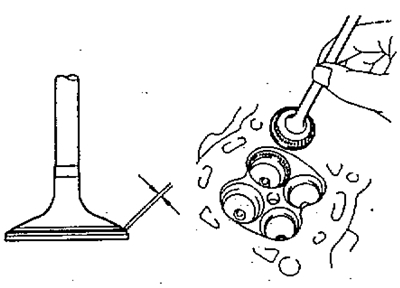
4. Očistite ventile.
A) Koristite strugač za uklanjanje naslaga ugljika s diska ventila.
b) Potpuno očistite ventil četkom.
5. Provjerite promjere stabla ventila i provrta vodilice ventila.
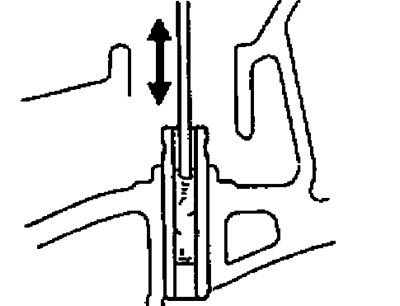
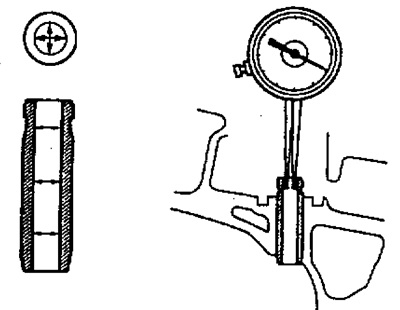
A) Izmjerite unutarnji promjer vodilica ventila mjeračem provrta.
- Unutarnji promjer rukavca: 2C - 8.010-8.030 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 6,010-6,030 mm
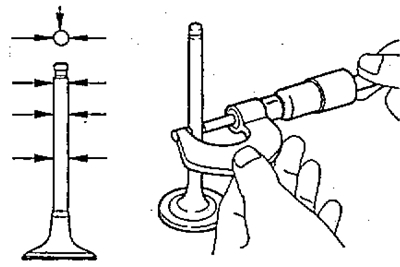
b) Izmjerite promjer stabla ventila mikrometrom.
Promjer stabla ventila:
ulazni ventil
- 2C - 7,975-7,990 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE i 7A-FE - 5,970-5,985 mm
Ispušni ventil
- 2C - 7,960-7,975 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE i 7A-FE - 5,965-5,980 mm
V) Nađite razmak između stabla ventila i njegove vodilice iz razlike između mjerenja promjera stabla ventila i unutarnjeg promjera rukavca vodilice,.
Nazivni zazor ulja:
ulazni ventil:
- 2C - 0,020-0,055 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE i 7A-FE - 0,025-0,060 mm
Ispušni ventil:
- 2C - 0,035-0,070 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE i 7A-FE - 0,030-0,065 mm
Maksimalni razmak ulja:
- usisni ventil - 0,08 mm
- ispušni ventil - 0,10 mm
Ako je zazor veći od maksimalnog, zamijenite ventil i čahuru vodilice.
6. Ako je potrebno, zamijenite vodilice ventila.
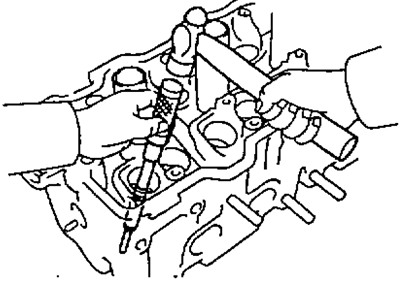
A) Postupno zagrijavajte glavu cilindra u vodenoj kupelji na temperaturu od 80-100°C.
b) Pomoću bušilice i čekića istisnite čahuru vodilice.
V) Pomoću mjerača provrta izmjerite promjer rupe za čahuru vodilice u kućištu glave cilindra.
Nazivni promjer provrta:
- 2C - 13.000-13.027 mm
- 3S-FE, 4S-FE - 10.985 -11.012 mm
- 4A-FE, 5A-FE, 7A-FE - 11.000-11.027 mm
Ako je promjer rupe za vodilicu u kućištu glave bloka veći od nominalnog, tada izbušite rupu za vodilicu do promjera popravka:
- 2C - 13,050-13,077 mm
- 3S-FE, 4S-FE - 11.035-11.062 mm
- 4A-FE, 5A-FE, 7A-FE - 11.050-11.077 mm
G) Odaberite novu veličinu (standard ili popravak za 0,05 mm) vanjski promjer čahure vodilice.
Nazivni promjer:
- 2C - 13,040-13,051 mm
- 3S-FE, 4S-FE - 11.033-11.044 mm
- 4A-FE, 5A-FE, 7A-FE - nominalno
Promjer popravka:
- 2C - 13,090-13,101 mm
- 3S-FE, 4S-FE - 11.083-11.094 mm
- 4A-FE, 5A-FE i 7A-FE - popravak (0,05)
Ako promjer rupe za vodilicu u kućištu glave bloka premašuje veličinu popravka, zamijenite glavu cilindra.
Napomena: Na motoru 2C, vodilice usisnog i ispušnog ventila su različitih veličina.
Vodilice:
ulazni ventili:
- 2C - 46,0 mm
ispušni ventili:
- 2C - 50,0 mm
d) Zagrijte glavu cilindra u vodenoj kupelji na temperaturu od 80-100°C.
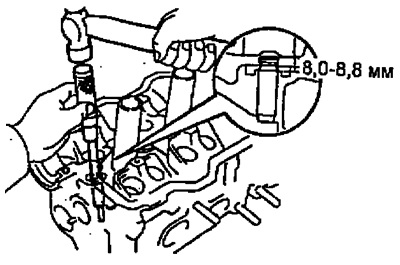
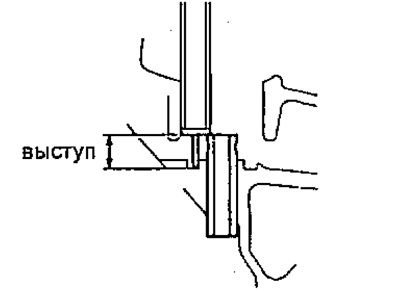
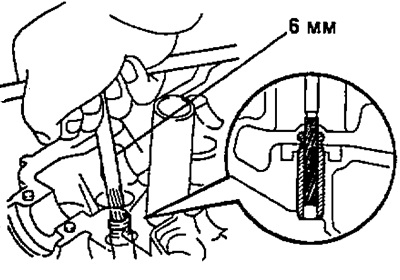
e) Ugradite vodilicu ventila. Koristeći bušilicu i čekić, postavite novu vodilicu ventila tako da strši iz glave cilindra na:
- 3S-FE, 4S-FE - 8,0-8,8 mm
- 4A-FE, 7A-FE, 5A-FE - 12,7-13,1 mm
- 2C - 17,3-18,1 mm
3S-FE, 4S-FE
4A-FE, 5A-FE, 7A-FE, 2C
i) Korištenje razvrtača od 6 mm (3S-fer.FE, 4S-FE, 4A-FE, 5A-FE i 7A-FE) odnosno 8 mm (2C) razbušite unutarnji provrt vodilice kako biste osigurali nominalni razmak između vodilice i stabla ventila (vidi točku 5 (V)).
Provjerite i prekrijte ventile.
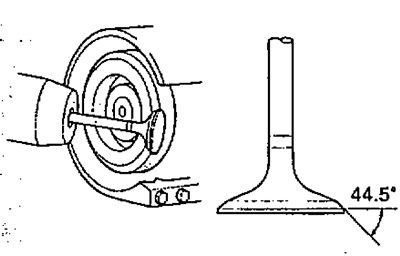
A) Brusite ventile dok se ne uklone tragovi čađe i ogrebotine.
b) Uvjerite se da preklopljeni skošeni dio ventila čini kut od 44,5°u odnosu na ravninu okomitu na os vretena.
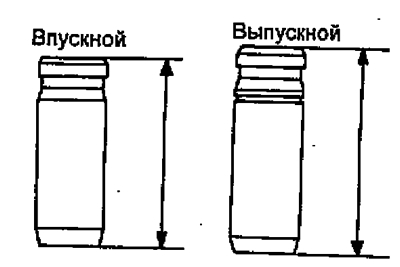
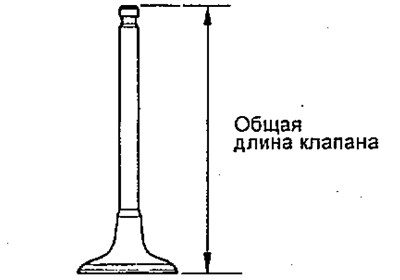
Provjerite ukupnu duljinu ventila.
Nazivna duljina:
Ulazni ventil:
- 2C - 105,70 mm
- 3S-FE - 97,60 mm
- 4S-FE - 100,60 mm
- 4A-FE, 5A-FE, 7A-FE - 87,45 mm
Ispušni ventil:
- 2C - 105,35 mm
- 3S-FE - 98,45 mm
- 4S-FE - 100,45 mm
- 4A-FE, 5A-FE, 7A-FE - 87,84 mm
Minimalna ukupna duljina:
Ulazni ventil:
- 2C - 105,20 mm
- 3S-FE - 97,10 mm
- 4S-FE - 100,10 mm
- 4A-FE, 5A-FE, 7A-FE - 86,95 mm
Ispušni ventil:
- 2C - 104,85 mm
- 3S-FE - 98,00 mm
- 4S-FE - 99,95 mm
- 4A-FE, 5A-FE, 7A-FE - 87,35 mm
Ako je ukupna duljina manja od minimalne, zamijenite ventil.
G) Izmjerite promjer stabla ventila.
Nazivni promjer:
Ulazni ventil:
- 2C - 7,975-7,990 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 5,970-5,985 mm
Ispušni ventil:
- 2C - 7,960-7,975 mm
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 5,965-5,980 mm
d) Provjerite istrošenost površina ventila.
Ako je površina ventila istrošena, ponovno izbrusite površinu ventila ili zamijenite ventil.
Napomena: prilikom ponovnog brušenja nemojte smanjivati ukupnu duljinu ventila iznad minimalno dopuštene vrijednosti.
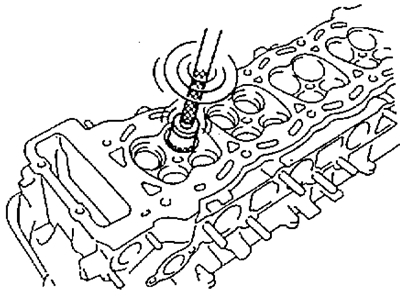
8. Provjerite i očistite sjedišta ventila.
A) Za brušenje sjedišta ventila koristite brus od karbida od 45°, uklanjajući minimalnu količinu metala samo za čišćenje kosina sjedišta.
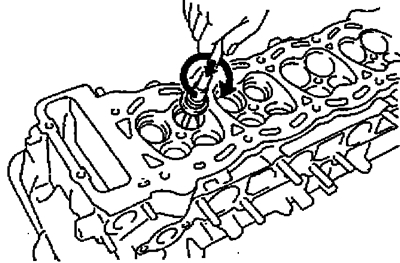
b) Provjerite je li ventil ispravno namješten.
b) Provjerite je li ventil ispravno namješten.
Nanesite tanak sloj bijele boje na kosinu ventila. Pritisnite površinu ventila na sjedište, ali nemojte okretati ventil. Zatim uklonite ventil i pregledajte sjedište i kosinu ventila.
Ako se boja pojavi oko cijelog opsega (360°) sjedišta ventila, vodilica (rukav) ventili i sjedište ventila su koncentrični. U suprotnom, ponovno izbrusite kosinu.
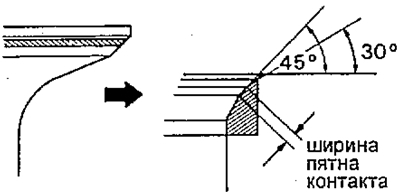
Uvjerite se da se kontaktna mrlja nalazi u srednjem dijelu prednje strane ventila i ima širinu od:
- 3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE - 1,0-1,4 mm
- 2C - 1,2-1,6 mm
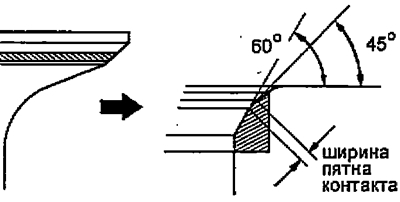
Inače, podesite skošenje na sljedeći način:
Ako je kontaktna mrlja previsoka na prednjoj strani ventila, koristite konusne rezače od 30°i 45°za ponovno brušenje sjedišta.
Ako je kontaktna mrlja preniska na prednjoj strani ventila, upotrijebite konusne rezače od 60°i 45°za ponovno brušenje sjedišta kao što je prikazano.
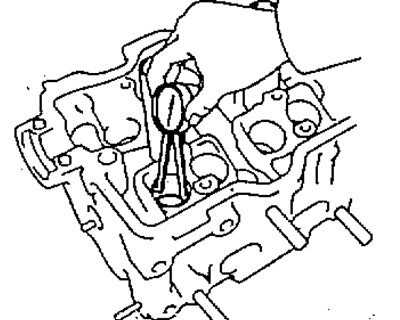
G) Rukom preklopite ventil i sjedište ventila abrazivnom pastom.
d) Nakon lepljenja očistite ventil i sjedište ventila.
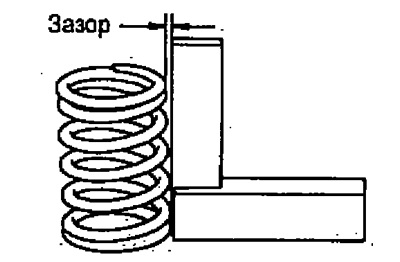
9. Opruge povratnog ventila.
A) Korištenje metalnog kvadrata (90°), provjerite da opruga ventila nije okomita, kao što je prikazano na slici.
- Najveća dopuštena neokomitost je - 2,0 mm
6) Pomoću čeljusti izmjerite slobodnu duljinu opruge u slobodnom stanju:
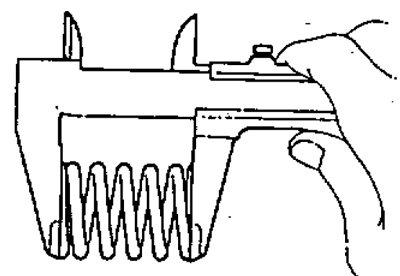
Duljina opruge ventila:
- 2C - 47,50 mm
- 3S-FE - 41,96 mm
- 4S-FE - 45,40 mm
4A-FE, 7A-FE, 5A-FE
- osim Lean burn - 38,57 mm
- s Lean burn - 42,40 mm
Ako je duljina opruge izvan specifikacije, zamijenite oprugu ventila.
10. Provjerite bregaste osovine i ležajeve.
A. Provjerite je li bregasta osovina savijena.
A) Položite bregastu osovinu na prizme.
b) Upotrijebite brojčanik za provjeru odstupanja bregastog vratila u odnosu na srednji rukavac.
Maksimalno odstupanje:
- 3S-FE, 4S-FE, 4A-FE i 5A-FE, 7A-FE - 0,04 mm
- 2C - 0,06 mm
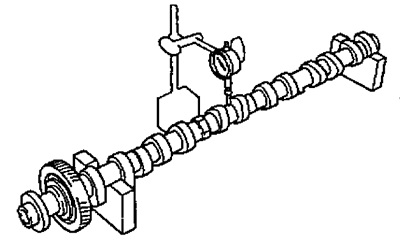
Ako odstupanje prelazi dopuštenu vrijednost, zamijenite bregasto vratilo.
B. Provjerite visinu bregastog vratila mjerenjem mikrometrom.
2C:
Nazivna visina čeljusti:
- usis - 45,90 mm
- graduacija - 48,35 mm
3S-FE:
Visina krila ulazne bregaste osovine:
- nominalno - 42,01-42,11 mm
- minimalno dopušteno - 41,86 mm
Visina režnja ispušne bregaste osovine:
- nominalno - 40,06-40,16 mm
- minimalno dopušteno - 39,91 mm
4S-FE:
Visina krila ulazne bregaste osovine:
- nominalno - 34,91-35,01 mm
- minimalno dopušteno - 34,76 mm
Visina režnja ispušne bregaste osovine:
- nominalno - 34,81-34,91 mm
- minimalno dopušteno - 35,41 mm
4A-FE, 5A-FE, 7A-FE:
Visina krila ulazne bregaste osovine:
- nominalno - 41,91-42,01 mm
- minimalno dopušteno - 41,50 mm
Visina režnja ispušne bregaste osovine:
- nominalno - 41,96-42,06 mm
- minimalno dopušteno - 41,55 mm
Ako je visina bregaste niža od minimalne, zamijenite bregasto vratilo.
B. Provjerite dimenzije rukavaca ležaja bregastog vratila mjerenjem njihovih promjera mikrometrom.
Promjer ležajnih rukavaca bregastog vratila:
3S-FE, 4S-FE - 26,959-26,975 mm
4A-FE, 5A-FE, 7A-FE:
- 1. nosač - 24,949-24,965 mm
- ostatak - 22.949-22.965 mm
2C - 27,979-27,995 mm
Ako su promjeri rukavca izvan specifikacija, provjerite zazor ulja između rukavca i ležaja.
D. Provjerite stanje ležajeva bregastog vratila za krhotine i ogrebotine na njihovim površinama. Ako postoje navedeni nedostaci, zamijenite poklopce ležajeva ili glavu bloka cilindara u skupu.
D. (3S-FE, 4S-FE, 4A-FE, 5A-FE, 7A-FE)
Provjerite stanje lisnate, razdvojene opruge zupčanika bregastog vratila mjerenjem zazora njegove brave u slobodnom
Besplatno carinjenje:
- Motori serije S - 22,5-22,9 mm
- Motori serije A - 17,0-17,6 mm
Ako je slobodni hod brave izvan specifikacije, zamijenite lisnatu oprugu zupčanika.

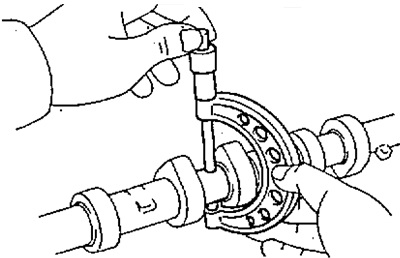
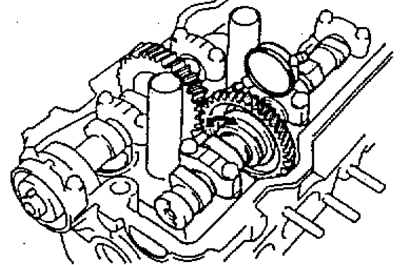
E. Provjerite radijalni zazor ulja u ležajevima bregastog vratila.
A) Očistite radne površine rukavaca bregastog vratila i poklopaca ležajeva.
b) Položite bregaste osovine u ležište glave cilindra.
V) Postavite komad plastičnog mjerača na svaki rukavac bregastog vratila.
Bilješka:
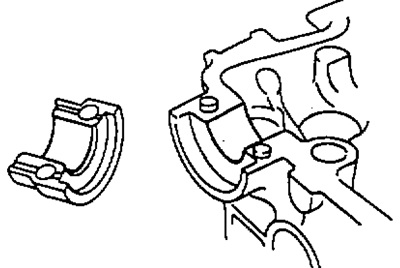
- - (4A-FE, 7A-FE) Strelice na poklopcima ležajeva moraju biti usmjerene prema prednjem dijelu motora.
- - (2C) zategnite vijke u tri koraka, počevši od unutarnje strane.
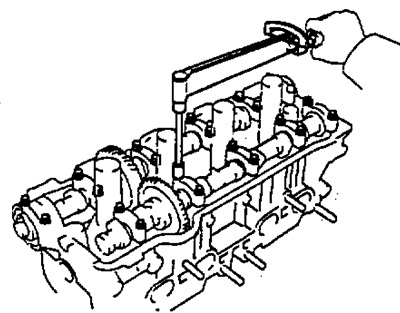
G) Ugradite poklopce ležajeva. Zategnite vijke poklopca.
Zakretni moment:
- motori serije S, C - 18 Nm
- Motori serije A - 13 Nm
Napomena: Ne okrećite bregastu osovinu.
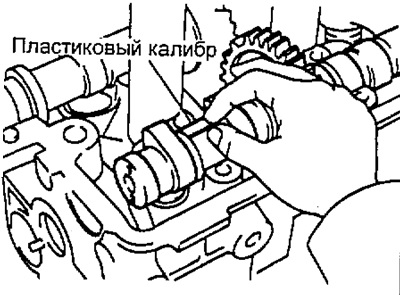
d) Uklonite poklopce ležajeva.
e) Izmjerite širinu spljoštenih plastičnih mjerača na njihovoj najširoj točki i izračunajte razmak.
Radijalni zazor u ležajevima bregastog vratila:
nominalno:
- 4A-FE, 5A-FE, 7A-FE - 0,035-0,072 mm
- 2C - 0,037-0,073 mm
- 3S-FE, 4S-FE - 0,025-0,062 mm
Maksimalno dopušteno - 0,1 mm
Ako je zazor veći od maksimalnog, zamijenite bregastu osovinu. Zamijenite poklopce ležaja i glavu cilindra ako je potrebno.
i) Uklonite sve preostale plastične mjerače.
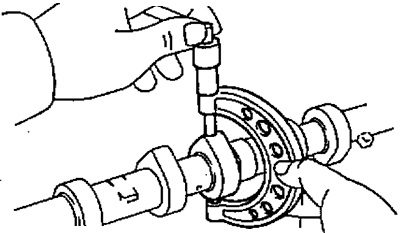
G. Provjerite krajnji zazor bregastog vratila.
A) Ugradite bregasto vratilo u ležište glave cilindra.
b) Koristite indikator za mjerenje aksijalnog zazora dok pomičete bregaste osovine naprijed-natrag.
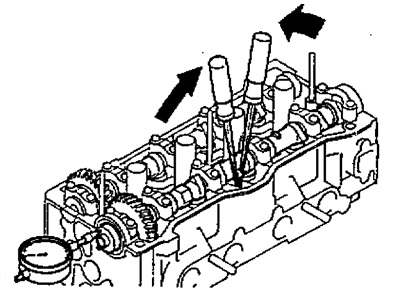
Aksijalni zazor bregastog vratila:
2C:
- nominalno - 0,080-0,18 mm
- maksimalno dopušteno - 0,25 mm
3S-FE, 4S-FE:
nominalno:
- osovina usisnog ventila - 0,045-0,100 mm
- osovina ispušnog ventila - 0,030-0,085 mm
Maksimalno dopušteno:
- osovina usisnog ventila - 0,12 mm
- osovina ispušnog ventila - 0,10 mm
4A-FE, 5A-FE, 7A-FE:
nominalno:
- osovina usisnog ventila - 0,030-0,085 mm
- osovina ispušnog ventila - 0,035-0,090 mm
Maksimalno dopušteno - 0,11 mm
Ako je aksijalni zazor veći od maksimalno dopuštenog, zamijenite bregasto vratilo. Ako je potrebno, zamijenite poklopce ležajeva i glavu cilindra.
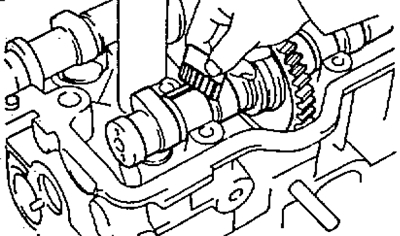
3. (3S-FE, 4S-FE, 4A-FE, 5A-FE i 7A-FE). Izmjerite zazor u zupčanicima bregastog vratila.
A) Ugradite obje bregaste osovine u glavu cilindra bez ugradnje pomoćnog zupčanika ispušne bregaste osovine.
b) Upotrijebite brojčanik za mjerenje zazora u zupčaniku.
- Nazivni razmak - 0,02-0,20 mm
- Maksimalni razmak - 0,30 mm
Ako je zazor veći od maksimalnog, zamijenite bregaste osovine.
11. Provjerite potiskivače i provrte ispod potiskivača u slučaju glave bloka.
A) Pomoću mjerača provrta indikatora izmjerite promjere provrta za potiskivače u glavi cilindra.
Promjer bušenja ispod glave bloka potisnika:
- 2C - 37,960-37,975 mm
- 3S-FE - 31.000-31.016 mm
- 4S-FE - 28.000-28.021 mm
- 4A-FE, 5A-FE, 7A-FE - 31.000-31.025 mm
b) Izmjerite promjer gurača mikrometrom.
Promjer gurača:
- 2C - 37,922-37,932 mm
- 3S-FE, 4A-FE, 5A-FE, 7A-FE - 30,966-30,976 mm
- 4S-FE - 27,975-27,985 mm
V) Provjerite zazor ulja. Oduzmite promjer podizača od provrta podizača u kućištu glave i odredite zazor.
Razmak između potiskivača i stijenke provrta za potiskivač:
nominalno:
- 2C - 0,028-0,053 mm
- 3S-FE - 0,024-0,050 mm
- 4S-FE, - 0,015-0,046 mm
- 4A-FE, 5A-FE, 7A-FE - 0,024-0,059 mm
Maksimum:
- 2C - 0,10 mm
- Ostatak - 0,07 mm
Ako razmak premašuje najveći dopušteni, zamijenite potiskivač. Ako je potrebno, zamijenite glavu cilindra.
12. (Osim 4A-FE, 7A-FE) Korištenjem preciznog ravnala i ravnog mjerača, provjerite kontaktne površine razvodnika na neravnine spojenih površina. Maksimalna neravnina:
- 2C - 0,40 mm
- 3S-FE, 4S-FE - 0,30 mm
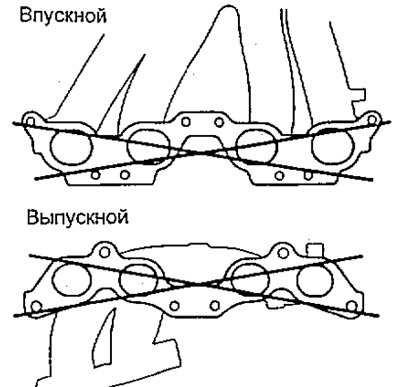
3S-FE, 4S-FE